(54) ОПРАВКА ДЛЯ СДАВЛИВАНИЯ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для сдавливания деталей при дуффузионной сварке | 1977 |
|
SU640827A1 |
| Оправка для сдавливания деталей при диффузионной сварке | 1986 |
|
SU1359088A1 |
| УСТРОЙСТВО ДЛЯ СЖАТИЯ ДЕТАЛЕЙ ПРИ ДИФФУЗИОННОЙ СВАРКЕ | 1990 |
|
SU1727296A1 |
| Устройство для сдавливания деталей при диффузионной сварке | 1990 |
|
SU1738556A1 |
| Устройство для диффузионной сварки | 1990 |
|
SU1704989A1 |
| Устройство для сдавливания деталей при диффузионной сварке (его варианты) | 1983 |
|
SU1174216A1 |
| Оправка для сдавливания деталей | 1975 |
|
SU529029A1 |
| Устройство для сдавливания деталей при диффузионной сварке | 1986 |
|
SU1315200A1 |
| Способ диффузионной сварки деталей замедляющих систем | 1987 |
|
SU1500451A1 |
| Устройство для сжатия деталей при диффузионной сварке | 1987 |
|
SU1440649A1 |
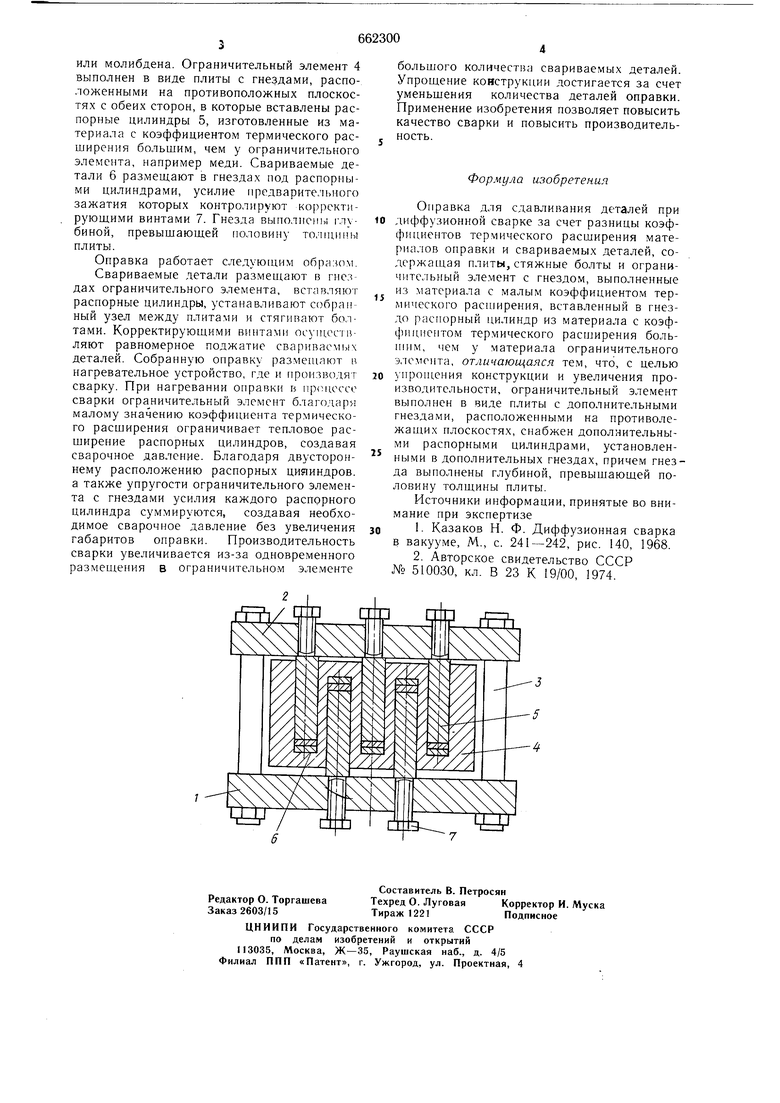
Изобретение относится к области сварки давлением с подогревом и может быть использовано в приборостроении, машиностроении и других отраслях промышленности. Известна оправка сдавливания деталей при диффузионной сварке за счет разницы коэффициентов термического расширения материалов оправки и свариваемых деталей, содержащая плиты и стяжные болты из материала с коэффициентом термического расширения, меньшим чем у свариваемых деталей, а также корректирующие винты, служащие для регулирования усилия зажатия деталей при сборке под сварку 1. Известная оправка громоздка и не позволяет увеличивать усилие сжатия без увеличения ее габаритов. Наиболее близким к изобретению по технической сущности и достигаемому результату является оправка для сдавливания деталей при диффузионной сварке за счет разницы коэффициентов термического расщирения материалов оправки и свариваемых деталей, содержащая, плиты, стяжные болты, выполненные из материала с малым коэффициентом термического расширения, и ограничительный элемент с гнездом, вставленный в гнездо распорный цилиндр из материала с коэффициентом термического расширения большим, чем у материала ограничительного элемента 2. Недостатком оправки является низкая производительность и сложность конструкции. Целью изобретения являетсяупрощение конструкции и увеличение производительности. Цель достигается тем, что ограничительный элемент выполнен в виде плиты с дополнительными гнездами, расположенными на противолежащих плоскостях, снабжен дополнительными распорными цилиндрами, установленными в длополнительных гнездах, причем гнезда выполнены глубиной, превышающей половину толщины плиты. На чертеже представлена оправка, поперечное сечение. Стальные плиты 1 и 2 стянуты стяжными болтами 3, между плитами установлен ограничительный элемент 4, выполненный из материала с малым коэффициенто.м термического расширения, например ковара
