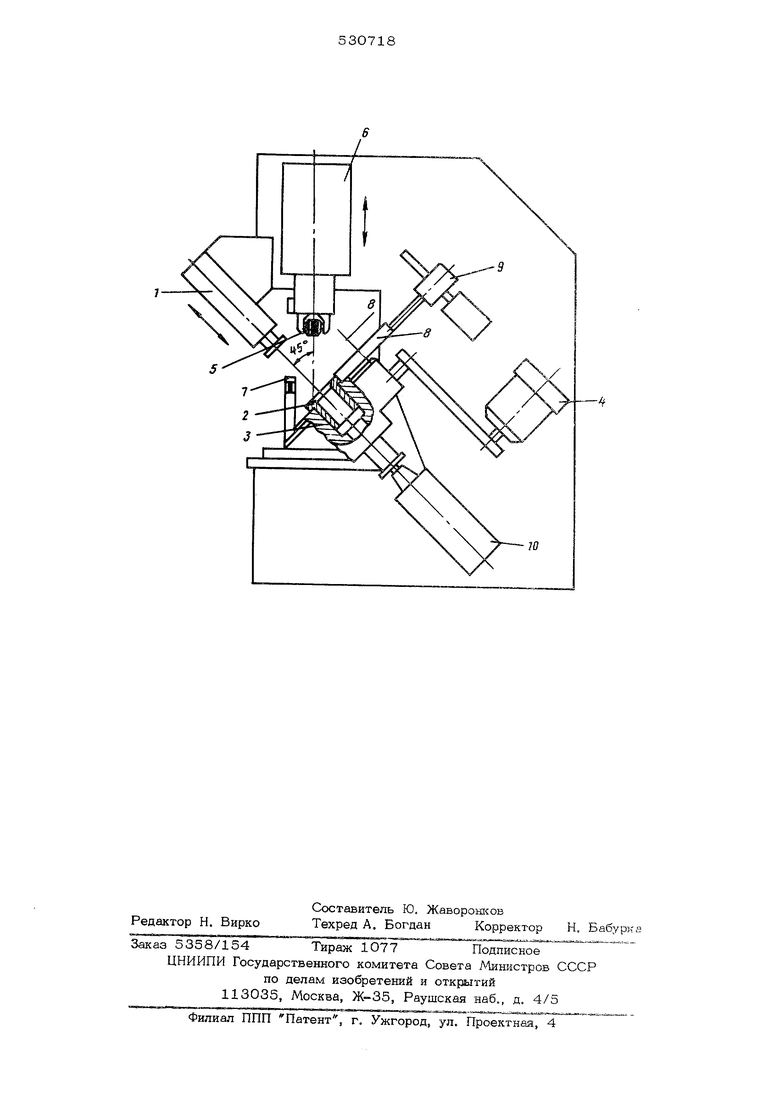
товочный ролик 5 в сторону изделия 2, а по достижении его скорость подачи ролика замедляется. Ролик 5 направляет деформируемый металл в сторону оборудования бурта. Высота бурта определяется положением регулируемого упора 7.
Когда механизм формования бурта опустится на упор 7, ролик 5 еще некоторое время калибрует торцовую поверхность бурта.
Деформируемый материал бурта достигает поверхности подкатного ролика 8, который формирует поверхность бурта по наружному диаметру, причем величина наружного бурта регулируется положением ролика 8.
По окончании обработки ролики 5 и 8 отводятся в исходное положение, привод 4 вращения матрицы 3 выключается и выталкиватель 10 выбрасывает деталь из матрицы.
Расположение плоскости подачи отбортовочного ролика под углом 45° к продольной оси матрицы позволяет направлять весь деформируемый металл только в стороны образования бурта.
Соответствие одной части поверхности отбортовочного ролика внутренней поверхности бурта, а другой - торцовой части бурта готовой детали позволяе получить бурт с фигурной поверхностью.
Формула изобретения 1. Устройство для получения бурта заданного диаметра на изделии, имеющем форму тела вращения, содержащее станину, на которой смонтирована матрица, приводимая во вращение от привода, свободно вращающийся на оси отбортовочный ролик, снабженный механизмом осевого перемещения, отличающееся тем, что, с целью получения бурта заданной толщины, устройство снабжено регулируемым подкатным роликом, свободно вращающимся вокруг сваей оси, расположенной параллельно продольной оси матрицы, и регулируемым упором, ограничивающим перемещение отбортовочно го ролика.
2. Устройство по п. 1, отличающее с я тем, что с целью улучщения условий распределения деформируемого материала в сторону бурта, ось отбортовочного ролика расположена под углом, преимуществ венно равным 45°, к продольной оси матрицьь
3. Устройство по пп. 1 и 2, о т л и чающееся тем, что часть профиля отбортовочного ролика соответствует профилю внутренней поверхности бурта, а - наружной.
4. Устройство по п. 1, о т л и ч а ющ е е с я тем, что оно снабжено выталкивателем, установленным в отверстии матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для деформирования трубчатых заготовок | 1980 |
|
SU944715A1 |
| Способ получения осесимметричных деталей | 1986 |
|
SU1488087A1 |
| Устройство для получения борта на изделиях типа тел вращения | 1989 |
|
SU1660798A1 |
| Штамп для изготовления тройников из листовых заготовок | 1980 |
|
SU893285A1 |
| Устройство для получения бурта надЕТАляХ ТипА ТЕл ВРАщЕНия | 1977 |
|
SU841711A1 |
| СПОСОБ ПОЛУЧЕНИЯ БУРТОВ НА ТРУБЧАТЫХ ЗАГОТОВКАХ РАСКАТКОЙ | 2006 |
|
RU2304033C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для торцовой раскатки осесимметричных изделий | 1985 |
|
SU1291260A1 |
| Устройство для раскатки осесимметричных изделий | 1986 |
|
SU1402397A2 |
| СПОСОБ РАСКАТКИ ФЛАНЦЕВ ТРУБЧАТЫХ ЗАГОТОВОК | 2012 |
|
RU2499648C1 |