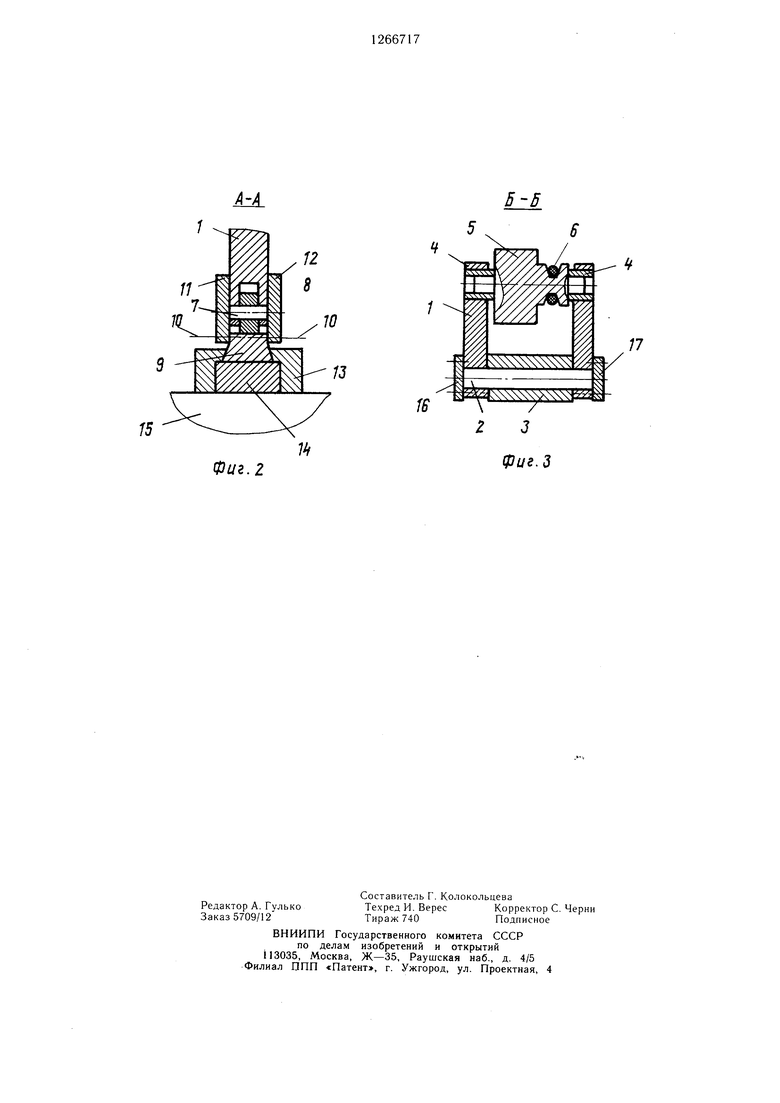
Изобретение относится к станкостроению, а именно к обработке деталей абразивным инструментом, и может быть использовано для непрерывной правки кругов на шлифовальных станках. Целью изобретения является сокраш,ение времени на переналадку при шлифовании в один размер партии заготовок путем сохранения неизменного положения ролика относительно клина, а также рычага относительно оси, на которой он установлен в конце предыдущего и начале последующего цикла шлифования. На фиг. 1 изображено устройство, обН1,ий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Устройство содержит рычаг 1, установленный на оси 2, зафиксированной в отверстии щлифовальной бабки 3. В опорах 4 рычага 1 установлен правящий ролик 5, привод.имый во вращение через клиноременную передачу 6 от электродвигателя (не показан). На оси 7, базирующейся в отверстии рычага 1, установлен ролик 8, предназначенный для контакта с клином 9, к которому винтами 10 крепятся две магнитные плиты 11 и 12, охватывающие рычаг 1. Клин 9 установлен в направляющих 13 и контактирует с магнитной плитой 14. Плита 14 и направляющие 13 жестко соединены между собой и с салазками 15 станка. Кроме того, к рычагу 1 винтами крепятся две ма1нитные плиты 16 и 17, охватывающие ось 2 по ее торцам. Устройство работает следующим образом. От электродвигателя через клиноременную передачу 6 вращение передается на правящий ролик 5, который осуществляет правку шлифовального круга 18. В начале цикла щлифования первой заготовки включается магнитная плита 14, благодаря чему клин 9 занимает строго фиксированное положение относительно этой плиты, а следовательно, и салазок 15, В период шлифования салазки 15 с клином 9 перемещаются вправо (фиг. 1), клин воздействует на ролик 8, а рычаг 1 