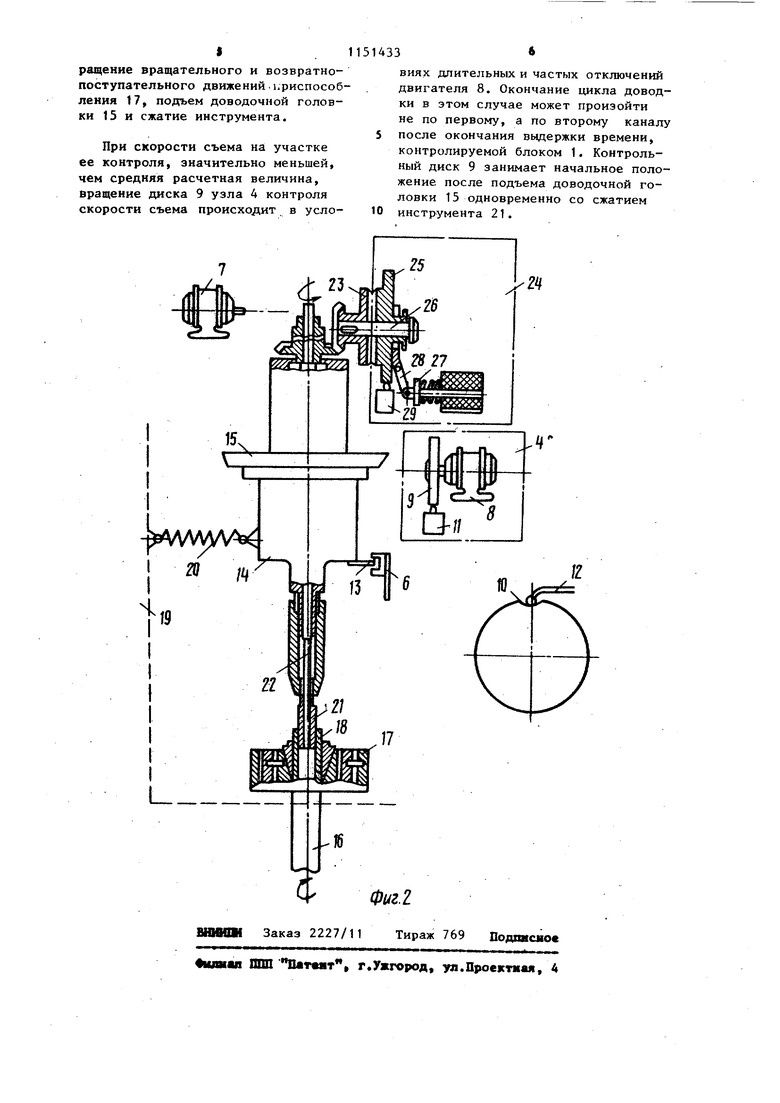
Изобретение относится к машиностроению и приборостроению и может быть использовано на доводочных операциях при обработке отверстий, например, в прецизионных деталях дизельной топливной аппаратуры. Целью изобретения является повышение производительности и точности обработки за счет проведения активного контроля процесса доводки в каждом цикле обработки деталей путем введения коррекции в заданное время обработки в зависимости от реальной скорости съема. На фиг„ 1 представлено устройство автоматического управления; на фиг, 2 - конструктивное выполнение блоков устройства управления и их связь с узлами полуавтомата. Устройство автоматического управ ления включает следующие элементы. Вход блока 1 контроля времени цикл соединен с блоком 2 измерения припу ка, а выход - с блоком 3 окончания цикла, один вход узла 4 контроля скорости съема через линию 5 задержки связан с блоком 2 измерения припуска, другой вход - с выключателем 6, связанным с блоком 2 измерения припуска, а выход - с блоком 3 окончания цикла, выход которого соединен с приводом 7, Привод 7 и выключатель 6 имеют между собой фрикционную свя В состав узла 4 контроля скорости съема входит электродвигатель с редуктором 8, на оси которого укрепле контрольный диск 9, на его окружнос ти имеется паз 10, конечный выключа тель 11 с рычагом 12, который может перемещаться по окружности контроль ного диска 9, Флажок 13 включения бесконтактного выключателя 6 укреплен на инструментальном шпинделе 14 входящем в состав доводочной головки 15, В нижнем шпинделе 16, включающем в себя приспособление 17, укрепляется обрабатываемая деталь 1 Между инструментальным шпинделем 14, способным поворачиваться вокруг оси, и станиной 19 укреплена тариро ванная пружина 20, Разжимной инстру мент 21 разжимается конической опра кой 22, с которой кинематически свя зан диск 23, имеющий фрикционную связь с узлом 24 контроля сжатия, инструмента, в состав которого входят контрольный диск 25, свободно установленный на оси 26, электромагнит 27, связанный рычагом 28 с контрольным диском 25, и конечный выключатель 29. Связь конечного выключателя 29 с контрольным диском 25 в узле 24 контроля сжатия притира осуществляется аналогично связи конечного выключателя 11 с контрольным диском 9 в узле 4 контроля скорости съема. Работа устройства осуществляется следующим образом. Полуавтомат для доводки глухих отверстий работает в двух режимах в режиме настройки инструмента по эталону и в режиме доводки отверстий. Режим настройки инструмента по эталону, В исходном положении полуавтомата доводочная головка 15 занимает верхнее крайнее положение, ролики рычагов 12 конечных выключателей 11 и 29 находятся в пазах 10 контрольных дисков 9 и 25. Это положение дисков является начальным. Каждый устанавливаемый в инструментальный шпиндель 14 разжимной инструмент (притир) 21 подвергается настройке по эталону, размер отверстия которого находится в пределах заданного диапазона размеров готовых деталей и который помещается в приспособление 17, При включении полуавтомата доводочная головка 15 опускается в крайнее нижнее положение, нижний шпиндель 16 совершает вращательное и возвратно-поступательное движение, а разжимной инструмент (притир) 21 вводится в отверстие эталона 18 Электродвигатель привода 7 перемещения оправки сообщает ей ускоренное движение и инструмент 21 разжимается. При разжиме инструмента 