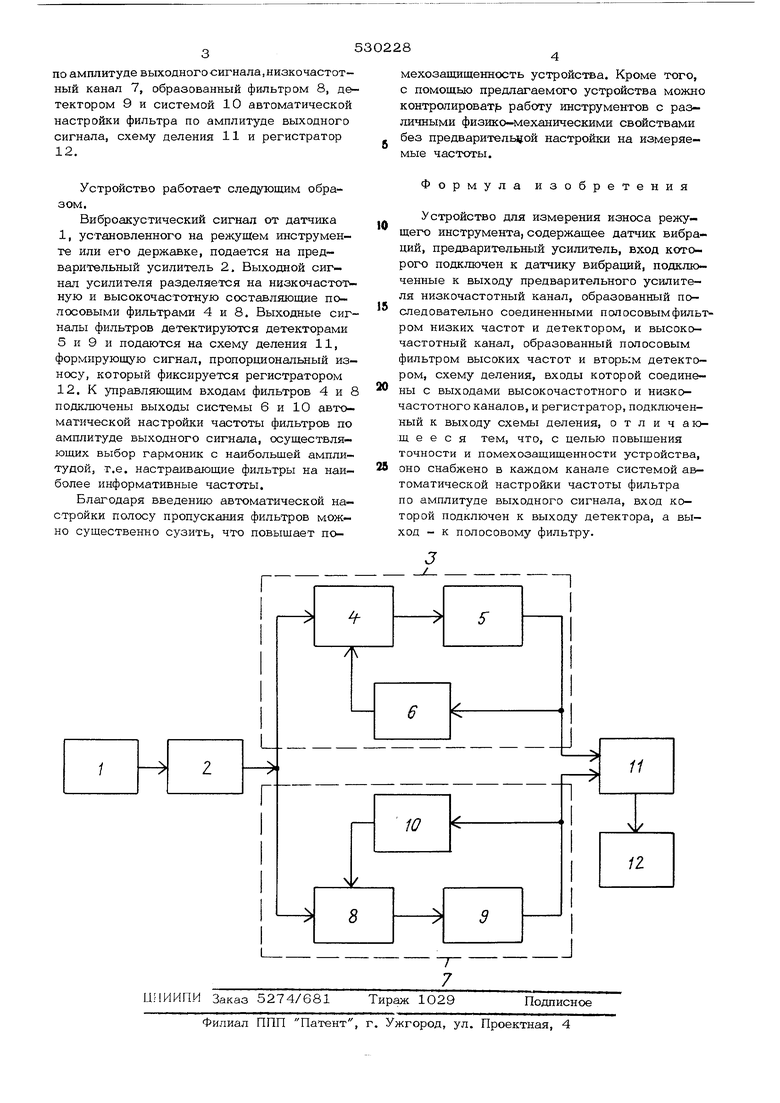
по амплитуде выходногосигнала,низкочастотный канал 7, образованный фильтром 8, детектором 9 и системой 10 автоматической настройки фильтра по амплитуде выходного сигнала, схему деления 11 и регистратор 12.
Устройство работает следующим образом.
Виброакустический сигнал от датчика 1, установленного на режущем инструменте или его державке, подается на предварительный усилитель 2. Выходной сигнал усилителя разделяется на ннзкочастот ную и высокочастотную составляющие полосовыми фильтрами 4 и 8. Выходные сигналы фильтров детектируются детекторами 5 и 9 и подаются на схему деления 11, формирующую сигнал, пропорциональный износу, который фиксируется регистратором 12. К управляющим входам фильтров 4 и 8 подключены выходы системы 6 и 10 автоматической настройки частоты фильтров по амплитуде выходного сигнала, осуществляющих выбор гармоник с наибольшей амплитудой, т.е. настраивающие фильтры на наиболее информативные частоты.
Благодаря введению автоматической настройки полосу пропускания фильтров можно существенно сузить, что повыщает помехозащищенность устройства. Кроме того, с помощью предлагаемого устройства можно контролироват)ь работу инструментов с различными физико-механическими свойствами без пpeдвapитeль oй настройки на измеряемые частоты.
Формула изобретения
Устройство для измерения износа режущего инструмента, содержащее датчик вибраций, предварительный усилитель, вход которого подключен к датчику вибраций, подключенные к выходу предварительного усилителя низкочастотный канал, образованный последовательно соединенными полосовым фильром низких частот и детектором, и высокочастотный канал, образованный полосовым фильтром высоких частот и вторым детектором, схему деления, входы которой соединены с выходами высокочастотного и низкочастотного каналов, и регистратор, подключенный к выходу схемы деления, о т л и ч а ю,щ е е с я тем, что, с целью повыщения точности и помехозащищенности устройства, оно снабжено в каждом канале системой автоматической настройки частоты фильтра по амплитуде выходного сигнала, вход которой подключен к выходу детектора, а выход - к полосовому фильтру.
J
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения износа режущего инструмента | 1976 |
|
SU648349A1 |
| Устройство для измерения износа режущего инструмента | 1983 |
|
SU1113217A2 |
| Устройство для измерения износа ре-жущЕгО иНСТРуМЕНТА | 1978 |
|
SU829352A2 |
| Устройство для измерения износа режущего инструмента | 1977 |
|
SU697262A1 |
| Устройство для контроля степени износа инструмента | 1981 |
|
SU1000230A1 |
| Устройство для автоматического упавления процессом механической обработки | 1989 |
|
SU1673387A1 |
| Устройство для измерения износа режущего инструмента | 1980 |
|
SU879398A1 |
| Устройство для определения информации о параметрах процесса резания | 1983 |
|
SU1119825A1 |
| Устройство для определения степени затупления режущего инструмента | 1983 |
|
SU1138700A1 |
| Устройство для диагностики состояния процесса резания | 1983 |
|
SU1122476A1 |
