1
Изобретение относится к обработке металлов давлением.
Наиболее близким к описываемому устройству по технической сущности и достигаемому результату является устройство для управления механизмом сброса прутков на холодильник сортового стана, содержащее управляющий блок, с входами которого соединены датиши наличия прутков на линии транспортиоовки прутков к холодильнику, а выход подключен к накопительному блоку, соединенному через блок сравнения с задатчиком момента сброса, блок привода механизма сброса прутков 1.
Однако при управлении механизмом сброса не учитывается, что время разгона, а значит и время транспортировки по рольгангу от последней клети стапа к холодильнику, для разных прутков различно.
При транспортировке от последней клети стана к холодильнику прутки разгоняются до скорости, на 5-10% выще скорости прокатки. Пруток, отрезанный на летучих ножницах от раската, движется некоторое время с ускорением, а затем с установивщейся скоростью до начала торможения на механизме сброса прутков на холодильник. Так как ускорение прутка на рольганге зависит от многих случайных факторов, то один пруток разгоняется быстрее, другой медленнее. Поэтому время транспортировки прутка от последней клети к холодильнику нестабильно даже для прутков одинаковой длины. Управление механизмом сброса прутков ведется без учета
этого фактора, поэтому положение концов прутков на холодильнике после их торможения различно. Разброс положений передних концов на холодильнике приводит к тому, что собранные в пакеты прутки невозмол но разрезать на длины, определенные заказом. Часть годного проката идет в обрезь, а часть разрезается на длины, не оговоренные заказом. Целью изобретения является увеличение
точности остановки прутков одинаковой длины на холодильнике.
Это достигается тем, что в устройство дополнительно введены генератор импульсов времени, ключи, два счетчика и второй блок сравнения, причем выходы счетчиков соединены со входами второго блока сравнеиня, выход которого соединен с блоком привода механизма сброса прутков, выход генератора
импульсов времени через ключи подключен на входы счетчиков, управляющий вход одного ключа присоединен через управляющий блок к датчикам наличия прзтков, а управляющий вход другого ключа соединен с выходом первого блока сравнения.
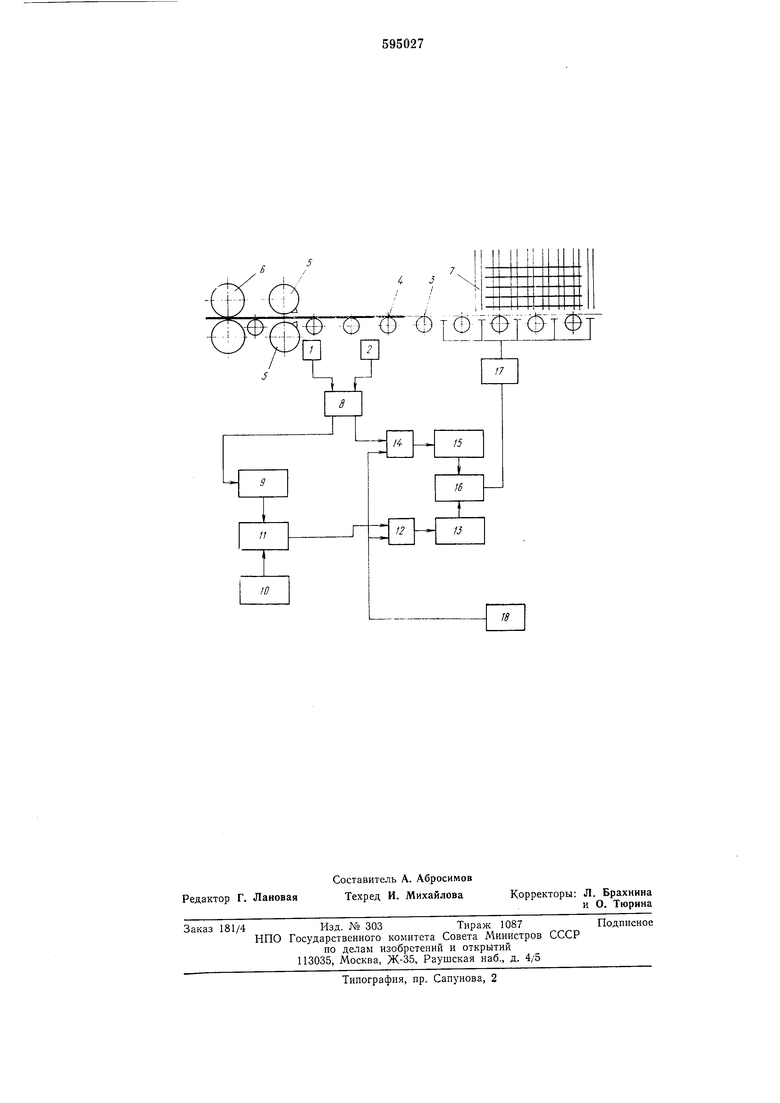
На чертеже показана блок-схема устройства для управления механизмом сброса прутков на холодильник сортового стана.
