1
Изобретение относится к области литейного и прессового оборудования.
Известна установка для изготовле шя заготовок с совмещением литья и штамповки 1 , состоящая из устройства для тштья под низким давлением, штамповочной машины, вырубного пресса, устройства для удаления облоя и манипулятора, вьшолнеиного в виде вращаемой поворотной руки.
Но такая установка мало производительна, так как необходимо много времени затрачивать на отливку заготовки, остывания и транспортировку ее по технологическим позициям.
Отличительной особенностью пре.цлагаемой установки является то, что она снабжена комплектами пояуформ, каждый из которых перемещается отдельным шаговым конвейером, причем в полуформах вьшолнены пазы, образующие общий канал, соединенный литниковыми отверстиями с формообразующими полостями и заливаемый металлом одновременно с отливкой заготовок. Установка снабжена Т-образной направляющей для направления отлитой полосы с заготовками в процессе их перемещения по технологическим позициям, на которых установлены
, вырубной пресс и ножш1цы со встречным движением рабочих органов.
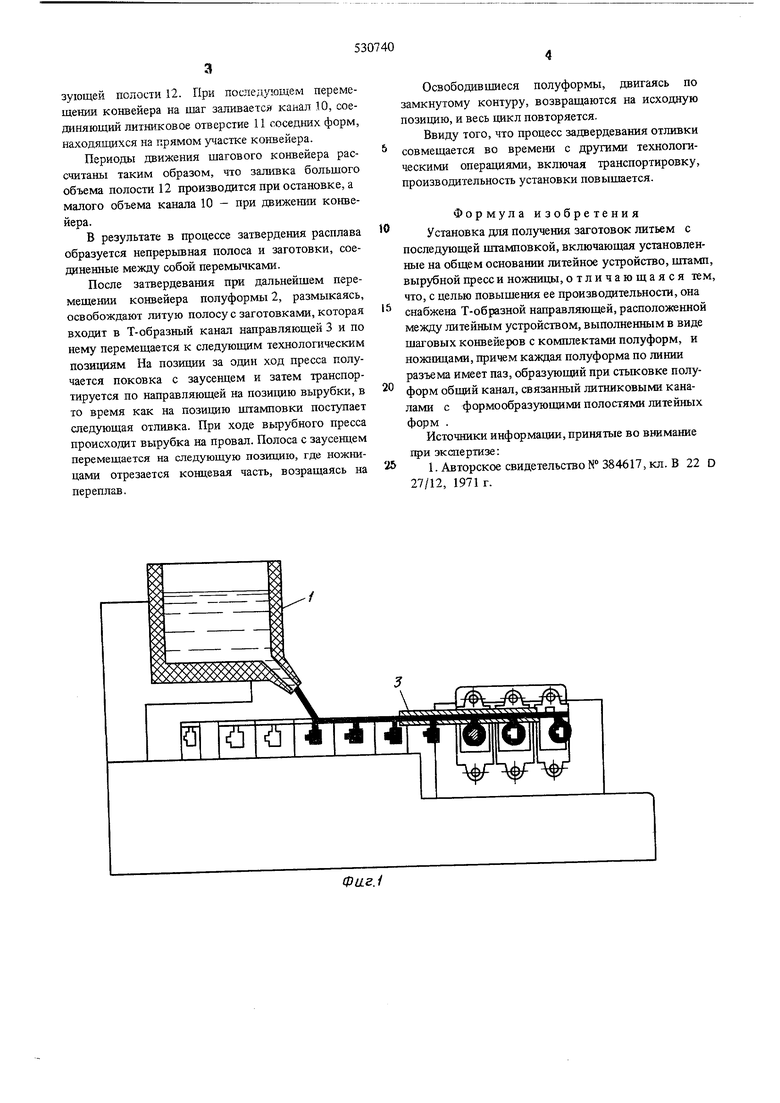
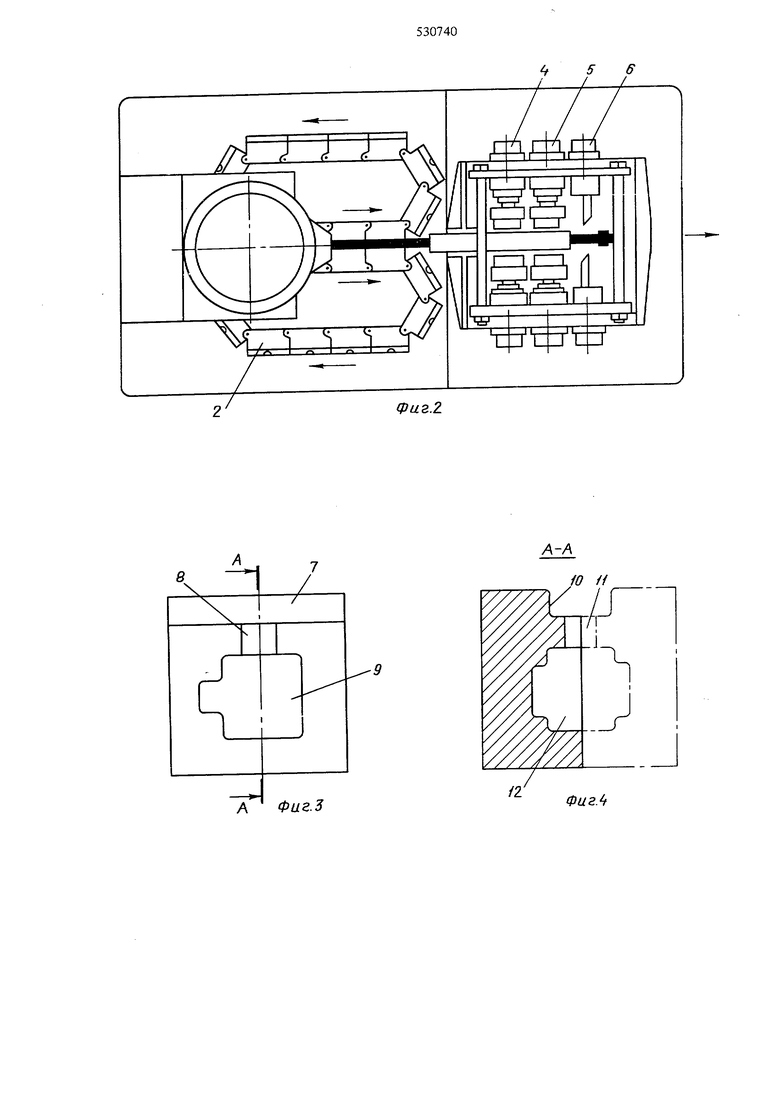
На фиг. 1 и 2 изображена предлагаемая установка в двух проекш1ях; на фиг. 3 - полуформа; на фиг. 4 разрез по А-А на фиг. 3; на фиг. 5 - направляющая; на фиг. 6 - разрез по Б-Б на фиг. 5.
