(Л
между зажимными губками до упора в нож так, чтобы между кассетой 1 и механизмом подачи 10 образовалась дуга с радиусом кривизны большим,
чем радиус кривизны дуги 7. При подаче жгута дуга жгута уменьшается и дуга 7 опускается до взаимодействи с датчиком 8, При вращении распреде - лительного вала 24 подвижная часть нояцей 21 отходит, образуя канал для прохода жгута 2, Механизм подачи 10
с разжатыми губками 1 и 12 поднимается вверх 9 губки Пи 12 механизма подачи зажимают жгут 2, а губки 18 и Г9 механизма зажима 17 освобождают жгут 2. Затем механизм подачи 10 под воздействием кулачка 14 опускается вниз до нижнего ограничительного упора 16. Подается сигнал на 3aNbiKaHHe сварочной цепи и происходит сварка оплавлением в шарик контактов , изготовленных из многожильного жгута. 1 ил
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| Автомат для заготовки гибких проводов | 1960 |
|
SU135934A1 |
| Автоматизированная установка для присоединения объемных выводов полупроводниковых приборов и микросхем | 1988 |
|
SU1637984A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2277463C2 |
| Автомат для ударно-стыковой сварки | 1971 |
|
SU442030A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Устройство для приварки проволочных выводов к корпусу радиодеталей | 1981 |
|
SU990457A1 |
| Способ контактной стыковой сварки проволочных выводов с заготовками резисторов и устройство для его осуществления | 1985 |
|
SU1500454A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |
| Автомат для контактной сварки сопротивлением | 1973 |
|
SU498123A1 |
Изобретение относится к сварочному оборудованию ,в частности, к устройствам для подачи и оплавления жгута из проволоки, и может использоваться в машиностроении, приборостроении и других областях техники. Цель изобретения - расширение технологических возможностей и повышение точности размерной подачи проволоки в виде жгута путем исключения динамических нагрузок на него при сматывании с кассеты. Перед началом работы жгут разматывают с кассеты и пропускают между зажимными губками до упора в нож так, чтобы между кассетой 1 и механизмом подачи 10 образовалась дуга с радиусом кривизны большим, чем радиус кривизны дуги 7. При подаче жгута дуга жгута уменьшается и дуга 7 опускается до взаимодействия с датчиком 8. При вращении распределительного вала 24 подвижная часть ножей 21 отходит, образуя канал для прохода жгута 2. Механизм подачи 10 с разжатыми губками 11 и 12 поднимается вверх, губки 11 и 12 механизма подачи зажимают жгут 2, а губки 18 и 19 механизма зажима 17 освобождают жгут 2. Затем механизм подачи 10 под воздействием кулачка 14 опускается вниз до нижнего ограничительного упора 16. Подается сигнал на замыкание сварочной цепи и происходит сварка "оплавлением в шарик" контактов, изготовленных из многожильного жгута. 1 ил.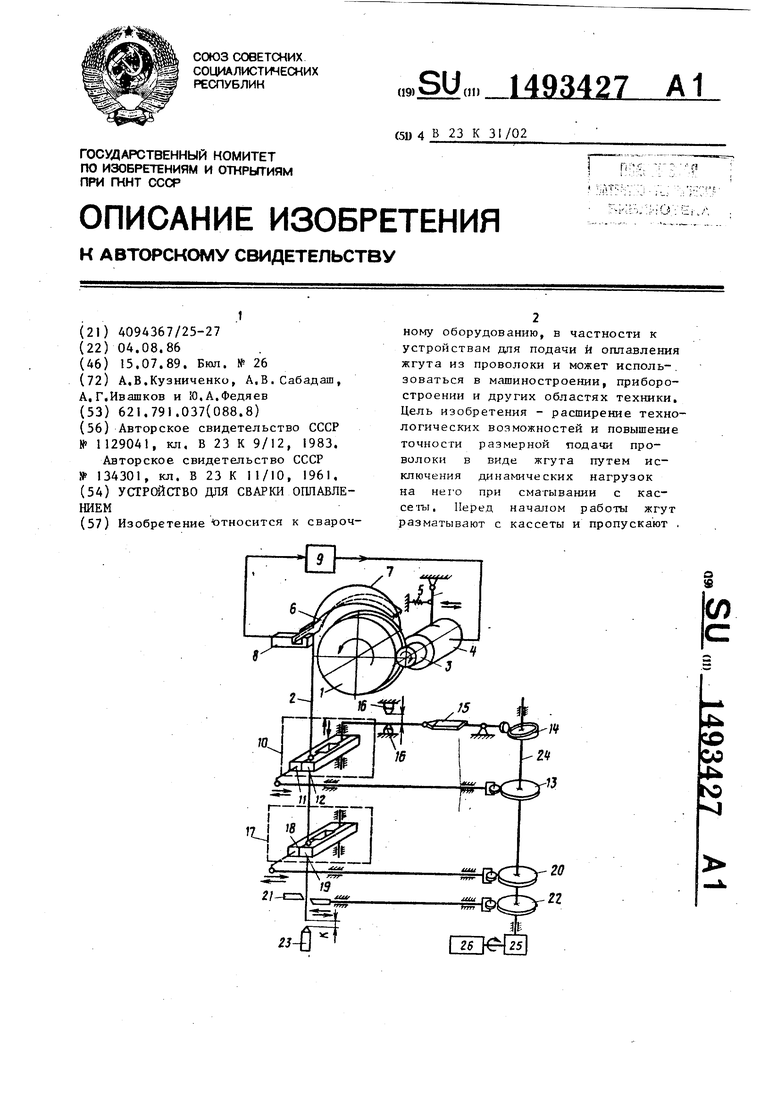
Изобретение относится к сварочному оборудованию, в частности к устройст- вам для подачи и оплавления жгута из проволоки, и может быть использовано в машинострое}ши, приборостроении и других областях техники.
