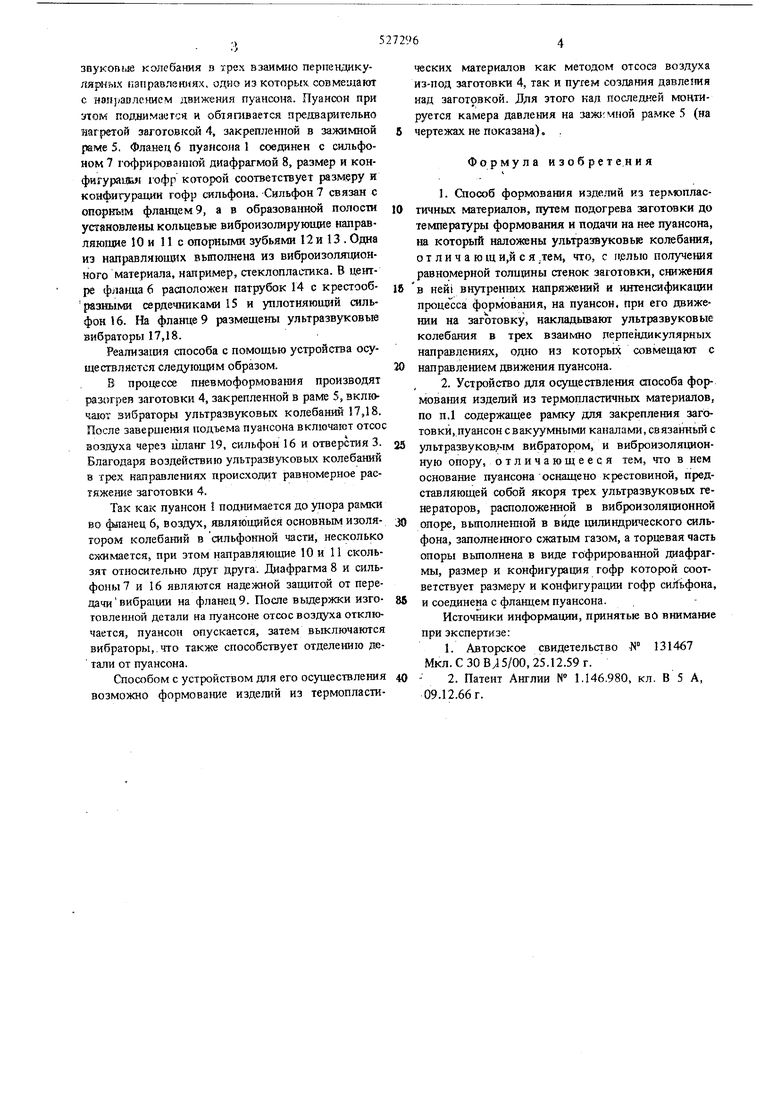
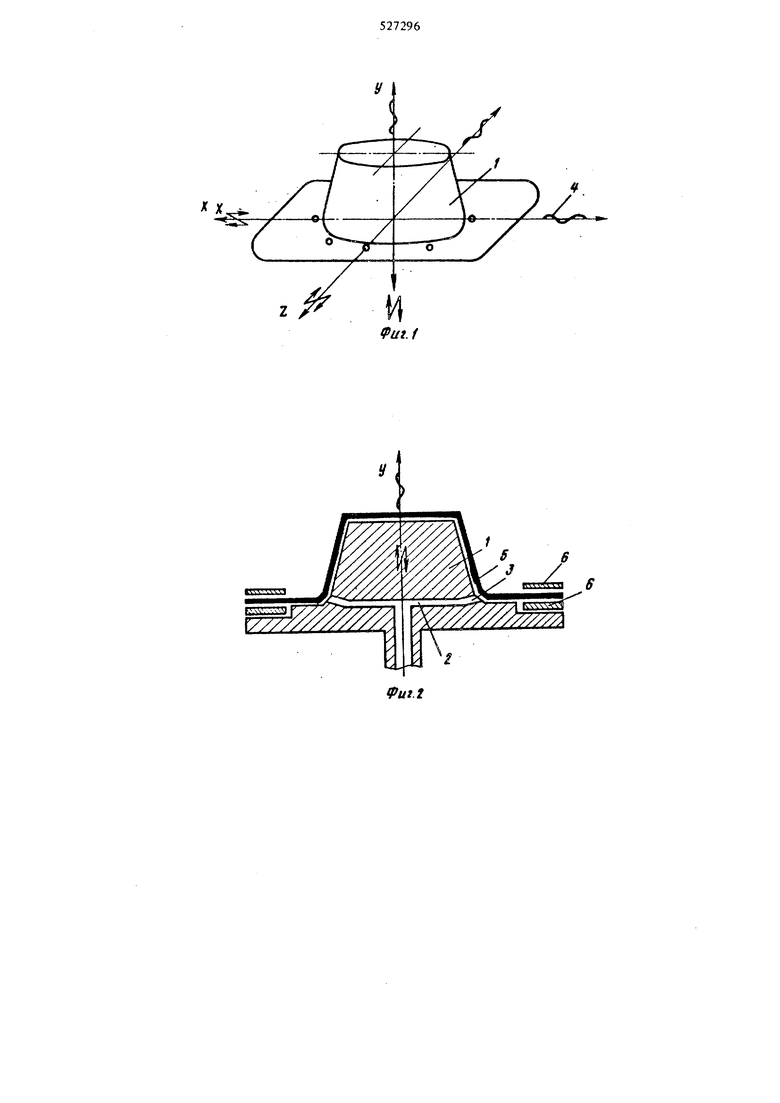
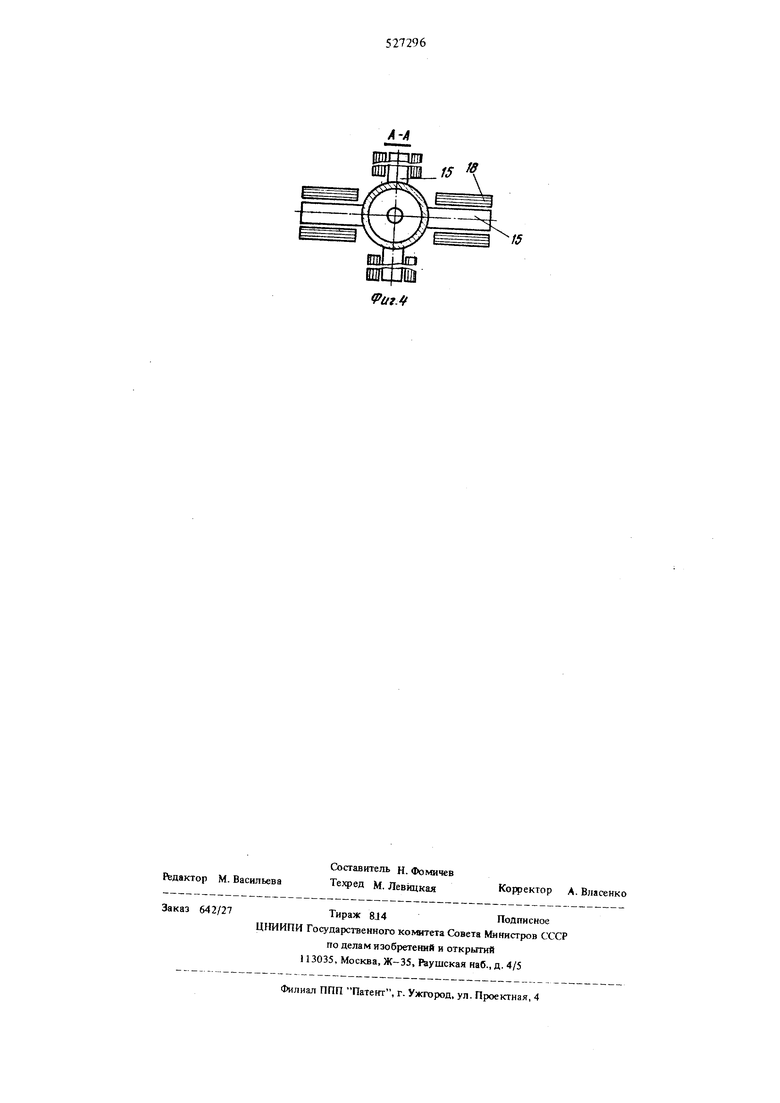
зпукоп колебания а трех взаимно перпендикулярных паправлеюшх, одно из которых совмещают с направлением движения пуансона. Пуансон при этом поднимается и обтягавается предварительно нагретой заготовкой 4, закрепленной в зажимной раме 5. Фланец 6 пуансона 1 соединен с сильфоном 7 гофрир1теага1ой диафрагмой 8, размер и конфигура гофр которой соответствует размеру и конфигурации гофр сипьфона. Сильфом 7 связан с опорньш фланцем 9, а в образованной полости установлены кольцевые виброизолирующие налравляю цие 10 и 11 с опорными зубьями 12 и 13 . Одна из направляющих вьтолнена из виброизоляционного материала, например, стеклопластика. В центре фланца 6 раотоложен патрубок 14 с крестообразными сердешшками 15 и уплотняющий сильфон 16. На фланце 9 размещены ультразвуковые вибраторы 17,18.
Реализация способа с помощью устройства осуществляется следующим образом.
