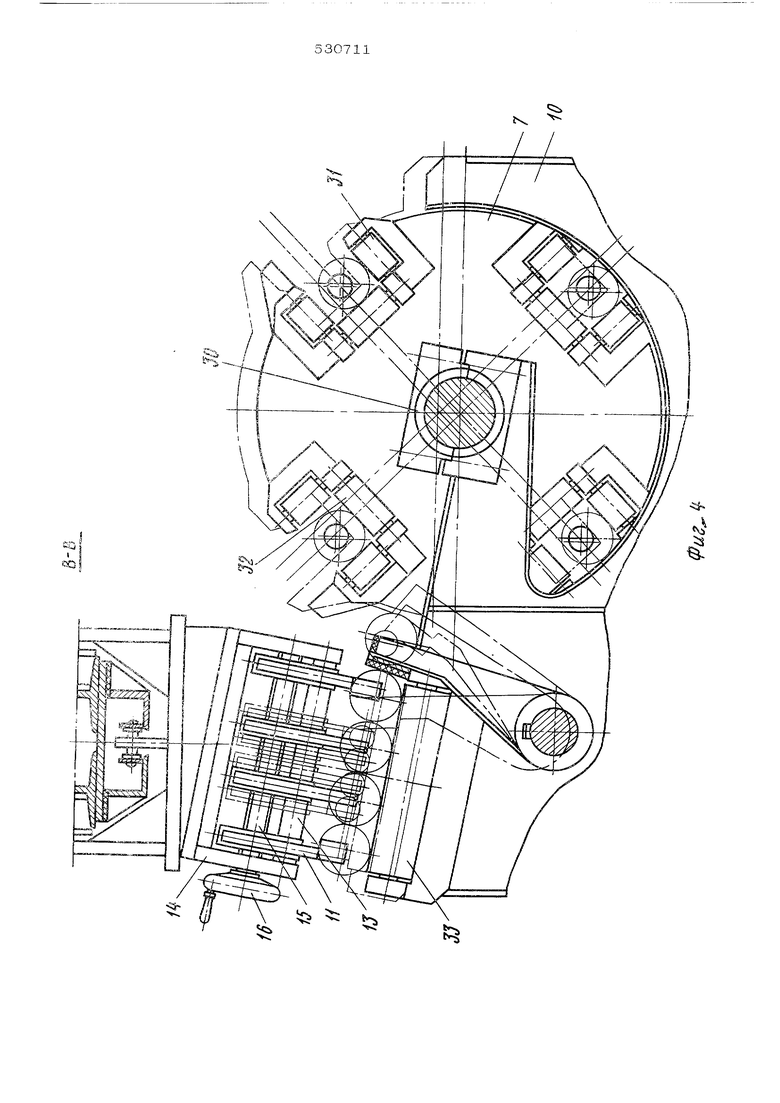
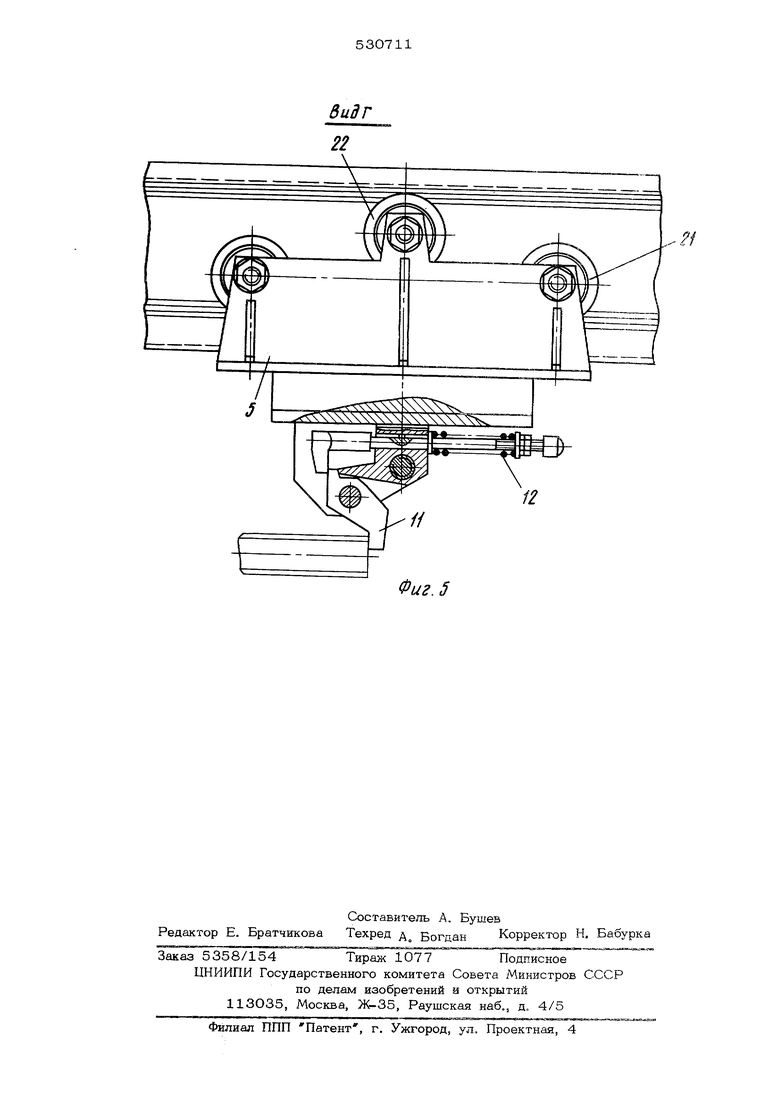
мк 12 и уст ановлент-зымк на оси 13 обще.ч траверзы 14. Рычаги 11 перемещаются на размер заготовки винтом 15, приводимым от шгурзапа 16. Число рычагов соответствует числу открытых пазов 8 дисков 7
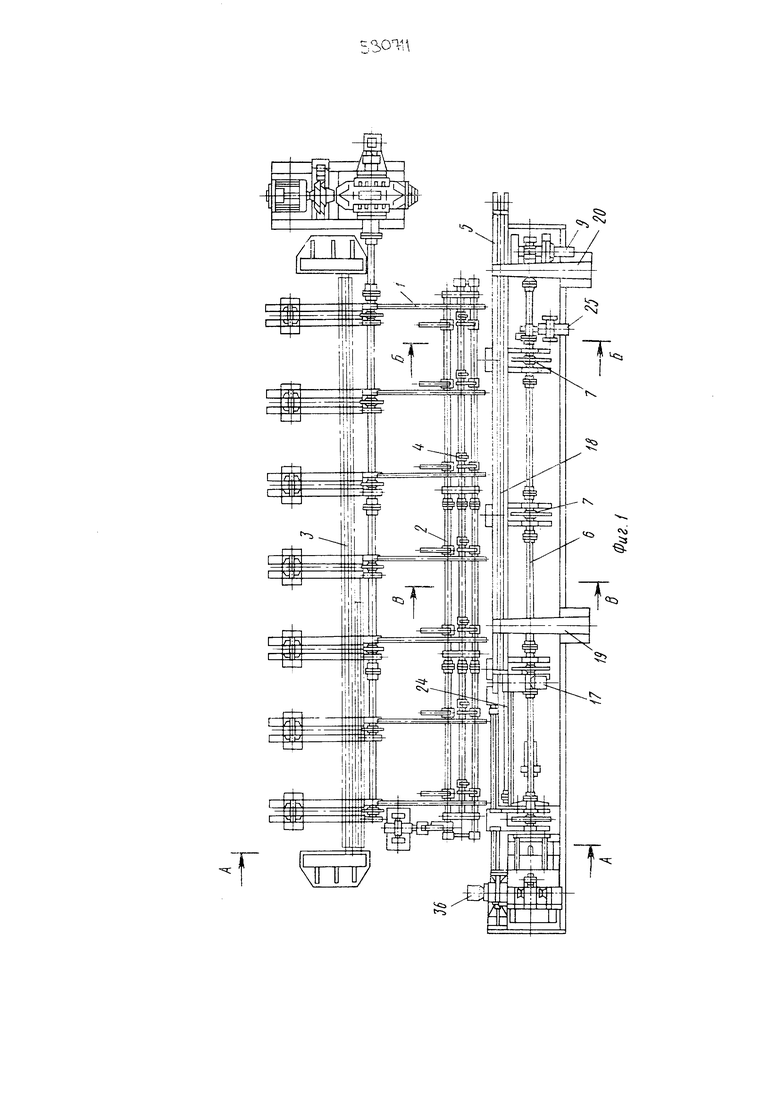
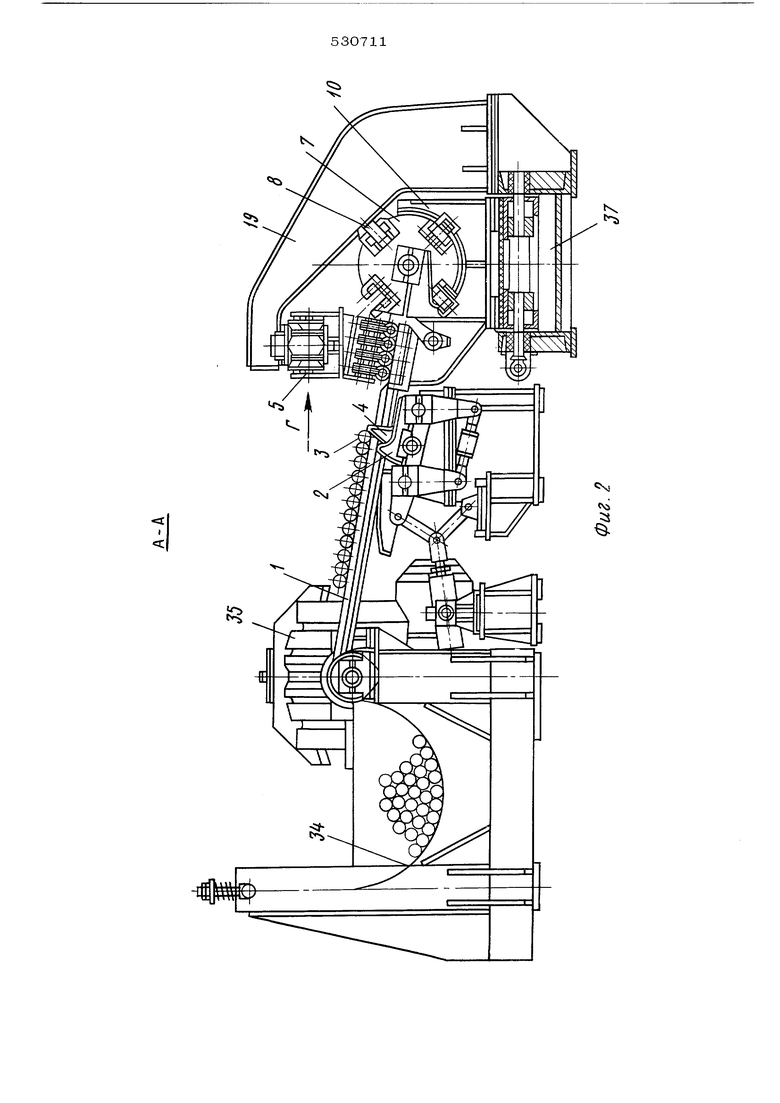
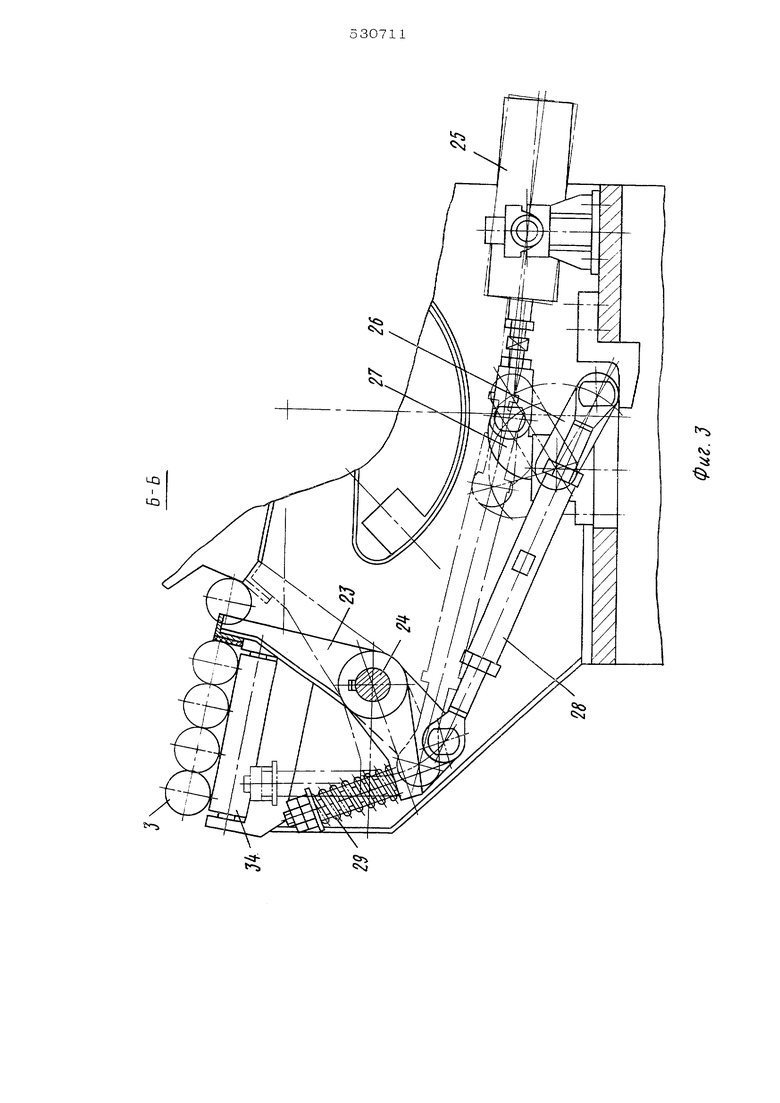
Цепной механизм перемещения 5 приводится гидродвигателем 17 и установлен на балке 18, смонтированной на стойках 19 и 2О на роликах 21 и 22. Между поворотным Banoivi 6 с дисками 7 и цепным механизмом перемещения 5 установлен упор выполненный в виде рычагов 23, установленных на общей трансмиссии 24, связанной с приводом 25 рычагами 26 и 27 и тягой 28. На рычагах установлена амортизационная пружина 29.