21 наступает момент, когда он касается поверхности отверстия эталона 18, Инструментальный шпиндель 14 под действием возникающего усилия поворачивается, и укрепленный на нем флажок 13 входит в отверстие бесконтактного выключателя 6, который, срабатывая, отключает вращательное и возвратно-поступательное движение нижнего шпинделя 16 с эталоном 18, головка 15 поднимается, двигатель привода 7 перемещения конической оправки переключается, сообщая оправке 22 обратное движение. Одновременно электромагнит 27 срабатывает, благодаря чему контрольный диск 25 входит в зацепление с вращающимся диском 23,ролик рычага конечного выключателя 29 покидает начальное положение и скользит по окружности контрольного диска 25. Когда ролик рычага 12 конечного выключателя 29 попадает в паз 10, конечный выключатель 29 срабатывает, двигатель привода 7 перемещения конической оправки и электромаг нит 27 отключаются. Таким образом обеспечивается сжим инструмента (притира) всегда на одну и ту же величину, контролируемую длиной окружности диска 25, совершающего вращение всегда в одном направлении Узел контроля скорости съема при настройке не работает. После осущес вления настройки разжимного инструмента по эталону устройство включается для работы полуавтомата в режиме доводки отверстий. Режим доводки отверстий. Перед включением полуавтомата в режиме доводки отверстий заготовка 18 уста навливается в приспособление 17 и надежно в ном зажимается. Затем нижний шпиндель 16 приводится во вращательное и возвратно-поступательное движение, а головка 15 опускается в крайнее нижнее положение. При этом инструмент 21 входит в отверстие заготовки 18, одновременно включается двигатель привода конической оправки 7, сообщая оправ ке 22 поступательное движение с высокой скоростью, вследствие чего инструмент разжимается. В этот же M мент включается блок 2 измерения припуска. Блок 2 измерения припуска включает в себя электронное устройство измеряющее время разжима инструмента 21 от момента включения ускоренной подачи конической оправки 22 до момента касания инструментом 21 поверхности отверстия заготовки 18, т.е. время свободного разжима инстр мента, и выдающее в блок 1 и линию 5 по результатам этого измерения соответствующее задание. Если инструмент (притир) настрое по эталону и сжат на определенную величину под контролем узла 24, то повторный ускоренный разжим инструмента будет всегда происходить в те чение времени t. Электронное устро ство блока 2 измерения припуска нас
раивается на выдержку времени tj. Тогда при помещении в приспособление 17 заготовки 18, имеющей опредепенвключение блока 3 окончания цикла, в состав которого входит узел 24, контроля сжатия инструмента, прекный припуск, время ускоренного ра-.жима настроенного инструмента t, Разница будет всегда меньше т пропорциональная величине npimycKa и преобразованная в электр1пеский сигнал, подается в линию 5 задержки и блок 1 контроля времени цикла. В момент, когда инструмент 21 входит в соприкосновение со стенкой отверстия заготовки, возникающее при этом усилие, уравновешенное натяжением тарированной пружины 20, поворачивает инструментальный шпиндель 14 и укрепленный на нем флажок 13, входит в отверстие бесконтактного выключателя 6. Происходит временное отключение двигателя 7, переключение подачи конической оправки 22 с ускоренной на рабочую. Одновременно блок 2 измерения припуска выдает задания в линию 5 