1
Изобретение относится к оборудованию для изготовления деталей точного питья по выплавляемым моделям и может быть использовано на .машиностроительных; заводах многих :отраслей промышленности.
Известна установка для изготовления керамических форм 1 .
Наиболее .близкойк описываемому изобретению по технической сущности и достигаемому результату является установка, включающая сушильную камеру, транспортное средство, ванны для обмазки и обсыпки модельных блоков, автооператор с захватами для перемещения и вращения модельных блоков f2.
Цель изобретения - обеспечение непрерыв ioCTH технологического процесса нанесение; и сушки керамических слоев и повышение производительности труда.
; Это достигается тем, что предлагаемая установка снабжена установленным между транспортным средством и ванной обмазки перегрузочным модельные блоки устройством состоящим из смонтированных на раме с двух ее сторон поворотных вiвертикальной ;плоскости траверс, которые несут на концах
2
имеющие возможность поворота вильчатые захваты, и закреплспн1лмц по обе их стороны с возможностью nc-psNieuieimii механизмами для фиксации модельных блоков в захватах автооператора.
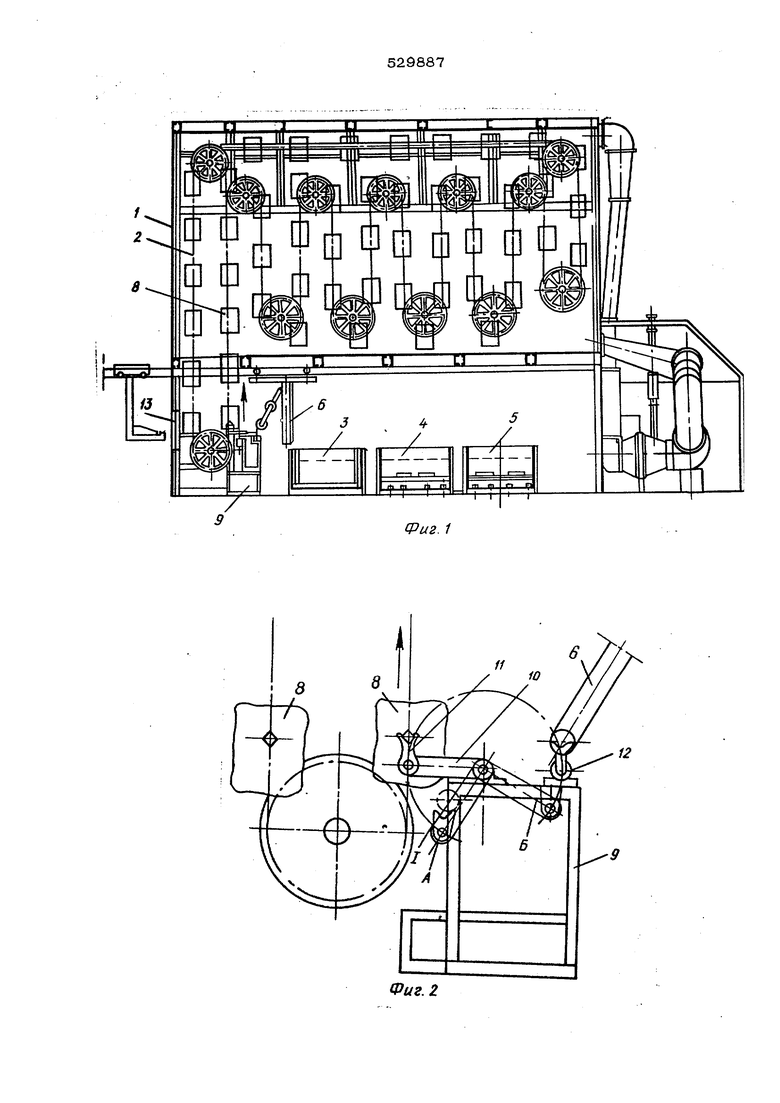
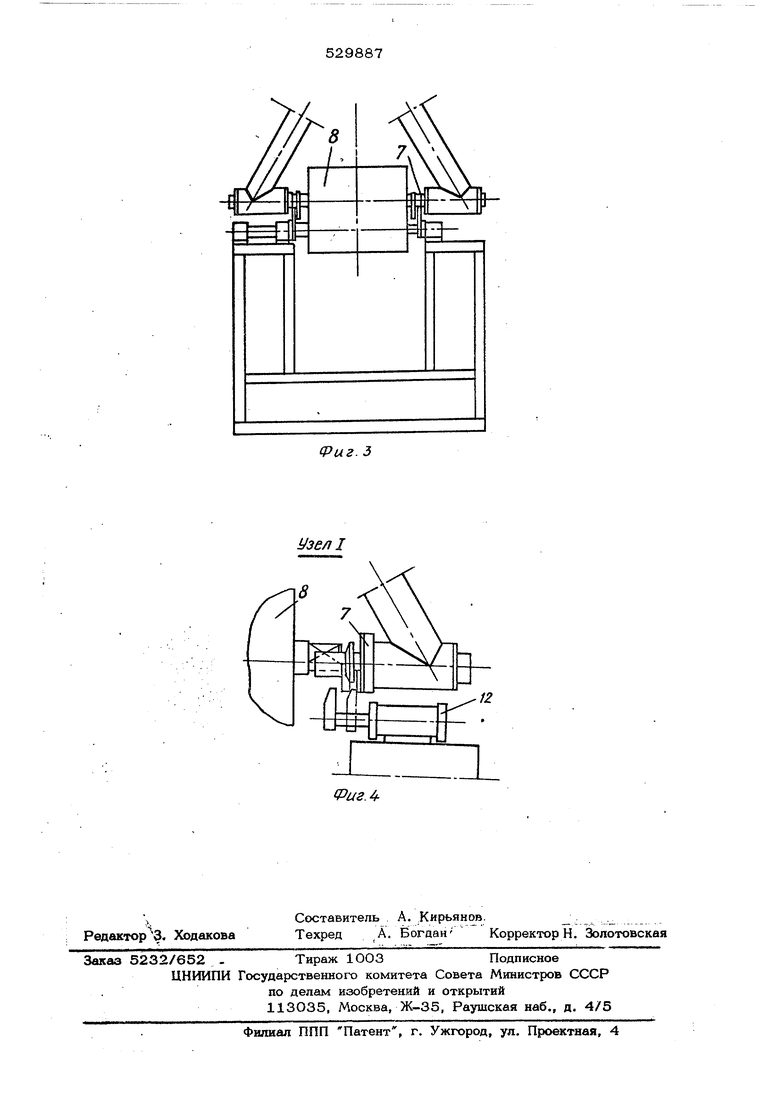
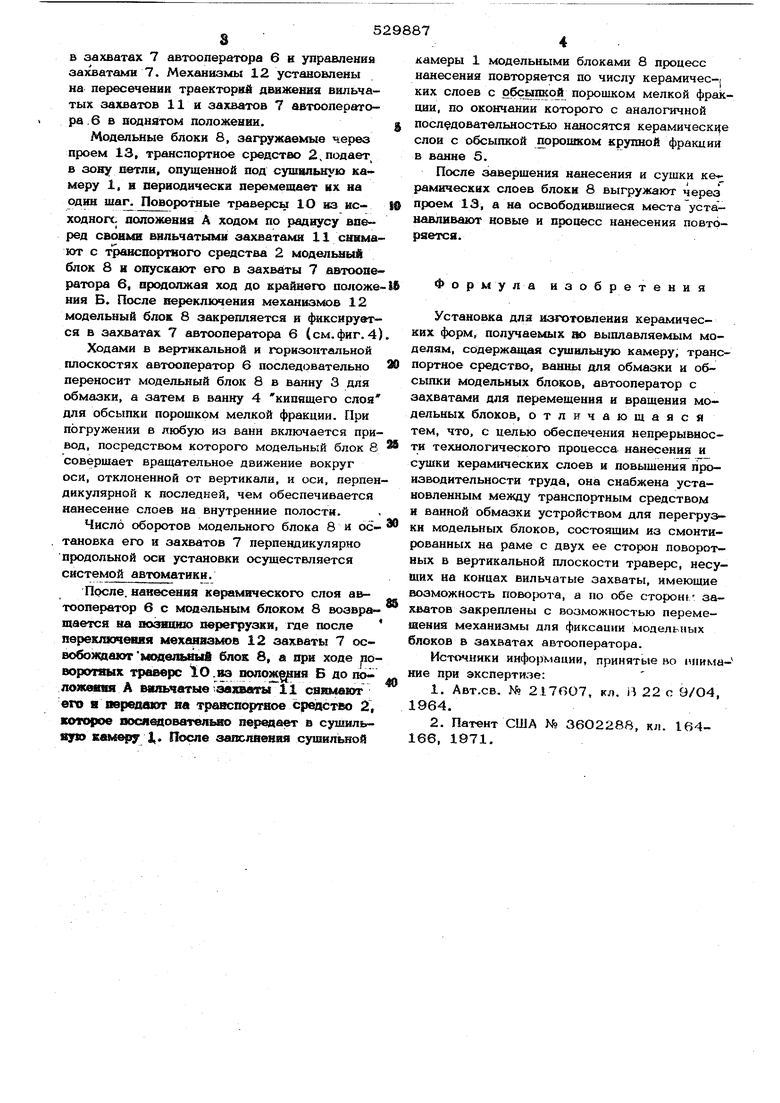
На фиг. 1 изображена лрегиагаемая установка, разроз; на фаг. 2 и. 3 - перегрузочное устройство; на фиг. 4 - узел Г на фиг. 2
