Изобретение относится к вулканиза- ционному оборудованию и предназначено для формования и вулканизации пневмобаллонов, например двухполостных пневмобаллонов для пневматических подве сок транспортных средств.
Известен форматор-вулканизатор для пневмобаллонов, содержащий прессформу, состоящую из средней и боковых секций с горизонтальным разъемом и торцовых крышек, механизм радиального смыкания приводы перемещения торцо,вых крышек.
I Изготовление пневмобаллонов на известном форматоре-вулканизаторе требует значительных затратj так как для получения качественных пневмобаллонов необходимо на их внутренней повер:}гности, взаимодействующей с теплоносителем, размещать специальньй слой высококачественной резины, способпьгй выдерживать давление .формующей среды и противостоять разрушающему действию теплоносителя.
Кроме того, в известном форматоревулканизаторе нет устройства для восприятия радиальных распорных усилий, возникающих в пресс-форме при работа форматора-вулканизатора, что не гарантирует надежной работы последнего, так как пресс-форма может раскрыться в процессе работы.
Для снижения стоимости изготовления пневмобаллонов и повышения надежности вулканизатора в работе он снабжен установленной соосно с пресс-формой эластичной диафрагмой с механизмом ее управления и замками для запирания пресс-формы в радиальном направлении, выполненными в виде установленных по. торцам пресс-формы конусообразных чаш, взаимодействующих с боковыми частями пресс-формы и связанных через упругие элементы с приводом перемещения торцовых крышек.
Привод перемещения торцовых крьшек выполнен в виде синхронно перемещаемых полых ходовых винтов, в полости одного из которых размещен механизм управления диафрагмой..
Для предотвращения поворота ходовых винтов при их перемещении формаiTop B5 KaHH3aTop снабжен неподвижными направляющими ттакгашг, установленным11 в плоскости разъема пресс-формь, и смонтированными на торцовых крьппках вилками, взаимодействующими с этими направляющими штангами, .
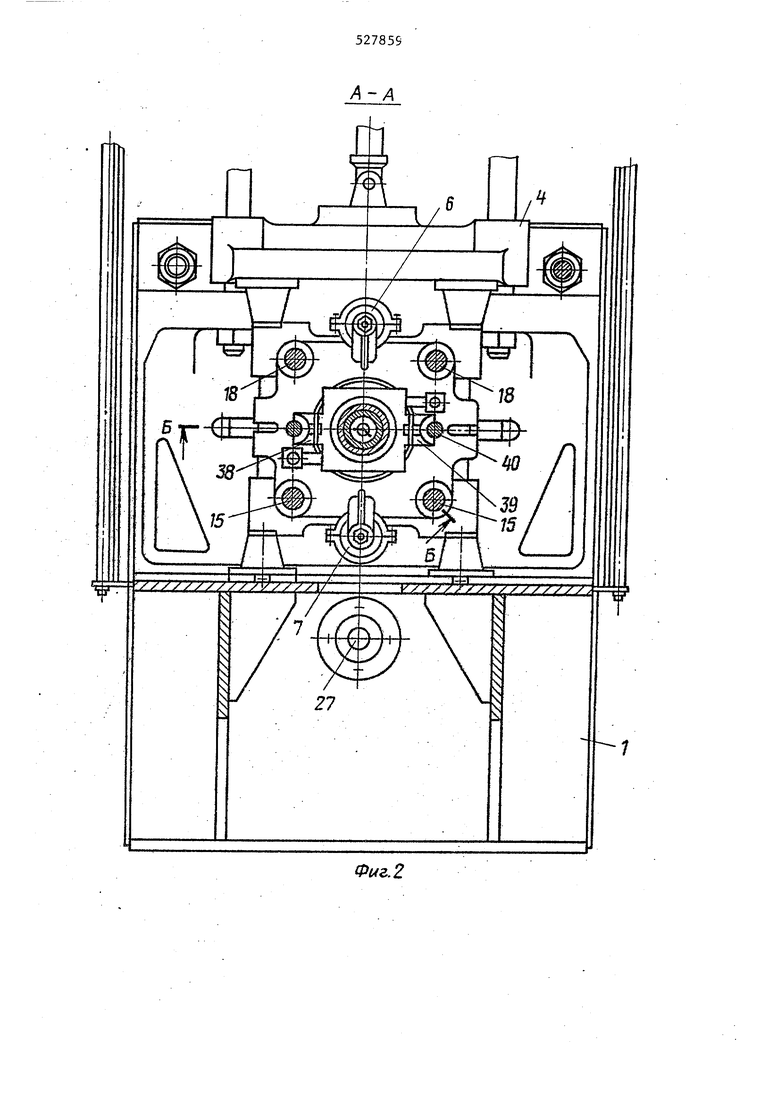
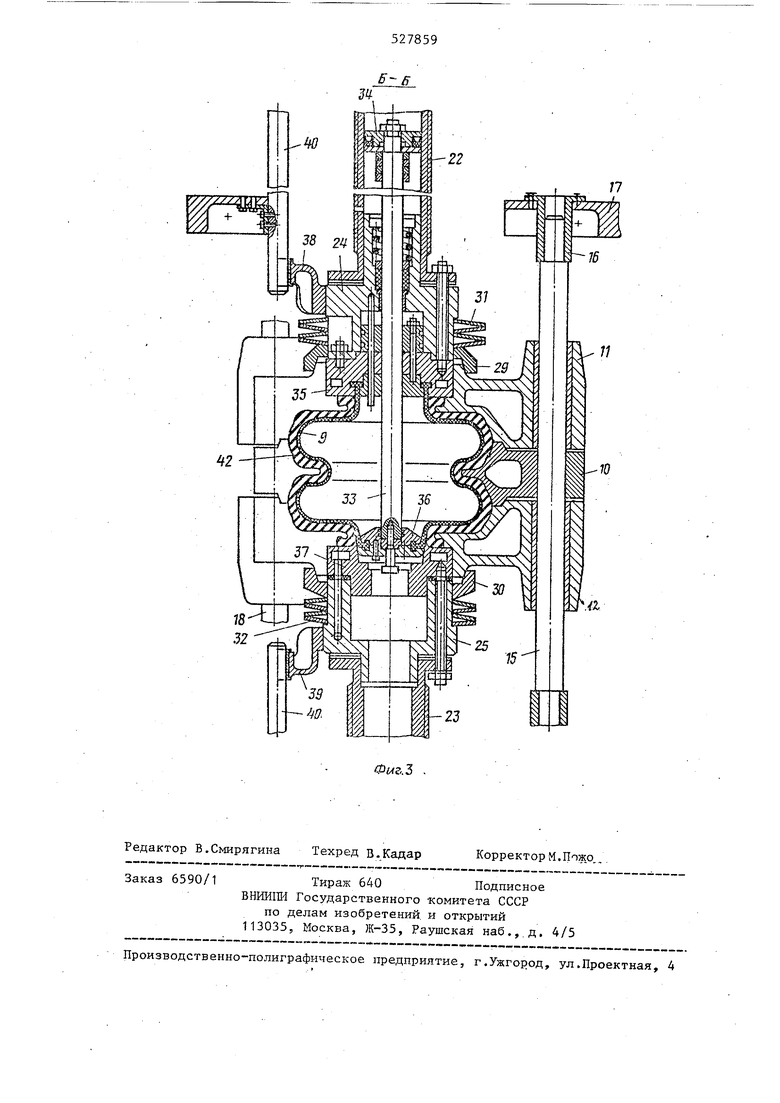
На фиг. 1 показан предлагаеглй |форматор-вулканизатор перед началом формования; на фиг. 2 - разрез А-А на фиг. 1 (форматор-вулканизатор в
раб.очем положении); на фиг. 3 - разрез на фиг. 2.
Форматор-вулканизатор содержит раму 1, пресс-форму 2, электромеханический привод 3, подвижную траверсу 4, цилиндр 5 для ее перемещения, цилиндры 6 и 7 противодавления, механизм 8 управления диафрагмой и эластичную диафрагму 9.