задержки и блок 1 контроля времени цикла, которые в соответствии с величиной припуска заготовки отрабатывают временные интервалы с. момента соприкосновения инструмента с поверхностью отверстия заготовки. С этого же момента начинается доводка отверстия в условиях пульсирующего движения притира, обусловленного необходимостью ограничения величины усилия резания, задаваемого натяжением тарированной пружины 20 в момент срабатывания выключателя 6. По истечении времени выдержки линии 5 задержки включается двигатель 8 узла 4 контроля скорости съема. Поскольку он питается параллельно двигателю привода 7 конической оправки, режим работы обоих двигателей одинаков. При включении двигателя 8 контрольный диск 9 начинает вращение и ролик рычага 12 конечного выключателя 11 выходит из паза 10 контрольного диска 9. Диск 9 совершает пульсирующее движение, частота пульсаций зависит от скорости съема, существующей на данном участке цикла доводки. Количество срабатываний конечного выключателя 6 обуславливает время от полного оборота, после завершения которого конечный выключатель 11 срабатывает при попадании ролика рьмага 12 в паз 10. Это вызывает
ращение вращательного и возвратнопоступательного движений 1ФИСПОС06ления 17, подъем доводочной головки 15 и сжатие инструмента.
При скорости съема на участке ее контроля, значительно меньшей, чем средняя расчетная величина, вращение диска 9 узла 4 контроля скорости съема происходит в услоВИЯХ длительных и частых отключений двигателя 8. Окончание цикла доводки в этом случае может произойти не по первому, а по второму каналу после окончания выдержки времени, контролируемой блоком 1. Контрольный диск 9 занимает начальное положение после подъема доводочной головки 15 одновременно со сжатием инструмента 21.
« I(
шж1ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ доводки отверстий | 1985 |
|
SU1308448A1 |
| Полуавтомат для доводки глухих отверстий | 1979 |
|
SU770762A2 |
| Полуавтомат для доводки глухих отверстий | 1980 |
|
SU878528A2 |
| ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ | 1971 |
|
SU300303A1 |
| Устройство для окончательной обработ-Ки ОТВЕРСТий | 1977 |
|
SU831577A1 |
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Станок для доводки отверстий | 1983 |
|
SU1093512A1 |
| Притир для доводки цилиндрических отверстий | 1986 |
|
SU1371884A1 |
| Притир для доводки цилиндрических отверстий | 1988 |
|
SU1604578A1 |
ПОЛУАВТОМАТ ДЛЯ ДОВОДКИ ГЛУХИХ ОТВЕРСТИЙ, содержащий притир с механизмом разжима, выполненным в виде конической оправки с приводом, связанным с выключателем, механизм возвратно-поступательного движения и устройство автоматичес.ого управления, содержащее блок измерения припуска, линию задержки и блок окончания цикла, отличающийся тем, что, с целью повьнпения производительности и точности, устройство автоматического управления снабжено блоком контроля времени цикла, вход которого соединен с блоком измерения припуска, а выход - с блоком окончания цикла, узлом контроля скорости съема, один вход которого через линию задержки связан с блоком измерения припуска, другой вход - с выключателем, связанным с блоком измерения npifnycKa, а выход - с блоком (Л окончания цикла, выход которого соединен с приводом. 01 1 со 00
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полуавтомат для доводки глухих отверстий | 1979 |
|
SU770762A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