В процессе пневмоформования производят разогрев заготовки 4, закрепленной в раме 5, включают вибраторы ультразвуковых колебаний 17,18. После завери1ения подъема пуансона включают отсо воздуха через шланг 19, сильфон 16 и отверстия 3. Благодаря воздействию ультразвуковых колебаний в трех направлениях происходит равномерное растяжение заготовки 4.
Так как пуансон 1 под шмается до упора рамки во фланец 6, воздух, являющийся основным изолятором колебаний в сильфо1гаой части, несколько сжил1ается, при этом направляющие 10 и 11 скользят относительно друг Друга. Диафрагма 8 и сильфоны7 и 16 являются надежной защитой от передачи вибрации на фланец 9. После вьщержки изготовлеиной детали на пуансоне отсос воздуха отключается, пуансон опускается, затем вьпслючаются вибраторы,.что также способствует отделению детали от пуансона.
Способом с устройством для его осуществления возможно формование изделий из термопластических материалов как методом отсоса воздуха из-под заготовки 4, так и путем создания давле шя над заготовкой. Лля зтого над последней монтируется камера давления на захо;мной рамке 5 (на чертежах не показана), .
Формула изобретения
1.Способ формования изделий из терлюпластичных материалов, путем подогрева заготовки до температуры формования и подачи на нее пуансона, на который наложены ультразвуковые колебания, о т л и ч а ю щ и,й с я .тем, что, с ггрлыо получения равномерной толщины стенок заготовки, снижения
в ней внутренних напряжений и интенсификации проце сса формования, на пуансон, при его движении на заготовку, накладьшают ультразвуковые колебания в трех взаимно перпендикулярных направлениях, одно из которых совмещают с направлением движения пуансона.
2.Устройство для осуществления шособа формования изделий из термопластичных материалов, по П.1 содержащее рамку для закрепления заготовки, пуансон с вакуумными каналами, связанный с ультразвуков;.1М вибратором, и виброизоляционную опору, отличающееся тем, что в нем основание пуансонаоснащено крестовиной, представляющей собой якоря трех ультразвуковых генераторов, расположенной в виброизоляционной опоре, вьшолне1шой в виде цилиндрического сильфона, заполненного сжатым газом, а торцевая часть опоры вьтолнена в виде гофрированной диафрагмы, размер и конфигурация гофр которой соответствует размеру и конфигурации гофр си 1ьфона, и соединена с фланцем пуансона.