Установка включает сушильную какГеру 1 с транспортным средством 2, выполненным, в виде петлеобразного замкнутого конвейера одна петля которого опущена под сушильную ..камеру 1, где расположены ванна 3 для обмазки, ванны 4 и 5 кипящего слоя для обсыпки порошками мелкой ц крупной фракции, автооператор 6 с захватакш 7 для перемещения и вращения модельных блоков 8. Меладу опуще1пюй вниз нетлей транспортного сре.дства 2 и ванной 3 для обмазк расположено перегрузочное устройстгзо 9, на раме которого с двух ее сторон смонтированы поворотные траверсы 10, имеющие на коннах вильчатые захваты 11 (см. фиг. 2 и З).
На раме с двух ее сторон установлены механизмы 12 фиксации модельного блока в захватах 7 автооператора 6 н управления захватами 7. Механизмы 12 установлены на пересечении траекторией движения вильчатых захватов 11 и захватов 7 автооператора. 6 в поднятом положении. Модельные блоки 8, загружаемые через проем 13, транспортное средство 2 подает, в зону петли, опущенной под сушильную камеру 1. в оериодически перемешает их на один шаг. Поворотные траверсы 1О з ноходногс. положения А ходом по радиусу впе ред своими вильчатыми захватами 11 сынмают с транспортного средства 2 модельный блок 8 и опускают его в захваты 7 автооаератора 6, продолжая ход до крайнего пш(оже ния Б. После вереключения механизкюв 12 модельный блок 8 закрепляется и фиксируется в захватах 7 автооператора 6 (см.фиг.4 Ходами в вертикальной и горизонтальной плоскостях автооператор 6 последовательно переносит модельный блок 8 в ванну 3 для обмазки, а затем в ванну 4 кипящего слоя для обсыпки порошком мелкой фракции. При погружении в любую из ванн включается привод, посредством которого модельный