Целью изобретения является расши- рение технологических возможностей и повышение точности размерной подачи проволоки в виде жгута путем исклю- чения динамических нагрузок на него при сматывании с касс еты.
На чертеже изображена схема устройства.
Устройство для сварки оплавлением содержит поворотную кассету 1 с намотанным на нее жгут.ом 2, установленную с возможностью вращения на оси, закрепленной в корпусе (не показаны) Приводной ролик 3 размещен на валу электродвигателя 4 постоянного тока и предназначен для передачи вращения на кассету I, а также для предотвращения раскручивания жгута 2 на барабане. Приводной ролик 3 поджат к .барабану посредством пружины 5, Над поворотной кассетой 1 размещен выполнен- ный в. виде дуги упругий элемент 6, который предназначен доя взаимодействия с дугой 7 жгута 2 и связан посредством датчика 8 и блока 9 управления с электродвигателем 4, Механиз 10 подачи жгута 2 содержит зажимные губки 11 и 12j связанные с приводом кулачком 13 и предназначенные для зажима и разжима жгута 2,
Кулачок 14 предназначен для сообщения возвратно-поступательного пере мещения (хода) механизму 10 подачи Механизм К) подачи снабжен упругим элементом 15, выполненным в виде
,
30
35
„
25
.
50
55
плоской пружины, а также жестко установленными на корпусе упорами 16, предназначенными для регулировки хода h механизма 10 подачи жгута 2, Механизм J7 зажима жгута 2 содержит губки 18 и 19, связанные с кулачком 20, Ножи 21 предназначены для отрезки жгута 2 и связаны с кулачком 22, Электрод 23 выполнен из тугоплавкого металла. Все кулачки 13, 14, 20 и 22 установлены на распределительном валу 24, который связан через редуктор 25 с электродвигателем 26.
Перед началом работы устройства часть 2 разматывают с кассеты 1 и пропускают между губками 11 и 12 подакщего 10 и губками 18 и 19 зажимного 17 механизмов до упора в нож 21 таким образом, чтобы между кассетой 1 и механизмом 10 подачи образовалась дуга 7 с радиусом кривизны большим, чем радиус кривизны упругого элемента 6, причем радиус кривизнь дуги 7 выбирается таким образом чтобы не было перегибов жгута 2,
Устройство для сварки оплавлением работает следую1цим образом.
При включении электродвигателя 26 вращение передается через редуктор 25 на распределительный вал 24, При вращении распределительного вала 24 подвижная часть ножей 21 отходит в исходное положение, образуя канал для прохода жгута 2, а губки 18 и 19 механизма 17 зажима сходятся и. зажимают жгут 2, В это время механизм 10 подачи с разжатыми губками 11 и 12 поднимается посредством кулачка 1.4 и упругого элемента 15 до соприкосновения с жестко установленным в корггу- се верхним упором 16.. При дапьнейщем
вращении распределительного вала 24 губки 11 и 12 под воздействием кулачка 13 сходятся и зажимают жгут 2, а губки 18 и 9 механизма 17 зажима при этом расходятся и освобождают жгут 2, Затем механизм 10 подачи под воздействием кулачка 14 опускается до нижнего упора 16, подавая таким образом жгут 2 к электроду 23 на величину заданного хода h. При этом между концом жгута 2 и электродом 23 остается з:азор , 1 мм с допуском iO,025 мм.
и вращение через ролик 3
10
та 2, прогибается до взаимодействия с датчиком 8. Датчик 8 дает сигнал на блок 9 управления, который включает электродвигатель 4, от электродвигателя 4 передается на кассету I. В результате происходит размотка жгута 2 и увеличение радиуса кривизны дуги 7, Время работы электродвигателя 4 определяет реле времени, размещенное в блоке 9 управления.
