1
Изобретение относится к оборудованию для получения соединений сваркой и пайкой и может быть использовано в приборостроении и электронной технике.
Известно устройство для сдавливания
деталей за счет различного термического расширения его элементов, состоящая из двух плит, связывающих их колонн и штоков, между которыми помещают сдавливаемые детали i. Известное устройство дл достижения усилия сжатия требует раздельного нагрева йолонн и штоков.
Наиболее близкой к предлагаемому изобретению по технической сущности и достигаемому результату является оправка для сдавливания деталей, преимущественно при диффузионной сварке, за счет различного термического расширения материалов оправки и свариваемых деталей, содержащая цве плиты, соединенные стяжками, коэффи- пиент термического расширения которых меньше, чем у плит 2. Известная оправка не позволяет получать достаточные усилия сжатия на стадии охлаждения деталей.
Цель изобретения - увеличение усилия сдавливания на стадии охлаждения для повышения качества сварки.
Для этого оправка снабжена дополнительной третьей плитой, соединенной с первой из двух основных плит дополнительными стяжками КЗ материала с большим козф- фипиентом термического расширения, чем у основных стяжек, а в зазоре между дополнительной и второй плитами установлена клиновая распорка из материала с коэффипиентом термического расширения не больше, чем у материала дополнительных стяжек.
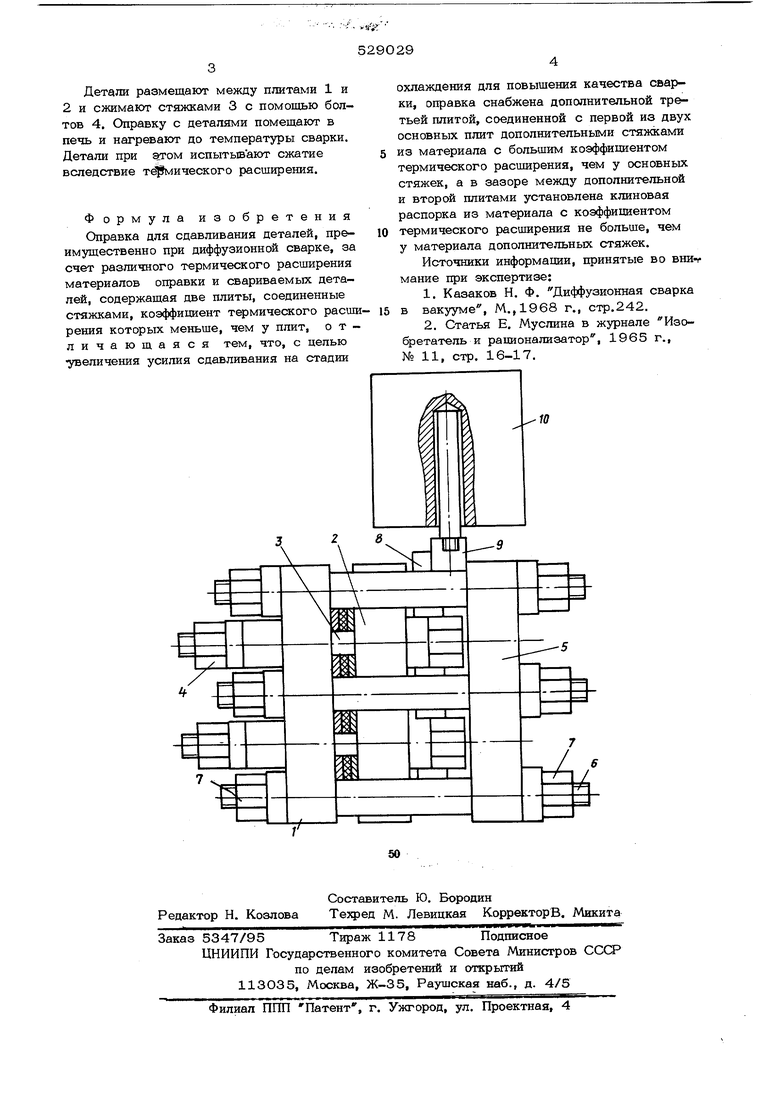
На чертеже изображена оправка, общий вид.
Плита 1 оправж соединена с плитой 2 стяжками 3 с болтами 4, ас дополнительной плитой 5 - стяхжами 6 с болтами 7. Между дополнительной плитой 5 и плитой 2 введена клиноБак распорка 8, подвижная половина 9 которой снабжена грузом 10.
Сварку в оправке проводят сгедующим образом. Детали размещают между плитами 1 и 2 и сжимают стяжками 3 с помощью болтов 4. Оправку с деталями помещают в печь и нагревают до температуры сварки. Детали при этом испытьшают сжатие вследствие термического расширения. Формула изобретения Оправка для сдавливания деталей, преимущественно при диффузионной сварке, за счет различного термического расширения материалов оправки и свариваемых деталей, содержащая две плиты, соединенные стяжками, коэффициент термического расиш рения которых меньше, чем у плит, отличающаяся тем, что, с целью -увеличения усилия сдавливания на стадии охлаждения для повышения качества сварки, оправка снабжена дополнительной тр&тьей плитой, соединенной с первой из двух основных плит дополнительными стяжками из материала с большим коэффициентом термического расширения, чем у основных стяжек, а в зазоре между дополнительной и второй плитами установлена клиновая распорка из материала с коэффициентом термического расширения не больше, чем у материала дополнительных стяжек. Источники информации, принятые во вни-г мание при экспертизе: 1.Казаков Н. Ф. Диффузионная сварка в вакууме, М.,1968 г., стр.242. 2.Статья Е. Муслина в журнале Изобретатель и рационализатор, 1965 г., № 11, стр. 16-17.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сжатия деталей при диффузионной сварке | 1987 |
|
SU1447616A1 |
| Устройство для диффузионной сварки | 1990 |
|
SU1704989A1 |
| Устройство для сдавливания деталей при диффузионной сварке | 1990 |
|
SU1738556A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1988 |
|
SU1606288A1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ДЕТАЛЕЙ ПРИ ДИФФУЗИОННОЙ СВАРКЕ | 1990 |
|
SU1743081A1 |
| Устройство для сдавливания деталейпРи диффузиОННОй CBAPKE | 1979 |
|
SU814622A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1983 |
|
SU1183333A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1988 |
|
SU1586881A1 |
| Устройство для сдавливания деталей при диффузионной сварке (его варианты) | 1983 |
|
SU1174216A1 |
| Оправка для сдавливания деталей | 1976 |
|
SU662300A1 |