Пресс-форма 2 имеет среднюю секцию 10 (фиг. 3) и боковые секции 11 и 12 с горизонтальным разъемом, делящим их Нс1 верхнюю и нижнюю половины. Нижняя половина средней секции 10 закреплена на горизонтальном листе
рамы 1, а верхняя половина - на подвижной траверсе 4. Последняя перемещается вертикально по направляющим штангам 13 цилиндром 5, закрепленным на плите 14 рамы 1.
Нижние половины боковых секций 11 и 12 при помощи штанг 15, стаканов 16 и несущих 1фонштейнов 17 установлены на горизонтальном листе рамы 1. Верхние половины боковых секций 11 и 12
установлены на подвижной траверсе 4 посредством штанг 18 и стоек .19.
Боковые секии 11-и 12 могут перемещаться в горизонтальном направлении относительно средней секции 10. Их : перемещение осуществляется цилиндрами; 6 и 7, которые прикреплены неподвижноi к средней секции 10 хомутами (на чертежах не показаны), а их штоки 20 соединены при номопщ кронштейнов 21 с боковыми секциями 11 и 12. Смыкание боковых секций 11 и 12 со средней секцией 10 и запирание пресс-формы 2, осуществляется полыми ходовыми винтами 22 и 13, на концах которых закреплены торцовые крышки 24и 25.
Поступательное движение хадовых винтов 22 и 23 осуществляется с помощью электромеханического привода 3, который состоит из мотор-редуктора26, закрепленного на раме 1, вала 27,
зубчатых муфт и зубчатых передач, -передающих вращение гайкам 28, на раме 1 и взаимодействующих с ходовыми винтами 22 и 23. .
На торцовых крьшках 24 и 25 установлены конусообразные чаши 29 и 30, взаимодействующие с коническими выступами б оковьвс секций 11 и 12 и образующие замок для запирания прессформы 2 при вулканизации в радиальн направлении. Для исключения зазоров в местах разъема пресс-формы 2 осевое усилие от ходовых винтов 22 и 23 передается на конусообразные чаши 29 и 30 через пакеты тарельчатых пружин 31 и 32. Внутренняя полость ходового винта 22 служит гильзой цилиндра механизма . 8 управления диафрагмой, который состоит из штока 33,- поршня 34, зажимных фланцев 35-37. Диафрагма9 одним бортом крепится к торцовой крышке 24, зажимным фланцем 35, а- вторым бортом к штоку 33 зажимными фланцами 36 и 37. Для предотвращения поворота ходовых винтов 22 и 23 при их перемещени на торцовых крышках 24 и 25- смонтированы вилки 38 .и. 39, взаимодействую ш;ие с неподвижно закрепленными на раме 1 в плоскости разъема пресс-фор мы 2 направляющими штангами 40. Работает форматор-вулканизатор ,следующим образом. В исходном положении форматоравулканизатора подвижная траверса 4 поднята в крайнее верхнее положение, верхние и нижние половины секций 1012 пресс-формы 2 сомкнуты, торцовые крышки 24 и 25 отведены ходовыми вин тами 22 и 23 в крайнее положение, диафрагма 9 вытянута и внутренняя полость ее находится под вакуумом. Заготовка 41 пневмобаллона вручную закладывается на нижние половины секций 10-12 пресс-формы 2. После чего в полость цилиндра 5 подается давление. Подвижная траверса 4 с Bepx ними половинами секций 10-12 опускается и зажимает заготовку. Затем подается давление в цилиндрь.1 6 и 7. Боковые секции 11 и 12 раздвигаются и, упираясь в борта заготовки, цент-рируют ее. После этого включается мотор-редуктор 26, которьш через зубчатые муфты, вал 27, зубчатые передачи и гайки 28 приводит в движение ходовые винты 22 и 23. Торцовые крьш1ки 24 и 25, закрепленные на ходовых винтах, начинают перемещаться к пресс-форме. Диафрагма 9 вводится во внутреннюю полость заготовки. Торцовые крьшжи 24 и 25 упираются в торцовые поверхности боковых секций 11 и 12 пресс-формы 2 и, .