а
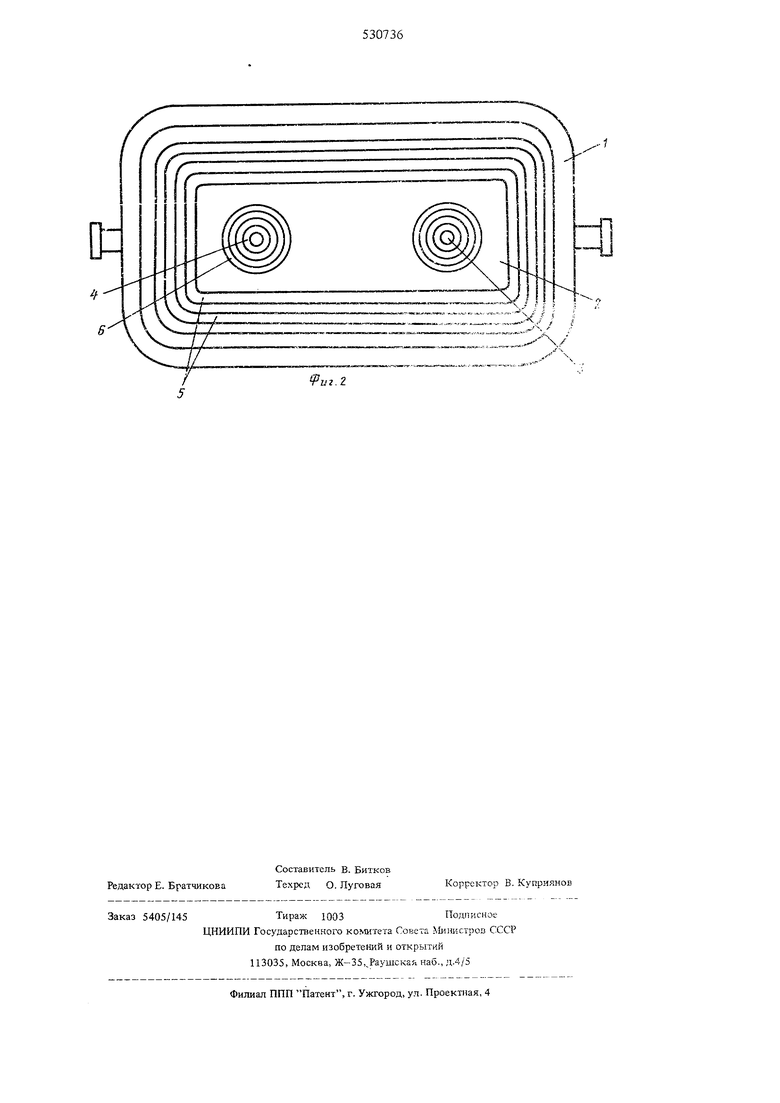
Промежуточный сталеразливочный ковш состоит из футерованных стенок, днища 2. разливочного стакана 3 с буртиком 4, канавок 5, размещенных вдоль стенок ковша, и канавок 6, расположенных по концентрическим окружностям.
При непрерывной разливке стали, раскисленной алюминием с содержанием более 0,02%, металл поступает из основного сталеразлиБОЧного ковша (на чертежах не показан) в промежуточный ковш. Сталь из промежуточного ковша сливается через разливочный стакан 3 в кристаллизатор (на чертежах не показан).
В процессе непрерывной разливки футерованные стенки i и днища 2 омываются потоками стали. При этом алюминий, находящийся в металле, вступает во взаимодейстеие с футеровкой ковша по реакции
sio.-Ae Ae Oj-i-s-i
Выделившийся глинозем сползает под действием ко}тективных потоков ста;ш по стенкам 1 и дншцу 2 к разливочному стакану 3. При этом, хотя удельный вес глинозема меньше удельного веса жидкой стали, оь: не всплывает и постоянно находится в контакте со стенками ковша, что объясняется его лучшей смачиваемостью с размягченной футеровкой, чем с ж1-щкой сталью.
При увлечетти глшюзема конвективными потоками стали к разливочному стакану 3 он на своем пути встречает ряд канавок 5 и 6, куда и затекает и перестает увлекаться коквектизкыми потоками к разливочному сгак;шу 3.
Попакшис но каким-либо причинам частчки г:шноземз к разпивочному стакпну 3 задерживаются буртиками 4. Канавку. 5, расположенные вдоль стенок 1, предназначены в основном для задержания глинозема, стекающего по стенкам 1.
Канавки 6, размещенные по ковдер.трическим окружностям, служат в основном для задержания оставиюгося глинозема, стекающего по днищу 2.
4
При этом канавки 5 вьшолнены от стенок 1 ковша на расстоянии, равном 0,1-0,2 ширины внутренней полости ковша, а канавки 6 расположены вокруг разливочного стакана 3 на расстоянии от их 5 центров, равном 4-8 диаметров сливных отверстий.
Взаимное расположение канавок 5 и 6 в днище 2 цромежуто1шого ковша объясняется габаритами применяемых в настоящее время блоков 10 футеровки. Из этих же соображений выбирается и глубина канавок, составляющих 0,5-1,0 диаметра разливочного стакана 3, а ширина - 2-3 з тсазанного диаметра.
15Форму л а изобретения
1. Промеж}точнь Й сталеразливочный ковш, содержащий кожух, огнеупорную футеровку и разливочные стаканы с буртиками по их периметру,
0 возвышающтеся над днищем ковша, отличаюUI и и с я тем, что, с целью исключения затягива:шя отверстий разливочных стаканов, в днище ковша выполнены канавки, коьщентрически расположенные вдоль его стенок, и канавки, расположенные по
{5 концентрическим окруж}юстям вокруг отверстай разливочных стаканов.
2.Ковш по п. 1, отличающийся тем, что канавки вдоль его стенок расположены на расстоянии от последних, равном 0,1-0,2 ширины внутренней полости ковша, а радиус концентрических окружностей равен 4-8 диаметрам отверстий разливочных стаканов.
3.Ковш по п. 1, отличающийся тем,чгоглубинаканавоксоставляетО,5- 1,0 диаметра, аши1жна5 2-3 .диаметра отверстия разливочного стшсана.
Источники информации, принятые во вниматше тфи экспертизе:
1.Патент Японии N48-25866, кд II ВО 03.12.70 г.
2.Патент Великобритании №1177674, кл.В 3 F 0 14.01.70г.

| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш машины непрерывного литья заготовок | 1987 |
|
SU1563840A1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2005 |
|
RU2296647C2 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| Промежуточный ковш многоручьевой машины непрерывного литья заготовок | 1988 |
|
SU1560375A1 |
| Установка для непрерывной разливки стали | 1988 |
|
SU1715483A1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1998 |
|
RU2148474C1 |
| Устройство для подвода металлапРи НЕпРЕРыВНОй РАзлиВКЕ | 1979 |
|
SU829325A1 |