1
Изобретение относится к снособам непрерывного литья металлов, в частности к процессу непрерывного литья полых заготовок.
Известен способ непрерывной отливки псхпых заготовок с подачей жидкого металла в кольцевой зазор между наружным криотацризатором и внутренним дорном с контр лем.зависания оболочки по показаниям перепада температуры воды, охлаждающей
дорн, после чего разливку прекращают.
При несвоевременном прекращении раз- пивки и резком возрастании перепада температуры по известному способу бегущий разрыв внутренней оболочки может опустигься ниже дорна, и тогда жидкий метапп пррывается в полость,что приводит к браку внутренней поверхности всего непрерывного слитка, а также попаданию жидкого металла на узлы машины.
При своевременном прекращении вытягивания слитка и подачи металла в кристаллизатор затвердевший полый слиток зависает на дорне, что усложняет операцию ос- вобождешш дорна.
Цель изобретентш - предотвращение прорыва жидкого металла в полость спитка и облегчение удаления намерзшей оболочки с дорна.
Цель достигается тем, что в момент зависания или надрыва внутренней оболочки прекращают подачу металла в кристаллиэатор и уменьшают скорость вытяпшануя слика на 50 - 95%, а по достижении уровнем металла места утонения или надрыва внутренней оболочки прекращают вытягивание до затвердевания мениска, а затем увепичивают скорость вытягивания до отрыва|спитка от зависшей на дорне оболочки.
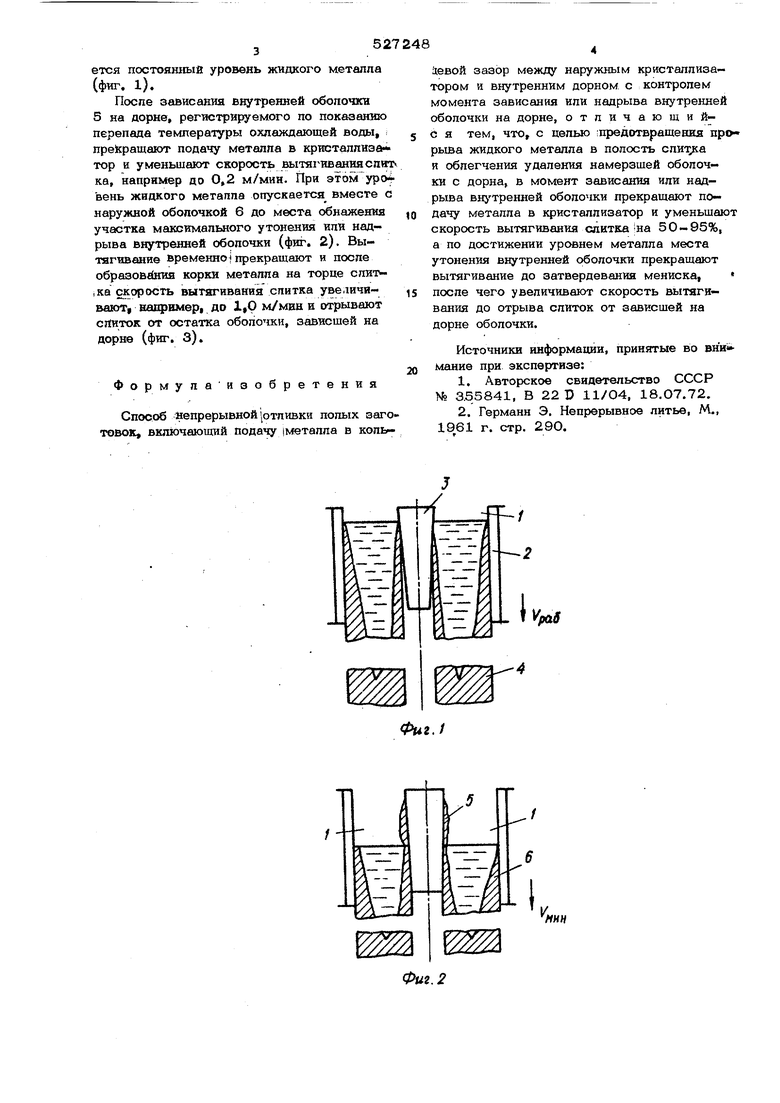
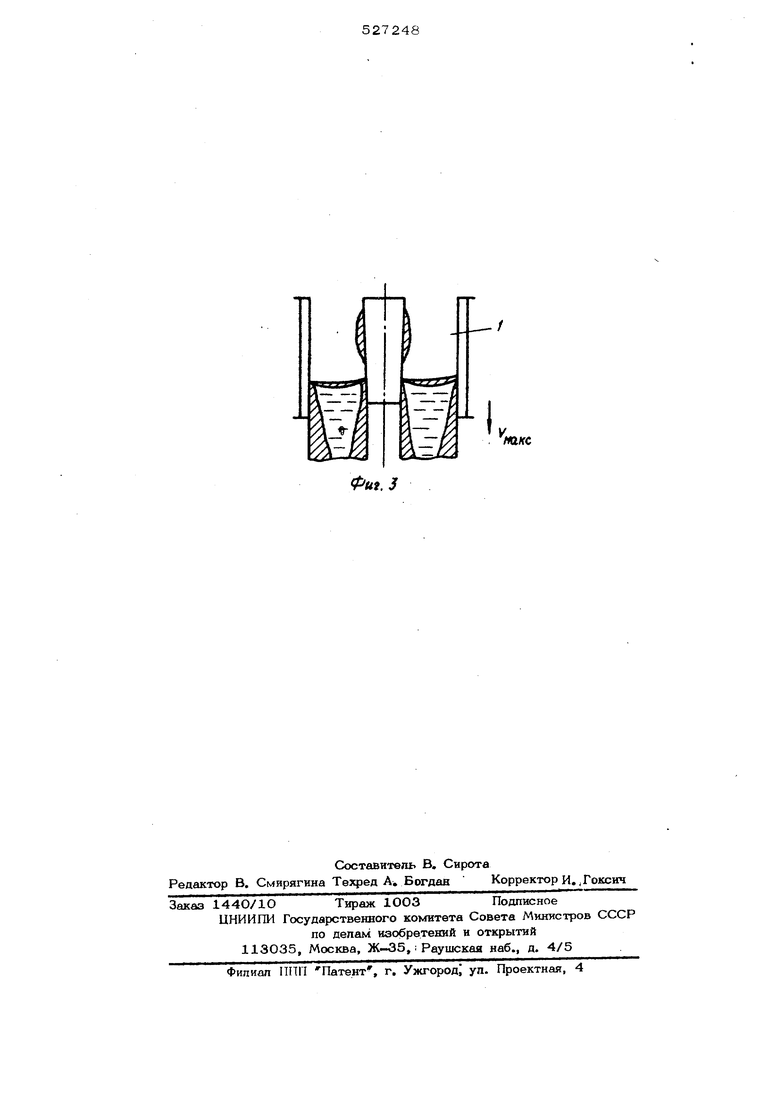
На фиг. 1 - 3 иредставлены схамы, поясняющие предлагаемый способ.
При отливке полого стапыюго слитка, например, с состгюшением наружного и BJ{ реннего диаметров 360/100 MNJ, металл подают в кольцевой зазор 1 ктежду наружным кристаллизатором 2 и вн тренним дорном 3. Слиток 4 непрерывно вытягивают с постоянной рабочей скоростью, например 0,6 M/MUH. В кристалпизаторо поддерживается постоянный уровень жидкого металла (. 