поворачивается относительно оси 2 против часовой стрелки. Таким образом, осуществляется подача правящего ролика 5 на врезание и происходит непрерывная правка шлифовального круга в период всего цикла шлифования первой заготовки. В конце цикла шлифования отключается магнитная плита 14 и включаются плиты 11 и 12, а также 16 и 17. Магнитные плиты 16 и 17 фиксируют рычаг 1 относительно оси 2 в неизменном угловом положении, поэтому ось правящего ролика 5 фиксируется включенными плитами 16 и 17 относительно оси шлифовального круга 18. Включенные магнитные плиты 11 и 12 способствуют сохранению неизменною положения ролика 8 относительно клина 9. Затем салазки 15 перемеш,аются в исходное положение, а отключенная плита 14 позволяет им перемещаться относительно фиксированного клина 9. Таким образом, правящий ролик занимает неизменное положение относительно оси шлифовального круга, а клин - неизменное положение относительно рычага с закрепленным на нем роликом как в конце предыдущего, так и в начале последующего цикла шлифования. После перемещения салазок 15 в исходное положение включается магнитная плита 14, а плита 11, 12, 16 и 17 отключаются. начинается цикл шлифованияследующей заготовки. Устройство позволяет повысить производительность труда на 20-30% за счет сокращения времени на переналадку. Формула изобретения Устройство для непрерывной правки шлифовального круга, содержащее рычаг с неравными плечами, установленный на оси, закрепленной неподвижно относительно оси щлифовального круга, на меньщем плече которого установлен правящий ролик, а на большем - ролик, предназначенный для контакта с клином, закрепленным на салазках станка, отличающееся тем, что, с целью сокращения времени на переналадку, устройство снабжено магнитной плитой, предназначенной для контакта с клином и двумя парами магнитных плит, одна из которых предназначена для фиксации положения рычага относительно неподвижной оси, а другая - для фиксации положения ролика, предназначенного для контакта с клином относительно клина.