Диски 7 поворотного вала 6 установлены на подшипниках 30. На диске смонтированы ролики 31 и 32, установленные по контурам пазов 8. В aoHie действия рычагов 11 цепного механизма перемещения смонтированы ролики 33.
Стол загрузки работает след ющим образом.
Пакет заготовок 3 загружается в карманы 34 иерел-анной емкоеги, из -соторого периодически порциями ссыпается на наклонкую решетку 1, где рассыпается в один ряд Отсюда механизмом дозированной поперечной передачи 2, управляемым цилиндром 35, одноБременно убирающим зедержник 4, заготовки 3 зыааю-1-ся на ролики 33 и останавливаются рычагами 23. 3 этот момент цепной г-,еханизм 5 перемещается вперед и своими рычагами 11 захватывает торцы заготовок 3 и перемешает их до упора 36.
Так как рычаги 11 подпружинены, то можно перемещать заготовки различной длины и выравнивать передние их торцы за один ход цепного механизма перемещения 5,
После этого цепной механизм перемещения отводится назад, и рычаги 11 возвращаются под действием своего веса в исходное положение.
Одновременно приводом 25 отводятся рычаги 23 и заготовки 3 скатываются в зону действия захватов открытых пазов 8. За один оборот поворотного вала 6 происходит полная его загрузка.
При изменении диаметра заготовки осуществляют регулировку стола по высоте ntin помощи механизма 37.
Формула изобретения
Отол загрузки многониточного стана холодной прокатки труб, содержащий наклонную решетку, механизм дозированной поперечной передачи заготовок и цепной механизм перемещения их в осевом направлении отличающийся тем, что, с целью сокращения цикла загрузки, он снабжен установленным соосно стану поворотным валом с несколькими дисками, имеющими по периферии радиально расположенные соответственно числу ниток открытые пазы, а на цепном механизме соответственно числу ниток смонтированы с регулируемым расстоянием подпружиненные в осевом направлении рычаги.
Источники информации, принятые во внимание при экспертизе:
1. Чертеж архива Электростальского завода тяжелого мащиностроения № 1-171654 от 14. 03, 1969 г.
N.
r
I
rft
i
:s
в ид Г
,Я Фиг. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный стан для волочения труб на длинной оправке | 1980 |
|
SU1002065A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| Ковочный комплекс | 1991 |
|
SU1787639A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Многониточный стан холодной прокатки труб | 1974 |
|
SU644564A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Установка для сварки сильфонов | 1980 |
|
SU1009680A1 |
| Устройство для производства многослойного торта | 1986 |
|
SU1533630A1 |