Устройство содержит датчики 1 и 2 наличия прутков на линии 3 транспортирования прутков 4 от летучих ножниц 5, расположенных за последней клетью 6 стана, к холодильнику 7. Выходы датчиков 1 и 2 включены на вход управляющего блока 8, выполняющего логическую операцию выделения концов прутков в сечениях, контролируемых датчиками 1 и 2. Накопительный блок 9 и задатчик 10 момента сброса включены через первый блок И сравнения на унравляющий вход ключа 12. Выход ключа 12 подключен на вход первого счетчнка 13. Датчики 1 и 2 наличия прутков через управляющий блок 8 подключены на вход ключа 14. Выход ключа 14 подключен на вход второго счетчика 15. Выходы счетчиков 13 и 15 подключены на вход второго блока 16 сравпеиия, выход которого подключен на вход блока 17 привода механизма сброса прутков. Генератор 18 импульсов времени подключен на входы ключей 12 и 14.
Устройство работает следующим образом.
Перед началом работы стана в задатчик 10 момента сброса прутков задается уставка времени на сброс прутков. При прохождении концов прутка через контролируемое датчиком 1 сечение на выходе управляющего блока 8 формируется сигнал, который запускает накопительный блок 9. По мере продвижения прутка к холодильнику величииа сигнала на выходе накопительного блока 9 растет. Одновременно с прохождением задним концом прутка расстояния между датчиками 1 и 2 управляющий блок 8 формирует сигиал, который открывает ключ 14, и импульсы геиератора 18 времени заполняют счетчик 15. Датчики 1 и 2 контролируют начало линии траиспортировкн до холодильника, т. е. зону разгоиа. Количество импульсов, записанное в счетчике 15, обратно пропорционально времени разгоиа ирутка до скорости транспортирования. Чем быстрее разгоняется пруток, тем быстрее ои пройдет расстояние, контролируемое датчиками 1 и 2, и тем меньше число импульсов занищется в счетчик 15. При равенстве сигнала на выходе задатчика 10 момента сброса прутка и сигнала на выходе иаконительного блока 9 нервый блок 11 сравнения выдает импульс, который поступает на вход ключа 12, и разрещает прохождение илтпульсов генератора 18 на вход первого
счетчика 13. При достижении равенства кодов чисел, записанных в счетчиках 13 и 15, второй блок 16 сравнения выдает сигнал на вход блока 17 привода механизма сброса прутков. Сброс накопительного блока 9 в исходное положение производится выходным сигналом первого блока И сравнения, а сброс первого 13 и второго 15 счетчиков в исходное положение производится выходным сигналом
второго блока 16 сравнения (команда на сброс прутков). При сбросе следующего прутка работа устройства аналогична.
В том случае, если время разгона сбрасываемого прутка отличается от времени разгона предыдущего, в счетчик 15 записывается другое число и момепт сброса прутка опрелТеляется суммой импульсов генератора 18 времени, набираемых в иаконителе 9 и счетчике 15. Таким образом команда на сброс
каждого нрутка подается по истечении времени, заданного задатчиком 10 момента сброса и после отсчета времени разгона прутка, определяемого счетчиком 13.
Формула изобретения
Устройство для уиравления механизмом сброса прутков на холодильник сортового стана, содержащее управляющий блок, с входами которого соедииеиы датчики наличия прутков на линии транспортировки прутков к холодильнику, а выход соединен с накопительным блоком, соединенным через блок сравнения с задатчиком момента сброса,
блок привода механизма сброса прутков, отличающееся тем, что, с целью увеличения точности остановки прутков одинаковой длины на холодильиике, в него донолнительно введены генератор импульсов времени, ключи, два счетчика и второй блок сравнения, причем выходы счетчиков соединены со входами второго блока сравнения, выход которого соединен с блоком привода механизма сброса прутков, выход генератора импульсов времени через ключи подключен на входы счетчиков, управляющий вход одиого ключа присоединен через управляющий блок к датчикам наличия прутков, а управляющий вход другого ключа соединен с выходом первого блока сравнения.
Источники информации, принятые во внимание при экспертизе Г. Авторское свидетельство СССР №395139, кл. В 21В 37/00, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления механизмом сброса прутков на холодильник сортового стана | 1976 |
|
SU655449A1 |
| Устройство для управления сбросом прутков на холодильник сортового стана | 1986 |
|
SU1400686A2 |
| Устройство для автоматического управления механизмами сброса прутков на холодильник мелкосортного стана | 1978 |
|
SU774644A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство для автоматического управления прокаткой труб с утоненными концами | 1976 |
|
SU599870A1 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| Устройство для программного управления укладчиком сортовой моталки | 1972 |
|
SU439328A1 |
| Устройство управления загрузкой заготовок в многониточный сортовой стан | 1982 |
|
SU1041185A1 |
| Устройство автоматического управления скоростью транспортировки проката | 1973 |
|
SU498053A1 |
| Устройство автоматического управления стана с порезкой проката на ходу | 1973 |
|
SU617188A1 |