1
Изобретение относится к изготовлению пневматических шин я (предназначено для изготовления лакрышек.
Известен :снособ -изготовления локрышек пневматических шин лутем размещения слоев каркаса на жестком сердечнике, установки последнего и .бортовых жолец ъ пресс-форму и последующего образования 1бок01вин « .протектора литьем под давлением в ту же лреос-фо.рму эластичной смеси.
По известному способу слои -накладывают непосредственно на сердечник перед устаноакой последиего ,в лресс-форму, что приводит к образованию складок и смещению слоев относительно .друг .друга, а бортовые кольца остаются не связанными со слоями. Все это обуславливает низкое качество покрышек, -изготовленных данным способом.
Цель изобретения - повышение качества гохрышек.
Это достигается тем, что .перед размещением слоев каркаса на сердечнике осуществляют об.разоаание из них цилиндрического брасл&та с (последующим формованием его до тороидальной формы с торцовыми цилиндрически iи ;горло1зинами, а при литье подачу эластичной смеси осуществляют от центра лресс-формы К перифери1и с за1йоротом горловин браслета на бортовые-кольца.
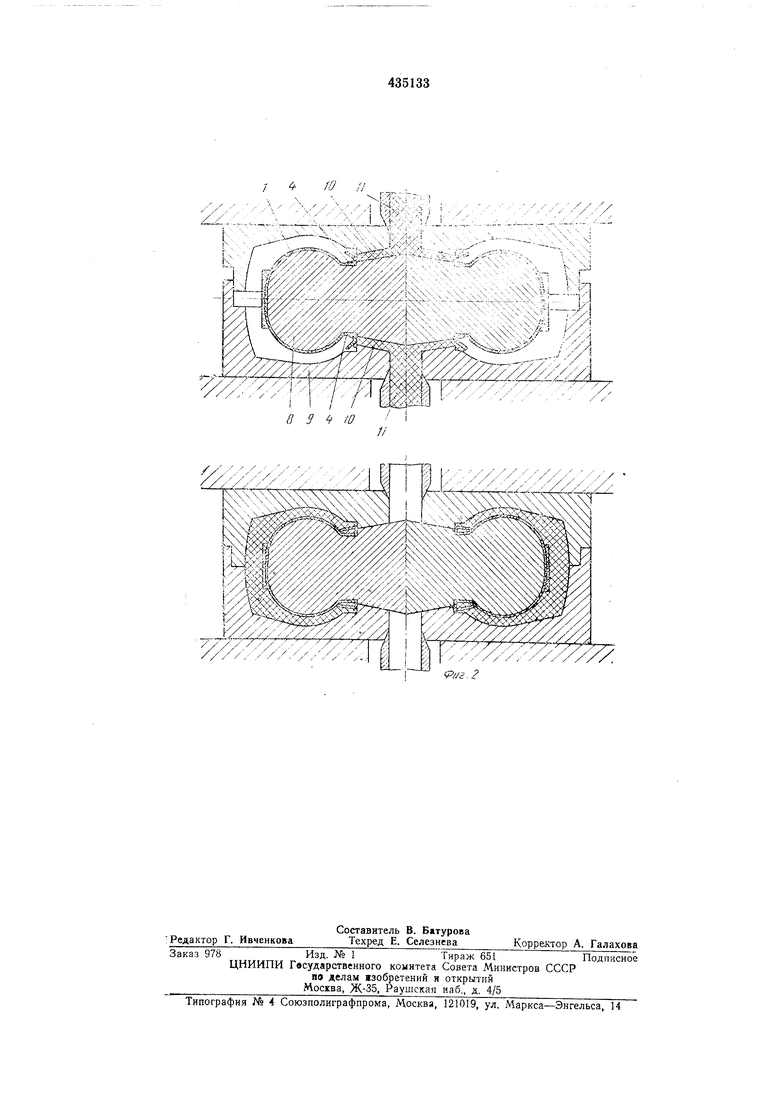
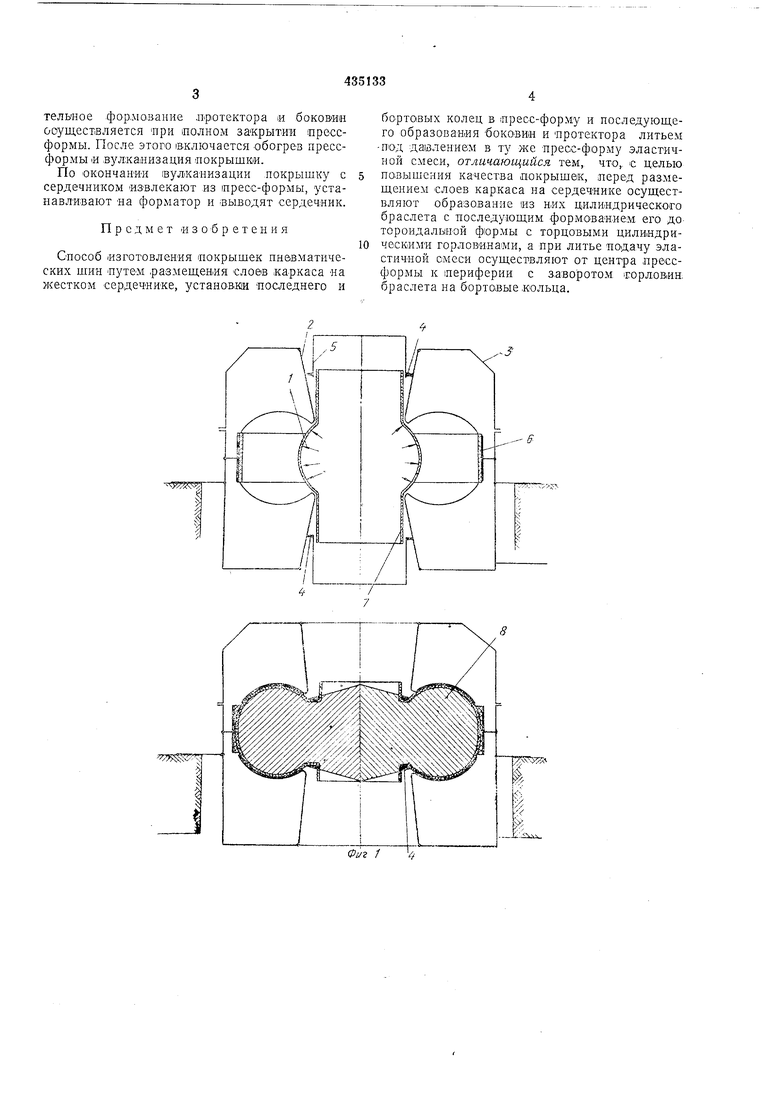
На фиг. 1 и 2 показаны последовательные стадии осуществления предлагаемого способа.
Из слоев каркаса образуют цилиндрический браслет /, который затем устанавливают .в (ВОронку 2 фор.матора 3. Бортовые кольца 4 располагают «а шаблонах 5, установленных в воронках форматора. В случае необходимости 3 форматор устанавливают брекер 6. Затем полость форматора подсоединяют к вакуумной линии и iHp-0исходит -формование браслета до тороидальной формы лод действием атмосферного давления. При этом на торцах браслета образуют ашлиндрические торл-озины 7. При достижении заданной формы -браслет соединяют своей центральной частью с брекером 6. Вакуум сЕимаетея. После этого ,в полость браслета вводят жесткий сердечник 8 и на леремычки .между торцом и торловинами осуществляют Посадку бортовых колец 4. Затем сердечник 8 со слоями каркаса и бортовыми кольцамн устанавливают в .пресс-форму 9, ее полуформы снимают до образования кольцевых щелей 10 между ними -и сердечником S у верхнего JJ нижнего бортовых колец. Далее в пресс-форму подают лод давлением эластичную смесь 11, лодачу .которой осущеспвляют от центра гресс-формы к перИферии.