Установка состоит из тигля 1, двух комплектов полуформ 2, установленных на отдельных конвейерах, движущихся по замкнутым . направляющей 3 для удержания и напрявления литой полосы с заготовками после размыкания полуформ, штампа 4, вырубного пресса 5 и ножниц 6. установленных вдоль направляющей.
В стенке каждой полуформы 2 выполнен паз 7, соединенный литниковым каналом 8 спо.лостью9. Направляющая 3 имеет Т-образный канал.
Установка работает следующим образом. Перед заливкой парные полуформы, движухдиеся на разных конвейерах, смыкаются. При этом пазы 7 образуют канал 10 дая непрерывной заливки, литниковые каналы 8 - литниковое отверстие 11, а полости 9 - формообраззющую полость 12. Далее шаговым конвейером сомкнутая форма подается на позицию заливки, где в период паузы в движении конвейера производится заливка формообразующей полости 12. При последующем перемещении конвейера на шаг заливается канал 10, соединяющий литниковое отверстие 11 соседних форм, находящихся на прямом участке конвейера.
Периоды движения шагового конвейера рассчитаны таким образом, что заливка большого объема полости 12 производится при остановке, а малого объема канала 10 - при движении конвейера.
В результате в процессе затвердения расплава образуется непрерьшная полоса и заготовки, соединенные между собой перемычками.