блок 8 совершает вращательное движение вокруг оси, отклоненной от вертикали, и оси, перпен дикулярной к последней, чем обеспечивается нанесение слоев на внутренние полости. Число оборотов модельного блока 8 и остановка его и захватов 7 перпендикулярно продольной оси установки осуществляется системой автоматики. Псх:ле. наквсеняя ке(юмнческого слоя автооператор 6 с моаельным блоком 8 возвращается ыа оозвошо перегрузки, где после перекгаочения мехаяязьюв 12 захваты 7 осво 1одах)тьящвльвый блок S, а при ходе о воротяых траверс 1О .яэ полож ия Б до ш ложмтя А вольчатые.захваты i саямвют его я перевеют ял транспортвое средство 2, которое посяеаовательво передает в сушильyjsa ктлвру l, После аааспяеняя сушильной камеры 1 модельными блоками 8 процесс нанесения повторяется по числу керамичес-. ких слоев с o6ciuiiKojl порошком мелкой фракции, по окончании которого с аналогичной последовательностью наносятся керамические слои с обсыпкой порошком крутшой фракции в ванне 5. После заверщения нанесения и сушки ке рамических слоев блоки 8 выгружают через проем 13, а на освободившиеся места устанавливакут новые и процесс нанесения повторяется. Ф о р м у л а изобретения Установка для изготовления керамических форм, получаемых во выплавляемым моделям, содержащая сушильную камеру, транспортное средства, ванны для обмаакя и обсыпки модельных блоков, автооператор с захватами для перемещения и вращения модельных блоков, отличающаяся тем, что, с целью обеспечения непрерывности технологического процесса нанесения и сушки керамических слоев и