При течении смеси от центра к периферии через кольцевые щели .происходит заворот горловин браслета на бортовые «ольца. Окончательное фор,.мо.ваиие лрютектора и боковин осуществляется при полном закрытии прессформы. После этого включается обогрев прессформы и вулканизация локрышюи.
По окончапИИ вулканизации покрышку с сердечником извлекают из пресс-формы, устанавливают на форматор и выводят сердечник.
Предмет изобретения
Способ изготовления покрышек пневматических шин путе-м .размещения слоев каркаса на жестком сердечНИКе, установки последнего и
J
бортовых колец в пресс-форму и последующего образования боко:ВИ1Н и протектора литьем под давлением в ту же пресс-форму эластичной смеси, отличающийся тем, что,, с целью повышения качества покрышек, перед размещением слоев каркаса на сердечнике осуществляют образование из них цилиндрического браслета с последующим формованием его до тороидальной формы с торцовыми цилиндрическими горловинами, а при литье подачу эластичной смеси осуществляют от центра прессформы к периферии с заворотом торловпн. браслета на бортовые кольца.
J fO
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления покрышек пневматических шин | 1982 |
|
SU1009800A1 |
| СПОСОБ СБОРКИ РАДИАЛЬНЫХ ПОКРЫШЕК | 1997 |
|
RU2114002C1 |
| Устройство для сборки покрышек пневматических шин | 1976 |
|
SU738899A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШКИ ПНЕВМАТИЧЕСКОЙ ОДНОСЛОЙНОЙ ШИНЫ | 2010 |
|
RU2436675C1 |
| Способ сборки покрышек пневматических шин | 1977 |
|
SU735433A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН (ВАРИАНТЫ) | 1998 |
|
RU2134199C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1991 |
|
RU2014235C1 |
| Способ сборки покрышек пневматических шин | 1978 |
|
SU710162A1 |
| Способ сборки велопокрышек | 1977 |
|
SU716860A1 |
| Устройство для сборки и формования покрышек пневматических шин | 1978 |
|
SU701026A1 |