Устройство относится к машиностроению и может быть использовано в доводочных станках для доводь.и отверстий в качестве привода подачи инструмента. Известно устройство для разжима притира, содержащее динамометрический шпиндель с датчиками касания и перегрузки связанный через механизм разжима, двухскоростной привод подачи с двигателем разжима, при этом датчик касания связан с первым входом сравнивающего устройства касания, второй вход которого связан с задатчиком величины момента касания, датчик перегрузки связан с первым входом сравнивающего устройства перегрузки, второй вход которого соединен с задатчиком величины момента перегрузки, а выход блока программирования времени обработки связан с двигателем разжима 1. Недостатком этого устройства является ,невысокая производительность доводки отверстий вследствие того, что после касания притиром отверстия сравнивающее устройство касания выдает команду в двухскоростной привод подачи на переключение с ускоренной на рабочую подачу притира, с которой и осуществляется доводка в течение всего установленного времени. Известно также устройство для разжима притира, содержащее кроме того реле времени задержки и релейный элемент с фиксацией, прИ этом выход реле времени задержки связан с вторым входом релейного элемента с ф иксацией, выход сравнивающего устройства касания соединен с первым входом релейного элемента с фиксацией, а выход блока программирования времени обработки связан с третьим входом релейного элемента с фиксацией. Это устройство позволяет повысить производительность доводки, благодаря тому, что после касания притиром отверстия в течение времени, установленного реле времени задержки, двухскоростной привод подачи обеспечивает разжим притира на ускоренной подаче. В результате этого -быстро исправляются исходная шероховатость, не цилиндричность и другие погрешности обрабатываемой поверхности, после чего двух скоростной привод подачи переключается на рабочую подачу и начинается отсчет вре мени доводки запуском блока программирования времени обработки 2. Недостатком этого устройства является то, что оно не позволяет обеспечить максимальную производительность при доводке на рабочей подаче за время работы блока программирования времени обработки. Это объясняется тем, что уровень момента сил резания, задаваемый задатчиком величины момента перегрузки, определяющий давление в зоне резания, устанавливается заниженным из-за опасности заклинивания притира в отверстии при доводке в начале цикла с ускоренной подачей разжима притира (за время работы реле времени задержки). Это и приводит к заниженному съему металла с детали при работе на, рабочей подаче за время работы блока программирования времени обработки. Цель изобретения - повышение производительности доводки и исключение при этом случаев заклинивания притира. Цель достигается тем, что устройство для разжима притира, содержащее динамометрический шпиндель с датчиками касания и перегрузки, связанный через механизм разжима и двухскоростной привод подачи с двигателем разжима, причем датчик касания связан с первым входом сравнивающего устройства касания, второй вход которого связан с задатчиком величины момента касания, а датчик перегрузки связан с первым входом сравнивающего устройства перегрузки, второй вход которого соединен с задатчиком величины момента перегрузки, кроме того, устройство содержит реле времени задержки, первый релейный элемент с фиксацией и блок программирования времени обработки, выход сравнивающего устройства касания соединен с первым входом первого релейного элемента С фиксацией, второй вход которого соединен с выходом реле времени задержки, а третий вход - с выходом блока программирования соединенным параллельно с двигателем разжима, введен второй релейный элемент с фиксацией, первый вход которого соединен с выходом сравнивающего устройства перегрузки, второй вход - с выходом реле времени задержки, третий вход - с выходом блока программирования времени обработки, а выходы релейных элементов связаны с двигателем разжима, причем выход сравнивающего устройства касания связан с входном реле времени задержки, которое подключено к двухскоростному приводу подачи и входу блока программирования времени обработки. Это позволяет обеспечить высокую производительность доводки отверстий и исключить случаи заклинивания притира в отверстии, так как после касания притиром отверстия в н;ачальный период доводки при высокой режущей способности абразива и значительной исходной шероховатости и нецилиндричности отверстия, притир .разжимается с ускоренной радиальной подачей, но с заниженным моментом сил резания, ограниченным задатчиком величины момента касания, поэтому исключается возможность заклинивания притира в отверстии. В дальнейшем (после окончания времени задержки) притир разжимается на рабочей подаче, но при этом значительно увеличивают предельный момент сил резания, устанавливаемый задатчиком величины момента перегрузки. За счет этого происходит повышение цро изводительности доводки. На чертеже представлена блок-схема устройства. Устройство содержит двигатель разжима 1, соединенный с двухскоростным приводом подачи 2, механизмом разжима 3, и динамометрическим шпинделем 4 с датчиком касания 5, соединенным с сравнивающим устройством касания 6, к которому подключены задатчик величины момента .