ы
5-В
/2
Фиг. 2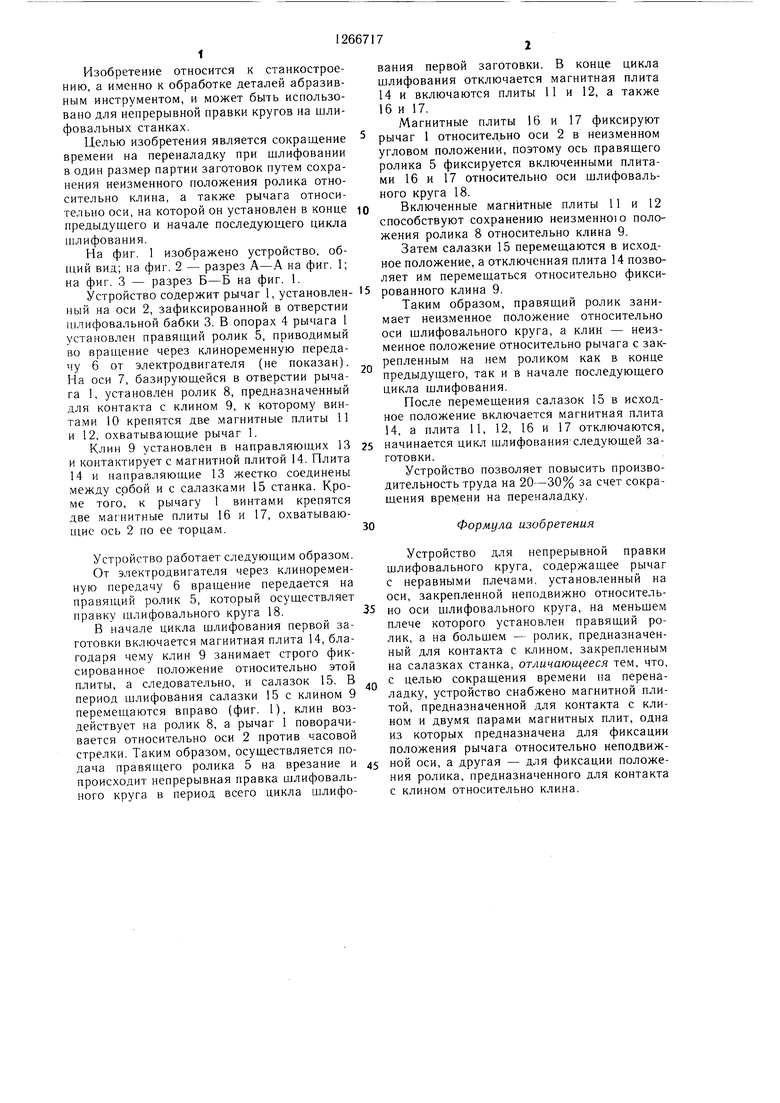
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| Станок для заточки плоских протяжек | 1985 |
|
SU1329950A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 1991 |
|
RU2008180C1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Способ шлифования зубчатых колес и станок для его осуществления | 1978 |
|
SU880244A3 |
| УСТРОЙСТВО ДЛЯ ПРОФИЛЬНОЙ ПРАВКИ ПЕРИФЕРИИ ШЛИФОВАЛЬНОГО КРУГА | 2005 |
|
RU2319599C2 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Устройство для правки шлифовального круга | 1989 |
|
SU1701499A1 |
| Устройство для правки фасонных шлифовальных кругов по копиру | 1982 |
|
SU1007948A1 |
Изобретение позволяет сократить время на переналадку устройства и может быть использовано для непрерывной правки кругов на операциях абразивной обработки. Непрерывная правка шлифовального круга 18 осуществляется правящим роликом 5. Г1одача правящего ролика 5 на врезание происходит за счет перемещения салазок 15 с клином 9, воздействующим на ролик 8, связанный с рычагом 1, установленным на оси 2. Для фиксации рычага 1 относительно оси 2 в неизменном угловом положении служат магнитные плиты 16 и 17. Магнитные плиты 11 и 12 позволяют сохранить неизменное положение ролика 8 относительно клина 9. Таким образом, правящий ролик 5 занимает неизменное положение относительно оси шлифовального круга 18. 3 ил. Фиг.1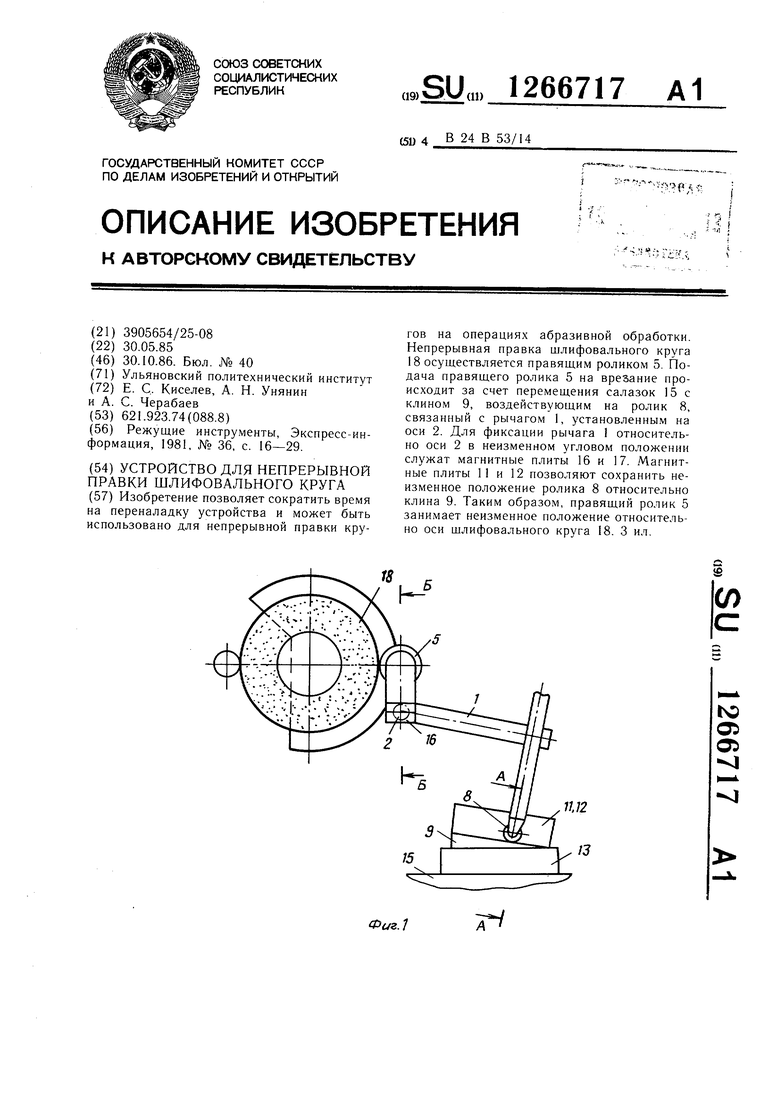
| Режущие инструменты, Экспресс-информация, 1981, № 36, с | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