преодолевая усилие цилиндров противодавления сжимают борта заготовки и начинают сдвигать боковые секции 11 и 12 к центру пресс-формы. В этот j oMeHT снимается вакуум из полости диафрагмы 9 и в нее подается формующий воздух. Осуществляется.процесс формования пневмобаллона. 11 и 12 смыкаются под действием усилия, передаваемого ходовыми винтами 22 и 23 через торцовые крьшгки 24 и 25, со средней секцией 10 прессформы. При этом конусообразные чаши 29 и 30 охватывают конические выступы боковых секций 11 и 12, а последние, в свою очередь, охватывают конические выступы средней секции 10. Вследствие этого при смыкании пресс-форма 2 оказывается запертой в радиальном направлении. Мотор-редуктор 26 отключается,, и ходовые винты 22 и 23 оста- навливают.ся, запирая пресс-форму в осевом направлении..После этого в полость диафрагмы подаются теплоносители, и начинается процесс вулканизации. После окончания процесса вулканизации полость диафрагмы 9 соединяется с вакуумом, и мотор редуктор 26 включается на отведение ходовых винтов в исходное положение. Одновременно подается давление в полость ходового винта 22, где с торцовыми крышками 24 и 25 поршень 34 перемещается и через шток 33 вытягивают диафрагму. Мотор-редуктор 26 отключается, и подается давление в цилиндр 5. Подвижная траверса 4 с верхнимиполовинами секций 10-12 пресс-формы 2 поднимается в крайнее верхнее положение. Свулканизированньй пневмобаллон 42 вручную снимается с нижних половин секций 10-12 пресс-формы 2, и цикл работы повторяется.
oj
Б-6
П
| название | год | авторы | номер документа |
|---|---|---|---|
| ВУЛКАНИЗАТОР-ФОРМАТОР | 1968 |
|
SU208256A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2039651C1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1035906A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1243280A1 |
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
| Автоматическая линия для формирования и вулканизации покрышек | 1973 |
|
SU524347A2 |
| МЕХАНИЗМ УПРАВЛЕНИЯ ДИАФРАГМОЙ ФОРМАТОРА- ВУЛКАНИЗАТОРА | 1970 |
|
SU262378A1 |
| ФОРМАТОР-ВУЛКАНИЗАТОР ДЛЯ АВТОПОКРЫШЕК | 1971 |
|
SU292825A1 |

1. ФОРМАТОР-ВУЛКАНИЗАТОР ДЛЯ ПНЕВМОБАЛЛОНОВ, содержащий пресс- форму, состоящую из средней и боковых секций с горизонтальным разъемом и торцовых крьшек, механизм радиального смыкания, приводы перемещения торцовых крышек, отличающийся^ тем, что, с целью снижения стоимости изготовления пневмобаллонов и повышения надежности в работе,' он снабжен установленной соосно с пресс-формой эластичной диафрагмой с механизмом ее управления и замками для запиранияп|>&ёсс-формы в'радиальном направлении, выполненными в виде установленных по торцам пресс-формы конусообразных ,чаш, взаимодействующих с боковыми частями пресс-формы и связанных через упругие элементы с приводом перемещения торцовых крышек.2.Форматор-вулканизатор по п,1, отличающийся тем, что привод перемещения торцовых крышек выполнен в увкде синхронно перемещаемых полых ходовых винтов, в полости одного из которых размещен механизм управления диафрагмой.3.Форматор-вулканизатор по пп, 1 ^ и2, отличающийся тем, что, J3 с целью предотвращения поворота ходовых винтов при их перемещении, он снабжен неподвижными направд^яющими штангами, установленными в плоскости разъема пресс-формы, и смонтирован- 2 ными на торцовых крышках вилками, ifrt взаимодействующими с зтими направляю- J*^ щими*" штангами.'^00 от^ел