касания 7, реле времени задержки 8 и первый релейный элемент с фиксацией 9, кроме того, устройство содержит задатчик величины момента перегрузки Ш, датчик перегрузки И, соединенные со сравнивающим устройством перегрузки 12, второй релейный элемент с фиксацией 3 и блок программирования времени обработки 14. Устройство работает следующим образом. При вводе притира в отверстие обрабатываемой детали включается питание двигателя разжима 1, который через двухскоростной привод подачи 2, механизм разжима 3 производит ускоренный разжим притира. При касании притиром стенок отверстия динамометрический щпиндель 4 поворачивается и воздействует на датчик касания 5. Сигнал с датчика касания 5 поступает на первый вход сравнивающего устройства касания 6. При достижении сигналом с датчика касания 5 уровня, заданного задатчиком величины момента касания 7, на выходе сравнивающего устройства касания G возникает сигнал, который включает реле времени задержки 8; а также проходит через открытый первый релейный элемент с фиксацией 9 и выдает команду на обесточивание Двигателя разжима 1. При уменьщений в процессе «выхаживания момента сил резания ниже уровня, установленного задатчиком величины момента касания 7, двигатель разжима 1 вновь включается, производя разжим притира на ускоренной подаче. Таким образом, происходит неоднократное отключение двигателя разжима 1 по достижении момента сил резания уровня, установленного задатчиком величины момента касания 7. В силу инерционности системы СПИД и схемы управления момент сил резания кратковременно может достигать уровня, установленного задатчиком величины момента перегрузки 10. В этом случае при достижении сигналов с датчика перегрузки 11 ypQBня, установленного задатчиком величины момента перегрузки 10, на выходе сравнивающего устройства перегрузки 12 возникнет сигнал, который поступит на первый вход второго релейного элемента с фиксацией 13. Однако поскольку второй релейный элемент с фиксацией 13 находится в закрытом состоянии, сигнал от сравнивающего устройства перегрузки 12, . вoз Jteйcтвия на двигатель разжима 1 не оказывает. Пока не сработало реле времени задержки 8, включение ускоренной подачи происходит неоднократно и поэтому быстро исправляются исходная шероховатость, нецилиндричность и другие погрещности отверстия. При этом уровень момента, установленный задатчиком момента величины касания 7, достаточно низкий, чтобы полностью исключить заклинивание притира в отверстии. По истечении времени задержки (5-25 с) с выхода реле времени задержки 8 поступает сигнал, который дает команду на переключение двухскоростного привода подачи 2 на рабочую подачу,запускает блок программирования времени обработки 14, закрывает первый релейный элемент с фиксацией 9 и открывает второй релейный элемент с фиксацией 13. Момент сил резания в процессе доводки изменяется. При этом по достижении моментом сил резания уровня, установленного задатчи-ком величины момента касания 7, на выходе сравнивающего устройства касания 6 возникает сигнал, который поступает на первый вход первого релейного элемента с фиксацией 9. Однако первый релейный элемент с фиксацией 9 находится уже в закрытом состоянии, поэтому сигнал на отключение двигателя разжима 1 не пройдет, и момент сил резания нарастает. При достижении сигналом с датчика перегрузки 11 уровня, установленного задатчиком величины момента перегрузки 10, на выходе сравнивающего устройства перегрузки 12 возникает сигнал, который проходит через открытый второй релейный элемент с фиксацией 13, и выдает команду на обесточивание двигателя разжима 1. При уменьшении в процессе «выхаживания момента сил резания ниже уровня, установленного задатчиком величины момента перегрузки 10, двигатель разжима вновь включается, производя разжим притира на рабочей подаче. При этом уровень момента, установленный задатчиком величины момента перегрузки 10 в 1,5-2,5 раза превышает уровень момента, установленного задатчиком величины момента касания 7, что и приводит к увеличениюпроизводительности доводки на рабочей подаче за время работы блока программирования времени обработки 14. После истечения времени доводки, на выходе блока программирования времени обработки 14 возникает сигнал, который поступает на двигатель разжима 1, на третий вход первого релейного элемента с фиксацией 9, на третий вход второго релейного элемента с фиксацией 13. Двигатель разжима 1 обесточивается, релейные элементы с фиксацией возвращаются в исходное состояние - первьш релейный элемент с фиксацией 9 открывается, второй релейный элемент с фиксацией 13 закрывается. Притир выводится из доведенного отверстия, а двухскоростной Привод подачи 2 посредством пружины возвращается в исходное положение. Цикл доводки окончен.
5
Устройство обеспечивает поддержаниезаклинивания притира в обрабатываемом момента сил резания (давления в зонеотверстии, резания) на оптимальном уровне, установленном задатчиком величины моментов ка-Внедрение устройства позволяет в 1,3 сания 7 и перегрузки 10, что приводит краза повысить производительность окончаповышению производительности процесса5 тельной и в 1,5 раза - предварительной доводки и в то же время исключает случаидоводок.
