Изобретение относится к области изготовления нневматических шин, и предназначено для изготовления ездовых камер.
Известен способ изготовления ездовых камер пневматических ШИН, включающий ширицевание трубчатой заготовки, резку ее на мерные цилиндрические отрезки, образование торовой оболочки стыковкой концов последних, формирование ее подачей сжатого воздуха и вулканизацию в пресс-форме 1. Изготовленная по известному способу ездовая камера имеет стык по беговой и боковой части, что снижает ее ходимость.
Известен другой способ изготовления ездовых камер, включающий щприцевание трубчатой заготовки, резку ее на мерные цилиндрические браслеты, образование сведением торцевых кромок браслета к его центру торовой оболочки, имеющей стык на бандажной части, формование ее подачей сжатого воздуха и вулканизацию в пресс-форме 2. Однако, данный способ имеет низкую производительность, так как сначала из цилиндрического браслета на жестком дорне образуют горовую оболочку со стыком по наружному диаметру, затем выворачивают торовую оболочку стыком вовнутрь, формуют ее и затем вулканизуют.
С целью повышения производительности предлагают способ, отличающийся от известного тем, что сначала цилиндрический браслет
располагают концентр::-1но полуформам прессформы к фиксируют его торцовые кромки относительно последних, а затем образуют торовую оболочку при сближении полуформ и одновременном формовании подачей сжатого воздуха на внутреннюю цилиндрическую поверхность браслета.
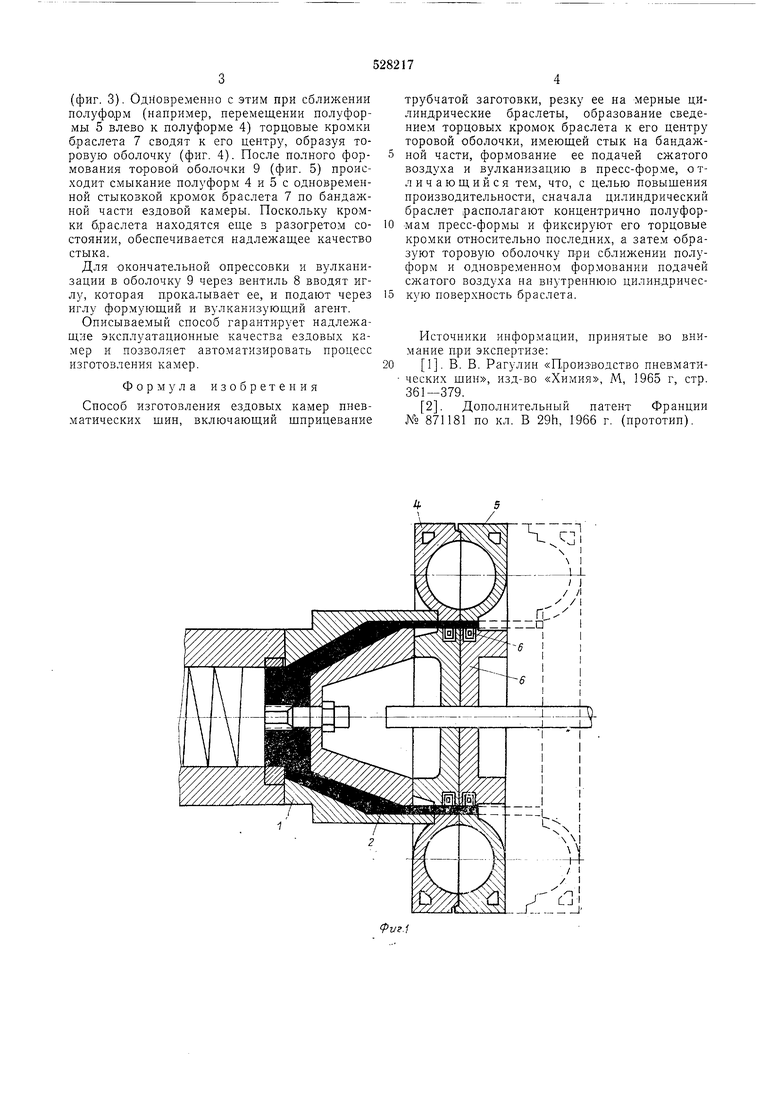
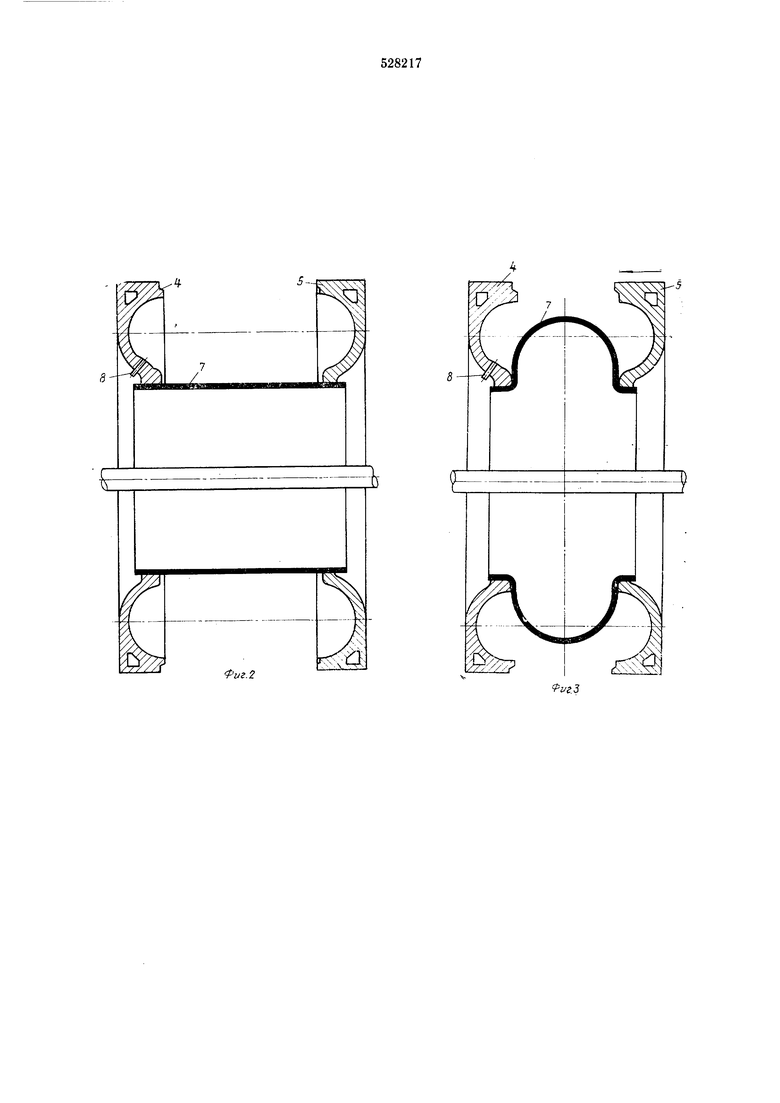