Использование в устройстве гибкоЗатем от командоаппарата (не пока- 15 ° элемента, следящего за величиной зан), расположенного на распредели-прогиба дуги жгута, связанного через
датчик и блок управления с приводом
35
тельном валу 24, подается сигнал на замыкание сварочной цепи. Между концом жгута 2 и электродом 23 возникает электрический разряд и происходит20
сварка оплавлением в шарик контактов, изготовленных из многожильного жгута. Затем посредством кулачка 22 срабатывает нож 21, отрезая жгут, коне ц которого сварен оплавлением 25 в шарик.
Размер зазора ,1 -мм задается с целью получения качественной сварки оплавлением в шарик при малых
диаметрах многожильного жгута (йоряд- изобретения ка 0,55 мм), При этом для постоянства режимов сварки допуск на зазор К лежит в пределах ±0,025 мм.
Для получения необходимой точности подачи жгута 2 в механизм 10 введен упругий элемент 15, выполненный в виде плоской пружины, который в совокупности с жестко установленными на корпусе упорами 16 исключает погрешность приводных механизмов {погрешность профиля кулачка 14, зазоры и биение в подшипниках).
Поскольку жгут 2 не долж;ен деформироваться при зажиме губками 11, 12 и 18, 19, то усилие зажима ограничено, Дпя того, чтобы не было проскальзывания жгута 2 между губками подаю щего 10 и зажимного 17 механизмов, между кассетой 1 и механизмом 10 образована дуга 7, благодаря которой исключаются динамические нагрузки на жгут 2 при сматывании его с кассет| 1 1, При работе устройства и сматывании жгута 2 с кассеты радиус кривизны дуги 7 уменьшается, и когда он достига- gg жимные губки, размещено с возмож ет размеров радиуса кривизны дуги уп- ностью упругого и фиксированного ругого элемента 6, то под воздействием жгута 2 упругий элемент 6, жесткость которого меньше жесткости жгукассеты, а также упоров, ограничива- юшлх ход механизма подачи, в привод которого встроен упругий элемент, позволяет упростить конструкцию, производить многослойную намотку жгута на кассету, поддерживать радиус кривизны дуги жгута в пределах его упругости для уменьшения динамических наг рузок на жгут, возникающих при сматывании его с кассеты , и повысить точность размерной подачи жгута.
Устройство для сварки оплавлением, содержащее корпус, поворотную кассету для проволоки, MexaHH3Nfci зажима и подачи проволоки, механизм отрезки, сварочный инструмент и привод, о т- личающееся тем, что, с целью расширения технологических возможностей и повышения точности размерной подачи проволоки в виде жгута путем искдючения динамических нагрузок на него при сматывании кассеты, устройство снабжено блоком управления с датчиком и ограничивающей размотку 4g проволоки дугообразной пружиной,размещенной на кассете с возможностью периодического взаимодействия с датчиком блока управления, а механизм подачи проволоки выполнен в виде зажимных губок и двуплечего Г-образ- ного рычага, при этом последний установлен на корпусе с возможностью взаимодействия одним плечом с приводом, а другое плечо, несущее заповорота вокруг оси, перпендикулярной продольной оси сварочного инструмента.
40
50
и вращение через ролик 3
та 2, прогибается до взаимодействия с датчиком 8. Датчик 8 дает сигнал на блок 9 управления, который включает электродвигатель 4, от электродвигателя 4 передается на кассету I. В результате происходит размотка жгута 2 и увеличение радиуса кривизны дуги 7, Время работы электродвигателя 4 опре- деляет реле времени, размещенное в блоке 9 управления.
Использование в устройстве гибкокассеты, а также упоров, ограничива- юшлх ход механизма подачи, в привод которого встроен упругий элемент, позволяет упростить конструкцию, производить многослойную намотку жгута на кассету, поддерживать радиус кривизны дуги жгута в пределах его упругости для уменьшения динамических нагрузок на жгут, возникающих при сматывании его с кассеты , и повысить точность размерной подачи жгута.
изобретения
имные губки, размещено с возмож остью упругого и фиксированного
Устройство для сварки оплавлением, содержащее корпус, поворотную кассету для проволоки, MexaHH3Nfci зажима и подачи проволоки, механизм отрезки, сварочный инструмент и привод, о т- личающееся тем, что, с целью расширения технологических возможностей и повышения точности размерной подачи проволоки в виде жгута путем искдючения динамических нагрузок на него при сматывании кассеты, устройство снабжено блоком управления с датчиком и ограничивающей размотку проволоки дугообразной пружиной,размещенной на кассете с возможностью периодического взаимодействия с датчиком блока управления, а механизм подачи проволоки выполнен в виде зажимных губок и двуплечего Г-образ- ного рычага, при этом последний усановлен на корпусе с возможностью взаимодействия одним плечом с приодом, а другое плечо, несущее за
жимные губки, размещено с возмож ностью упругого и фиксированного
поворота вокруг оси, перпендикулярной продольной оси сварочного инструмента.
| Устройство для разматывания проволоки из ферромагнитного материала | 1983 |
|
SU1129041A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм подачи жгута из тонких проволок или ленточной фольги к электродам точечной контактной электросварочной машины | 1960 |
|
SU134301A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