1052373
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разжима притира | 1981 |
|
SU973322A1 |
| Устройство управления приводом разжима притира | 1981 |
|
SU995067A1 |
| Устройство управления приводом разжима притира | 1980 |
|
SU894680A1 |
| Устройство для управления приводом разжыма притира | 1976 |
|
SU591826A1 |
| Устройство для управления приводом разжима притира | 1980 |
|
SU942962A1 |
| Устройство для управления приводом разжима притира станка для доводки отверстий | 1978 |
|
SU921811A1 |
| Система управления станков дляАбРАзиВНОй ОбРАбОТКи | 1979 |
|
SU831589A1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| Полуавтомат для доводки глухих отверстий | 1983 |
|
SU1151433A1 |
| Станок для доводки отверстий | 1983 |
|
SU1093512A1 |
УСТРОЙСТВО ДЛЯ РАЗЖИМА ПРИТИРА, содержащее динамометрический шпиндель с датчиками касания и перегрузки, связанный через механизм разжима и двухскоростной привод подачи с двигателем разжима, причем датчик касания связан с первым входом сравнивающего устройства касания, второй вход- которого связан с задатчиком величины момента касания, а датчик перегрузки связан С,первым входом сравнивающего устройства перегрузки, второй вход которого соединен с задатчиком величины момента перегрузки, кроме того, устройство содержит реле времени задержки, первый релейный элемент с фиксацией и блок программирования времени обработки, выход сравнивающего устройства касания соединен с первым входом первого релейного элемента с фиксацией, второй вход которого соединен с выходом реле времени задержки, а третий вход - с выходом блока программирования, соединенным параллельно с двигателем разжима отличающееся тем, , с целью повыщения производительности доводки отверстий и исключения при этом случаев заклинивания притира,.в устройстве введен второй релейный элемент с фиксацией, первый вход которого соединен с выходом сравниi вающего устройства перегрузки, второй вход - с выходом реле времени задержки, (Л третий вход - с выходом блока программирования времени обработки, выходы релейных элементов связаны с двигателем разжима, причем выход сравнивающего устройства касания связан с входом реле времени задержки, которое подключено к двухскоростному приводу подачи и входу блока программирования времени обработки. ел to со оо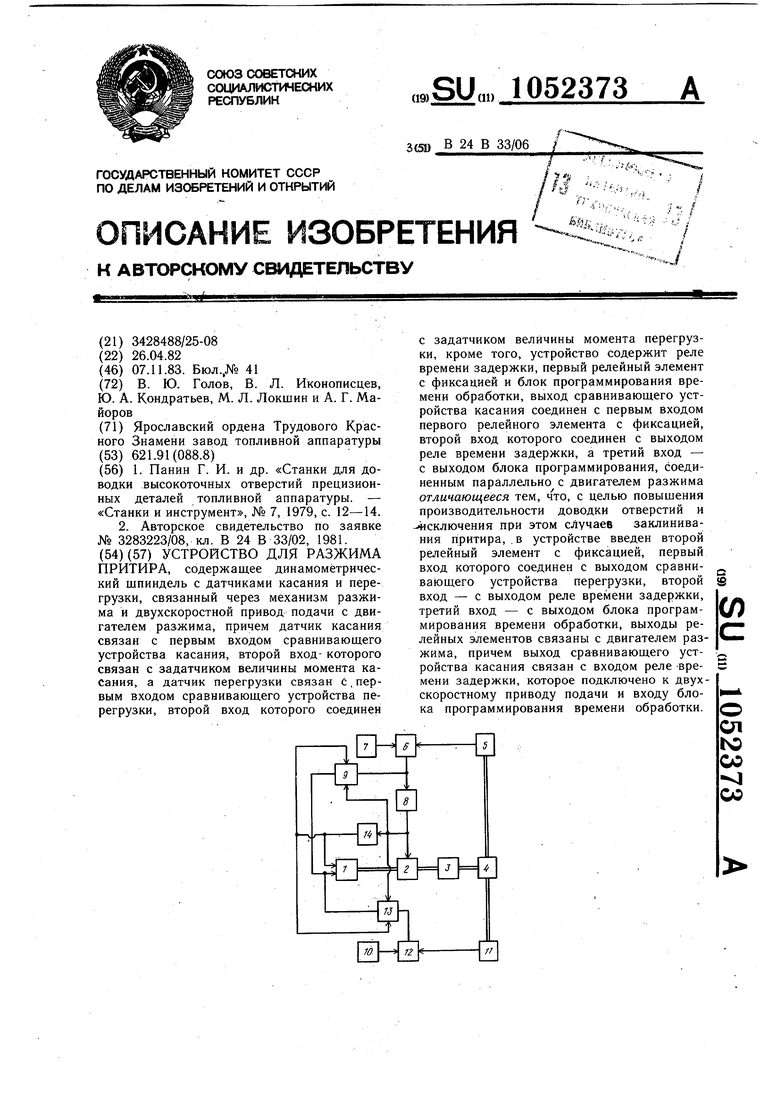
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Панин Г | |||
| И | |||
| и др | |||
| «Станки для доводки высокоточных отверстий прецизионных деталей топливной аппаратуры | |||
| - «Станки и инструмент, № 7, 1979, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство по заявке № 3283223/08, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