На фиг. 1 показано экструдировапге трубчатой заготовки; ;ia фнг. 2 - установка браслета относительно полуформ пресс-формы; на фиг. 3 - начало формования; на фиг. 4 - образование торовой o60vT04KH и формование; на фиг. 5 - вулканизация.
Описываемый способ может быть осуществлен следующим образом.
На червячном прессе 1 шприцуют резиновую трубчатую заготовку 2 с диаметром, равным 0,8-0,85 внутреннего диаметра готовой ездовой камеры, располагают ее свободным концом на направляющем корпусе 3, установленном концентрично полуформам 4 н 5 прессформы, и с помощью прижимной камеры 6 фиксируют торец трубчатой заготовки относительно полуформы 5. Затем последнюю вместе с заготовкой 2 перемещают влево на расстояние требуемой мерной длины цилиндрического браслета 7 (фиг. 2) и отрезают последний. В гнездо полуформы 4 вставляют вентиль 8. Затем на внутреннюю цилиндрическую поверхность браслета 7 подают сжатый воздух, осуществляя формование браслета
(фиг. 3). Одновременно с этим при сближении полуфо.рм (например, перемещении полуформы 5 влево к полуформе 4) торцовые кромки браслета 7 сводят к его центру, образуя торовую оболочку (фиг. 4). После полного формования тОровой оболочки 9 (фиг. 5) происходит смыкание полуформ 4 и 5 с одновременной стыковкой кромок браслета 7 по бандажной части ездовой камеры. Поскольку кромки браслета находятся еще в разогретом состоянии, обеспечивается надлежащее качество стыка.
Для окончательной опрессовки и вулканизации в оболочку 9 через вентиль 8 вводят иглу, которая прокалывает ее, и подают через иглу формующий и вулканизующий агент.
Описываемый способ гарантирует надлежащие эксплуатационные качества ездовых камер и позволяет автоматизировать процесс изготовления камер.