Источники информации, принятьк вй внимание при экспертизе:
1.Авторское свидетельство ° 131467 Мкл. С 30 ВД5/00, 25.12.59 г.
2.Патент Англии Г 1.146.980, кл. В 5 А, 09.12.66 г.
х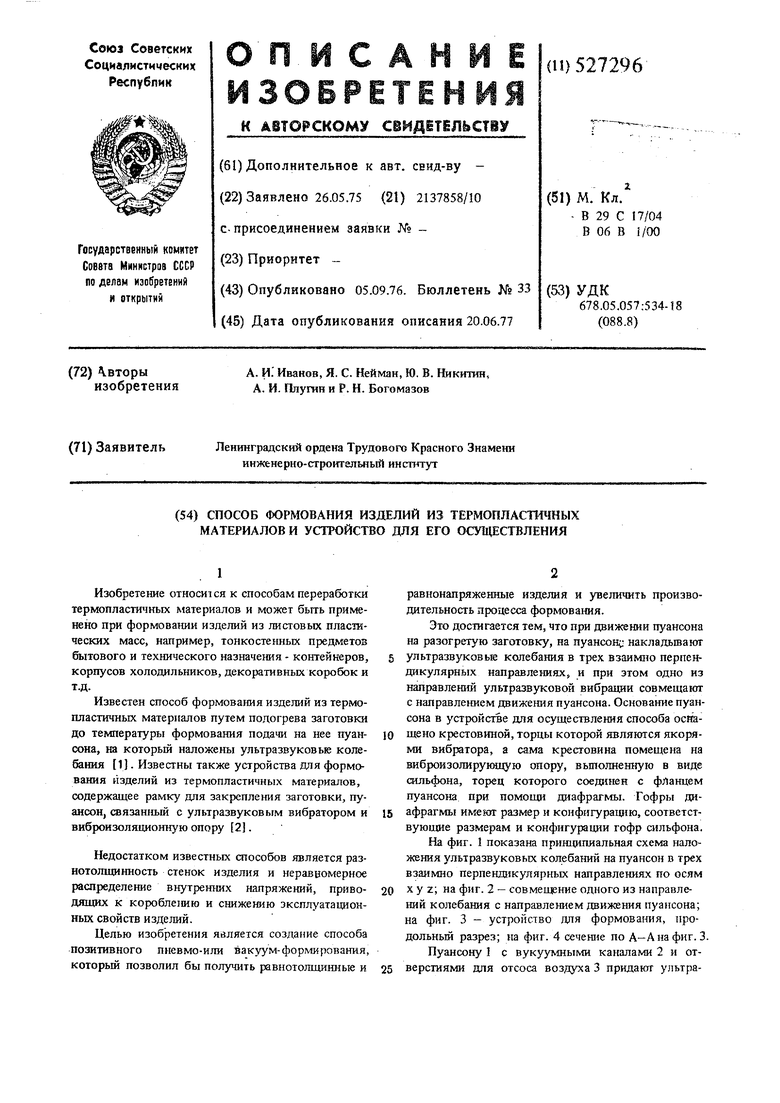
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования изделий из теплоизоляционного волокнистого материала | 1982 |
|
SU1036717A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СИЛЬФОНА | 2002 |
|
RU2229356C2 |
| Устройство для штамповки металла в твердожидком состоянии | 1991 |
|
SU1838044A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СИЛЬФОНОВ | 1990 |
|
RU2019339C1 |
| ШТАМП | 2003 |
|
RU2243052C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ КОМПОЗИТНЫХ МАТЕРИАЛОВ МЕТОДОМ ВОЗДУШНОГО ФОРМОВАНИЯ С ПРИМЕНЕНИЕМ В КАЧЕСТВЕ ПУАНСОНА НАДУВНОЙ КАМЕРЫ ИЗ ЖИДКОЙ РЕЗИНЫ | 2019 |
|
RU2730335C1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
ж
У/////Л
lu
А-А
ШДС1-Ш1и
1г1(тГ I П7ТЯ /С Л7
впцшш
(Риг