повышения производительности труда, она снабжена установленным между транспортным средством и ванной обмазки устройством для перегрузки модельных блоков, состоящим из смонтированных на раме с двух ее сторон поворотных в вертикальной плоскости траверс, несущих на концах вильчатые захваты, имеющие возможность пово{ ота, а по обе сторона захватов закреплены с возможностью перемещения механизмы для фиксации модельных блоков в захватах автооператора. Ист1 чняки ин(|юрмации, принятые во нпима- ние при экспертизе: 1.Авт.св. № 2 17вО7, кл. i 22 с 0/О4, 1964. 2.Патент США № 36О2288, кл. 164166, 1971. (Риг. 1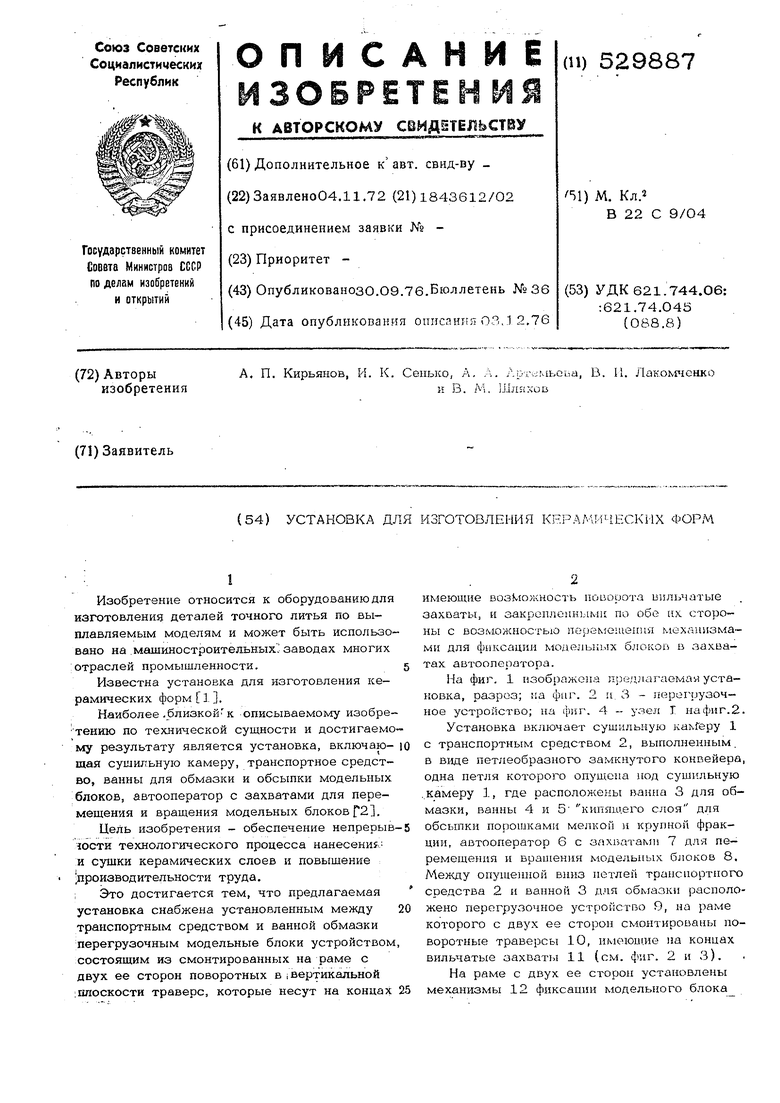
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления кера-МичЕСКиХ фОРМ пО ВыплАВляЕМыММОдЕляМ | 1979 |
|
SU839655A1 |
| Установка для изготовления керамических форм | 1976 |
|
SU662245A1 |
| Автоматическая линия изготовленияфОРМ пО ВыплАВляЕМыМ МОдЕляМ | 1979 |
|
SU846102A1 |
| Линия для получения форм методом электрофореза по выплавляемым моделям | 1986 |
|
SU1315110A1 |
| Установка для изготовления керамических форм по выплавляемым моделям для точного литья | 1983 |
|
SU1450900A1 |
| Манипулятор для нанесения огнеупорных покрытий при изготовлении крупногабаритных литейных форм по выплавляемым моделям | 1983 |
|
SU1180150A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| Установка для изготовления керамических форм | 1972 |
|
SU504607A1 |
| Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям | 2020 |
|
RU2746664C1 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |