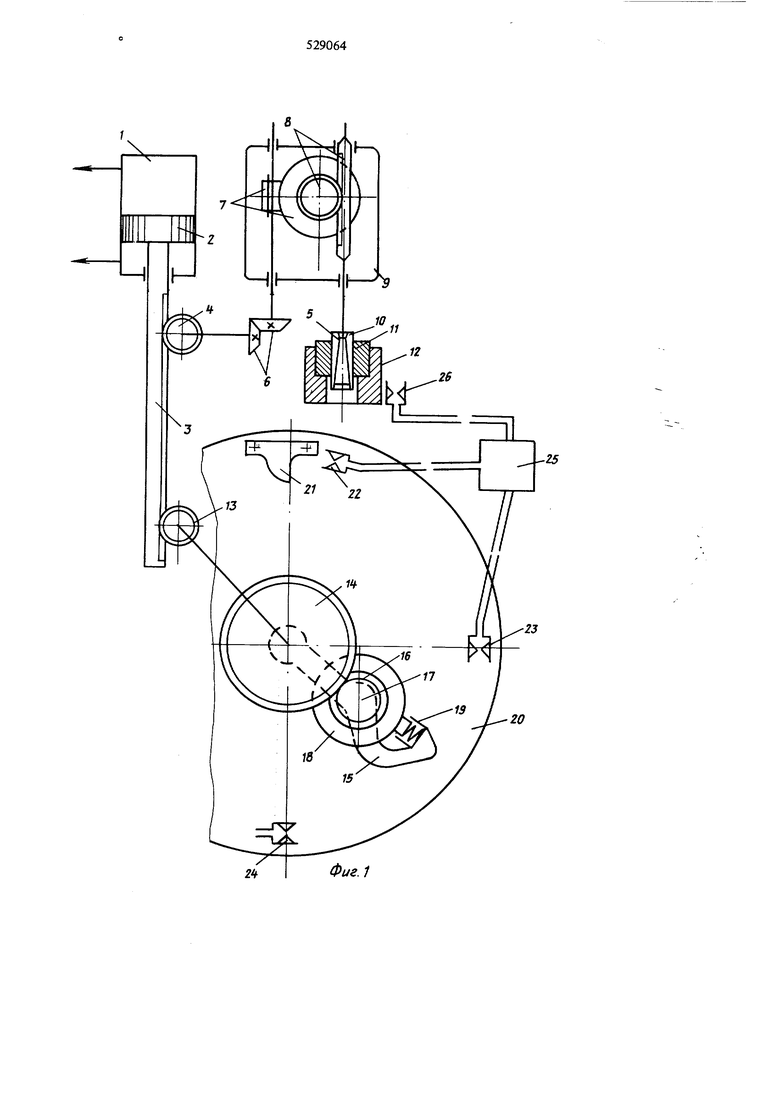
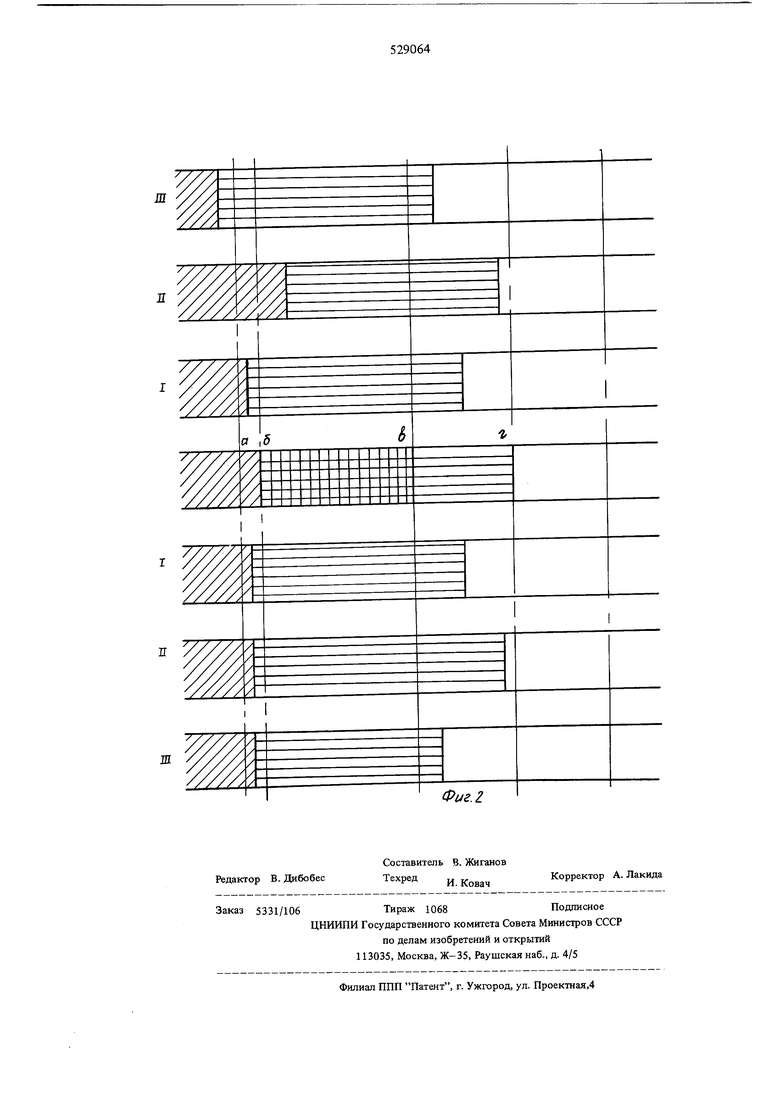
3 ней 16 сблокирован диск 18, который удерживается от вращения вокруг оси 17 подпружиненным стопором 19, выполненным на свободном конце рычага 15. На неподвижной плате 20 закреплены регулируемый упор 21 и электрические концевые выключатели (датчики) 22-24. Датчики 22 н 23 электрически связаны с моторным реле 25 времени, связанным с гидропанелью ста.нка (на чертеже не показана). В зоне зажимного приспособления 12 установлен датчик 26, также связанный с реле 25. На фиг. 2 точка а соответствует наибольшему номинальному (чертежному) диаметру обработанного издетшя, точка б - наименьшему чертежному диаметру обработанного изделия, точка в - наибольшему чертежному диаме-фу заготовки, римскими цифрами I , II и Ш обозначены поля допусков и припусков изделий, обработанных на серийном станке без разбивки заготовок на группы (верхняя часть фиг. 2) и на модернизованном согласно изобретению станке (фиг. 2, нижняя часть). После ввода притира 10 (фиг, 1) в отверстие обрабатываемого изде.пия 11 начинается ускоренный разжим притира и вращение рычага 15 против часовой стрелки. При врашении рычага 15 датчик 23 подает сигнал на включение реле 25 времени в момент непосредственного приближения диаметра разжимаемого притира 10 к наименьшему чертежному диаметру заготовки (точка Г на фиг. 2). От того же датчика 23 подается сигнал гидропанели на переключение с ускоренной подачи разжима притира на более замедленную промежуточную подачу с тем, чтобы предотвратить заклинивание притира в обрабатьтаемой детали. При соприкосновении притира 10 (фиг. 1) с обрабатываемой поверхностью изделия 11 последнее за счет силы трения увлекает во врашательное движение приспособление 12, выступ которого (на чертеже не показан) замыкает контакты датчика 26, а затем достигает жесткого упора. Датчик 26 подает сигнал гидропанели на переключение с промежуточной подачи на рабочую, толчковую подачу и одновременно выключает мотор реле 25 времени. Таким офазом, доводка изделия начинается при временно отключенном реле времени, причем чем меньше исходный диаметр заготовки (больше припуск на обработку), тем раньше прерьшается работа реле времени, и наоборот. При достижении рычагом 15 жесткого регулируемого упора 21, настроенного на чертежный номинальный размер готового изделия, q)a6aTbLBaeT датчик 22, который подает сигнал на возобновление работы реле 25 времени. Доводка продолжается столько времени, сколько осталось к зтому моменту отработать реле до заданного времени с учетом его работы до отключения датчиком 23. Итак, чем больше фактический припуск на обработку (положение П на нижней части фиг. 2), тем до. ведется доводка при временно отключенном реле времени и после возобновления работы реле времени, компенсируя большой износ притира, и наоборот. По окончании заданного времени работы реле 25 подается сигнал на соединение брусков (на ускоренной подаче) и при достижении рычагом 15 датчика 24 подается сигнал на подъем головки 9. .Далее пикл повторяется. Формула изобретения Устройство для регулировки разжима брусков хона (притира) по авт. св. № 230672, о т л и ч аю ш е е с я тем, что, с целью повышения производительности, оно дополнительно снабжено моторным реле времени, управляющим гидросистемой станка, и тремя датчиками, два из которых установлены на неподвижной плате: один - между концевыми выключателями, второй - рядом с регулируемым упором; а третий - в зоне приспособления, несущего деталь, причем датчики взаимодействуют с моторным реле времени и гидросистемой управления брусками хона.
Фиг.1

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления приводом разжима притира | 1980 |
|
SU942962A1 |
| Полуавтоматический станок для доводки отверстий | 1961 |
|
SU150378A1 |
| Полуавтомат для доводки глухих отверстий | 1979 |
|
SU770762A2 |
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| Устройство для управления приводом разжима притира станка для доводки отверстий | 1978 |
|
SU921811A1 |
| Полуавтомат для доводки глухих отверстий | 1983 |
|
SU1151433A1 |
| Устройство активного контроля | 1975 |
|
SU544210A1 |
| Устройство для разжима притира | 1982 |
|
SU1052373A1 |
| УСТРОЙСТВО ДЛЯ АКТИВНОГО КОНТРОЛЯ ДОВОДОЧНОГО СТАНКА | 1991 |
|
RU2036070C1 |