1). Поспе зелисания внутренней оболочки 5 на дорне, регтютрируемого по показанию перепада теклпературы охлаждающей воды, преЬ:ращают подачу металла в кристаллнаа тор и уменьшают скорость вытягиванияспн ка, например до 0,2 м/мин. При вень жидкого металла опускается вместе с наружной оболочкой б до места обнажения участка максимального утонения или надрыва внутренней оболочки (фиг. 2), Вытягивание Временно прекращают и после образования корки металла на торце СЛИТЕ ,ка скорость вытягивания слитка увеличяваюТ| на1фвмер, до 1,0 м/мин и отрывают сйиток от остатка оболочки, зависшей на дорне (фиг. З). Формулаизобретения Способ Непрерывной |отливки полых заго товок, включающий подачу |металла в коль цевой зазор между наружным кристаллизатором и внутренним дорном с контролем момента зависания или надрыва внутренней оболочки на дорне, отпичаюшийС я тем, что, с целью ;предотвращения рыва жидкого металла в полость и облегчения удаления намерзшей оболочки с дорна, в момент зависания или надрыва вн тpeннeй оболочки прекращают по- дачу металла в кристаллизатор и уменьшают скорость вытягивания слитка iна 50-95%, а по достижении уровнем металла места утонения внутренней оболочки прекращают вытягивание до затвердевания мениска, после чего увеличивают скорость вытягивания до отрыва слиток от зависшей на дорне оболочки. Источники информации, принятые во вни мание при экспертизе: 1.Авторское свидетельство СССР № 3.55841, В 22 13 11/04, 18,07.72. 2.Германн Э. Непрерывное литье, М., 1961 г. стр. 290.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015812C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015814C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015815C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015813C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015811C1 |
| Устройство для непрерывного литья слитков с несколькими отверстиями | 1979 |
|
SU973224A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015817C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОГО НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ СЛИТКОВ | 1983 |
|
SU1220218A1 |
| Способ непрерывной разливкиМЕТАллОВ | 1979 |
|
SU831294A1 |
мин
Фиг. 2