Формула изобретения
Способ изготовления ездовых камер пневматических щин, включающий щприцевание
трубчатой заготовки, резку ее на мерные цилиндрические браслеты, образование сведением торцовых кромок браслета к его центру торовой оболочки, имеющей стык на бандажной части, формование ее подачей сжатого воздуха и вулканизацию в пресс-форме, отличающийся тем, что, с целью повыщения производительности, сначала цилиндрический браслет располагают концентрично полуформам пресс-формы и фиксируют его торцовые кромки относительно последних, а затем образуют торовую оболочку при сближении полуформ и одновременном формовании подачей сжатого воздуха на внутреннюю цилиндрическую поверхность браслета.
Псточники информации, принятые во внимание при экспертизе:
1. В. В. Рагулин «Производство пневматических щин, изд-во «Химия, М, 1965 г, стр. 361-379.
2. Дополнительный патент Франции Л 871181 по кл. В 29h, 1966 г. (прототип).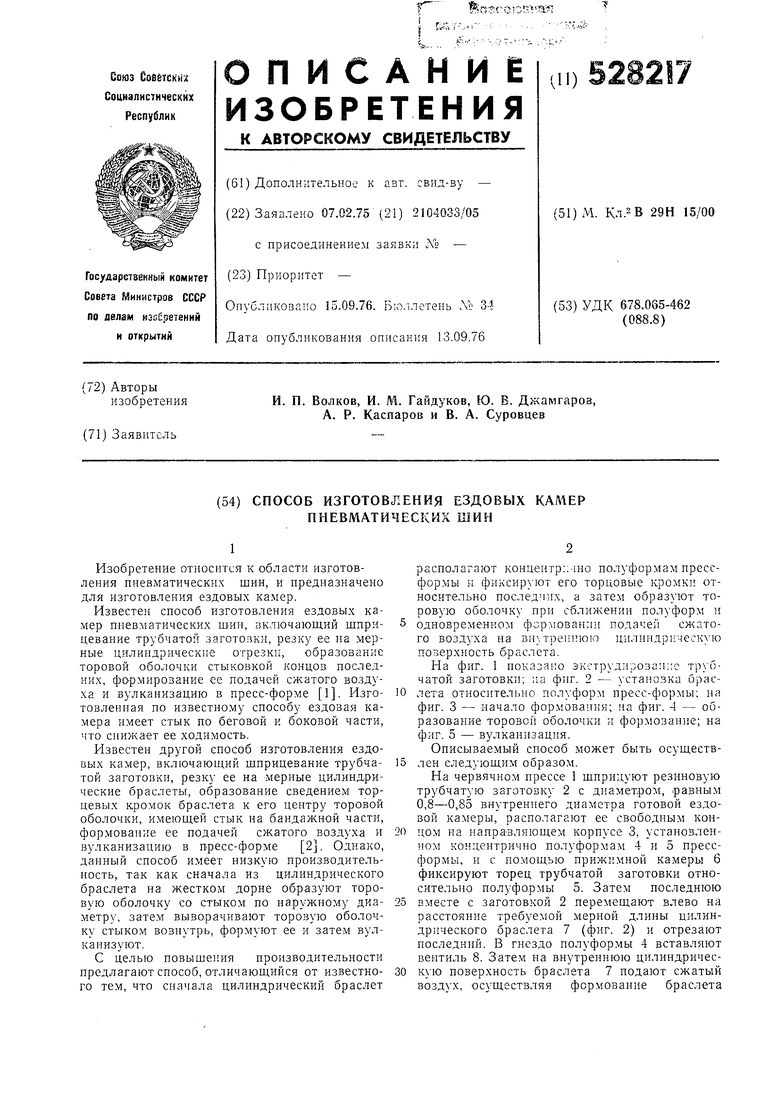
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ездовых камер пневматических шин | 1976 |
|
SU685511A1 |
| Способ изготовления варочной камеры | 1978 |
|
SU870178A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1972 |
|
SU435133A1 |
| Способ изготовления покрышек пневматических шин | 1990 |
|
SU1750954A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2004 |
|
RU2269419C2 |
| Устройство для сборки и формования покрышек пневматических шин | 1977 |
|
SU765008A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1985 |
|
SU1265058A1 |
| Устройство для изготовления брекерно-протекторных браслетов для покрышек пневматических шин | 1980 |
|
SU1011040A3 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU710162A1 |
чэ
/
йШ
Фиг.2
