I
Изобретение относится к области машнностроеиия, нреимущественно к нроизводству оборудования для электродуговой сварки и наплавки, в частности для электродуговой нанлавки электрических контактов.
Известен механизм подачи электродной проволоки, которым оснащаются автоматы для сварки, содержащий приводное устройство, дисковый кулачок, задающий скорость подачи проволоки, подвижное зажимное устройство 1.
Предлагаемый механизм отличается от известного тем, что профиль кулачка выполнен со скачкообразным уменьшением радиуса, при этом подвижное зажимное устройство снабжено возвратной пружиной.
В таком выполнении механизм обеспечивает иодачу электродной проволоки с регулируемой скоростью и принудительный перенос капель электродного металла па изделие, что повышает качество сварки.
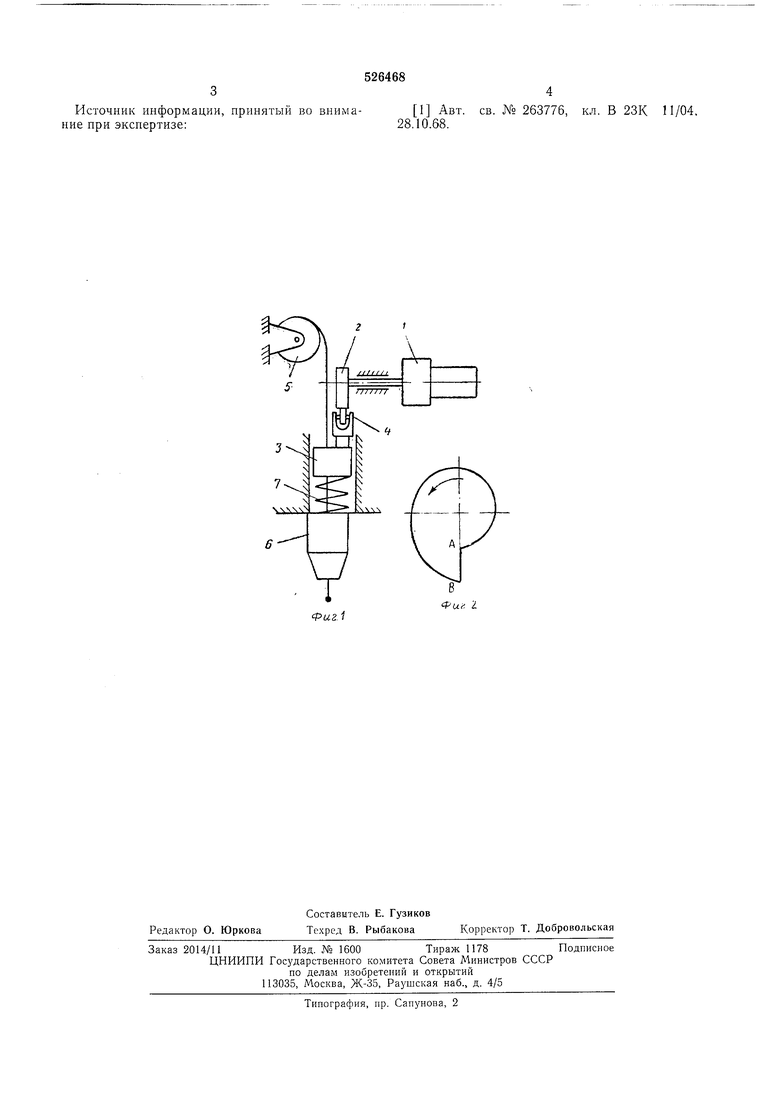
На фиг. 1 изображен механизм подачи электродной проволоки; на фиг. 2 - профиль кулачка, задающего закон движения электродной проволоки в сварочной головке.
Механизм подачи электродной проволоки содержит приводное устройство 1, кулачок 2, связанный с подвижным зажимным устройством 3, подающим электродную проволоку 4 п барабана 5 в сварочную горелку 6 и пружину 7, прижимаюн1,у10 зажимное устройство 3 к кулачку 2.
Работает предлагаемый механизм следующим образом.
Вращение от приводного устройства I передается кулачку 2, подвижное зажимпое устройство 3 осуи1ествляет подачу электродной проволоки 4, причем закоп движепия проволоки определяется профилем кулачка на участке от Л до S (по стрелке).
При прохождении через точку В профиля кулачка 2 происходит возвратное движение подвижного зажимпого устройства 3 вверх с ускорением, отрывающим каплю расплавленного металла от электродной проволоки. Ускорение движения электрода вверх, обеспечивающее принудительный отрыв канли электродного металла, задается пружиной 7.
Фор М у л а и 3 о б р е т е п и я
Механнзм подачи электродной проволоки, содержащий приводное устройство, дисковый кулачок, задающий скорость нодачи проволоки, подвижное зал имное устройство, о т л ичающийся тем, что, с целью повышения качества сварки, профиль кулачка выполнен со скачкообразным уменьшением радиуса, при этом подвижное зажимное устройство снабжено возвратной пружиной.
Источник информации, нринятый во внимание при экснертизе:
1 Авт. св. № 263776, кл. В 23К 11/04. 28.10.68.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой вертикальной сварки и устройство для его осуществления | 1984 |
|
SU1219292A1 |
| Устройство для автоматической электродуговой сварки прямолинейных швов ограниченной длины | 1975 |
|
SU605708A1 |
| Модульная система 3D-печати слоистыми композиционными металлами для станков с ЧПУ с функцией быстросменности и бесподналадочности наплавляемого материала | 2023 |
|
RU2807114C1 |
| Устройство для сварки оплавлением | 1986 |
|
SU1493427A1 |
| Устройство для автоматической электродуговой сварки стыковых соединений | 1983 |
|
SU1138272A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ ПРИВАРКИ ТРУБ К ТРУБНЫМ ДОСКАМ | 1966 |
|
SU216869A1 |
| Устройство для намотки секций конденсаторов | 1977 |
|
SU661626A1 |
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| Наплавочная головка для наплавки заготовок контакт-деталей | 1977 |
|
SU955251A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1995 |
|
RU2086373C1 |
.t
Фик I