После затвердевания при дальнейшем перемещении конвейера полуформы 2, размыкаясь, освобождают литую полосу с заготовками, которая входит в Т-образный канал направляющей 3 и по нему перемещается к следующим технологическим позициям На позиции за один ход пресса получается поковка с заусенцем и затем транспортируется по направляющей на позицию вырубки, в то время как на позицию штамповки поступает следующая отливка. При ходе вьфубного пресса происходит вырубка на провал. Полоса с заусенцем перемещается на следующую позшдаю, где ножницами отрезается концевая часть, возращаясь на переплав.
Освободившиеся полуформы, двигаясь по замкнутому контуру, возвращаются на исходную позицию, и весь цикл повторяется.
Ввиду того, что процесс задвердевания отливки совмещается во времени с другими технологическими операциями, включая транспортировку, производительность установки повышается.
Формула изобретения Установка для получения заготовок литьем с последующей штамповкой, включающая установленные на общем основании литейное устройство, штамп, вырубной пресс и ножницы, отличающаяся тем, что, с целью повышения ее производительности, она снабжена Т-образной направляющей, расположенной между литейным устройством, выполненным в виде шаговых конвейеров с комплектами полуформ, и нож1шдами, причем каждая полуформа по линии разъема имеет паз, образующий при стыковке полуформ обшдй канал, связанный литниковыми каналами с формообразующими полостями литейных форм .
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство № 384617, кл. В 22 D 27/12, 1971г.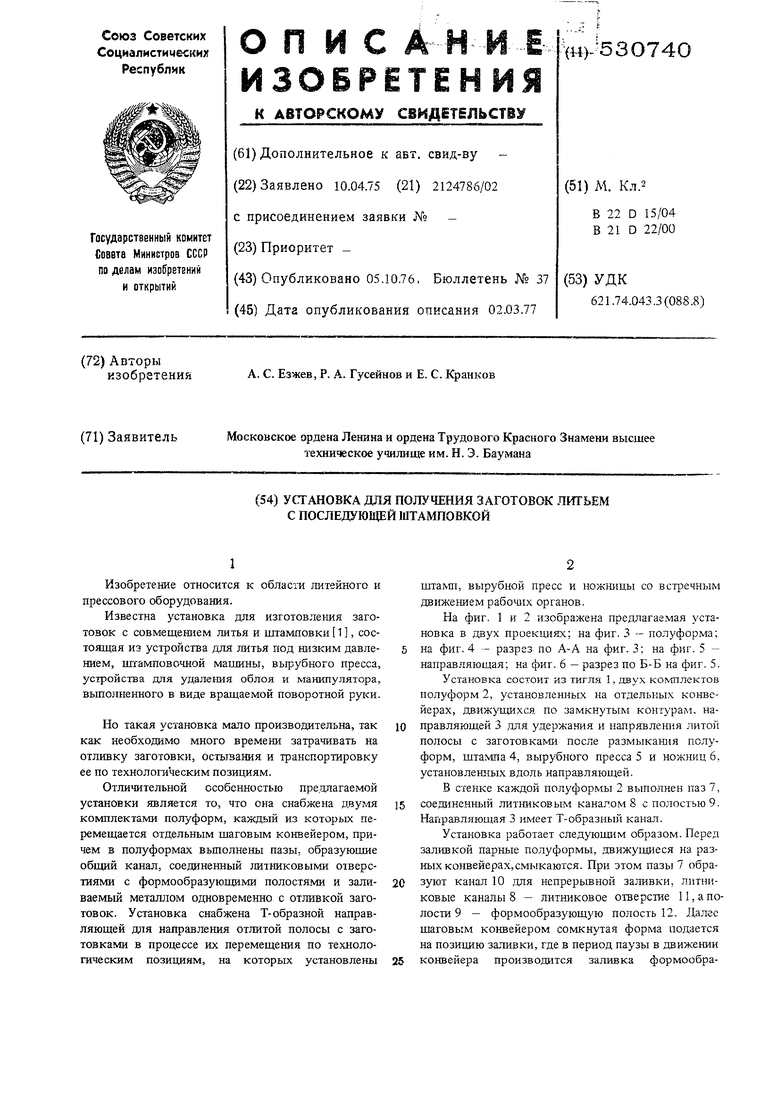
/ /. 1 - Ч У
A7
8
Ч
A Фиг.З
fpuB.Z
A-Л
iO //
Фиг. 1
6-6
Фи.г.6
