Изобретение относится к литейному производству, в частности к литью в постоянные формы - кокили.
Известна установка для получения заготовок литьем с .последующей штамповкой, состоящая из тигля, двух комплектов полуформ, установленных на двух отдельных горизонтально замкнутых конвейерах, движущихся по замкнутым контурам, направляющей для удержания и направления литой полосы с заготовками после размык ния полуформ, штампа, вырубного пресса и ножниц, установленных вдоль направляквдей 1.
Недостатками далной установки ядаляютсй сложность и громоздкость конструкции, вызванная наличием двух конвейеров в роли транспортирующего средства полуформ. Кроме того, при смыкании конвейеров не получается точная центровка полуформ, при размыкании их не обеспечивается надежное одновременное освобождение заготовки полуформами, что может привести к искривлению литойполосы, затрудняющее движение ее по направляющей .
Наиболее близкой к изобретению является установка для литья заготовок, в частности решеток или ребристых плит, содержащая заливочное устройство, вертикально-замкнутый конвейер, нэ котором установлены Неразъемные изложницы и вытяжные валки, напраБляк1цие литую заготовку к устройству для ргэки ее на части. Изложницы шарнирно соединены между собой, что позволяет осуществлять не только поворот, но и прямолинейное вертикальное смещение одной изложницы относительно другой 2.
Недостаток известной установки состоит в том, что она предназначена для отливки заготовок простой формы типа ленты, что ограничивает ее применение. Например, на установке нельзя получить заготовки для последующей их щтамповки.
Целью изобретения является расширение технологических возможностей установки.
Цель достигается тем, что в установке для литья заготовок, содержащей заливочное устройство, вертикально-замкнутый конвейер с литейными формами, устройство для передачи отливок на последующую обработку, литейные формы выполнены с вертикальным разъемом и установлены с возможностью перемещения полуформ в горизонтальном направлении, а вёртикально-замкнутый конвейер снабжен механизмом раскрытия прлуформ,. выполненным в виде двух /гидроцйлиндров: с г-образными захватами на концах штоTiOB, при этом на полуформах выполнены выступы, взаимодействующие с гобразными захватами.
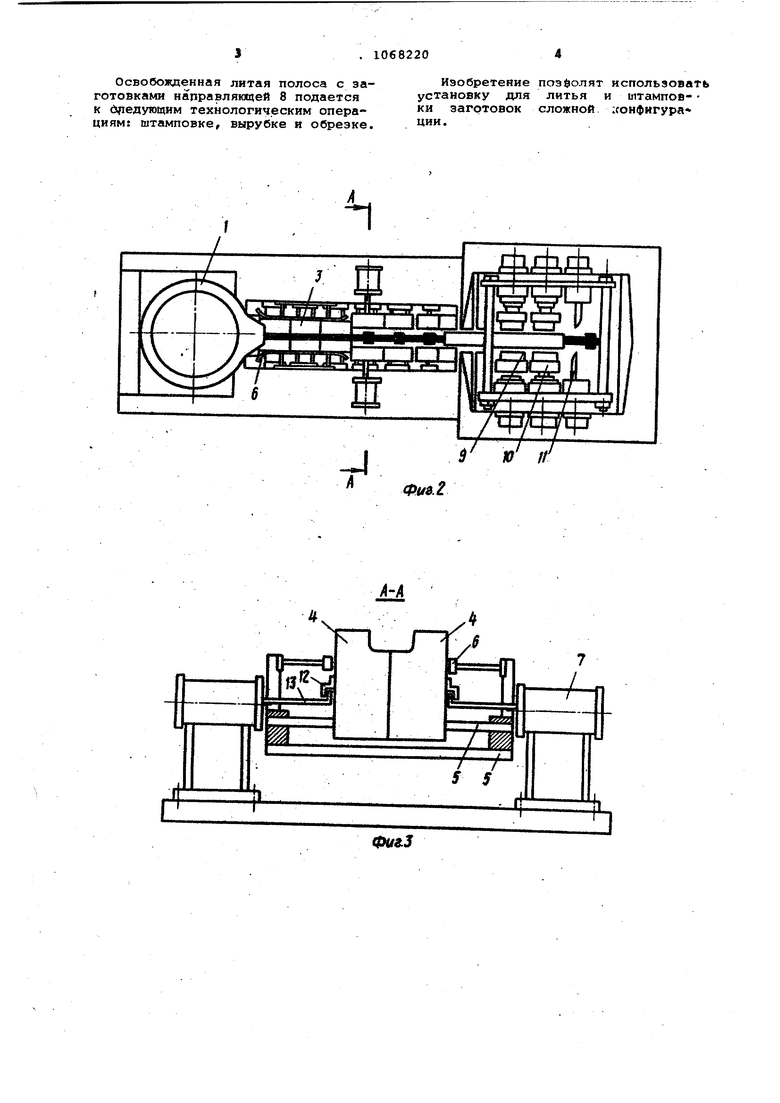
На фиг. 1 - изображена установка, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на
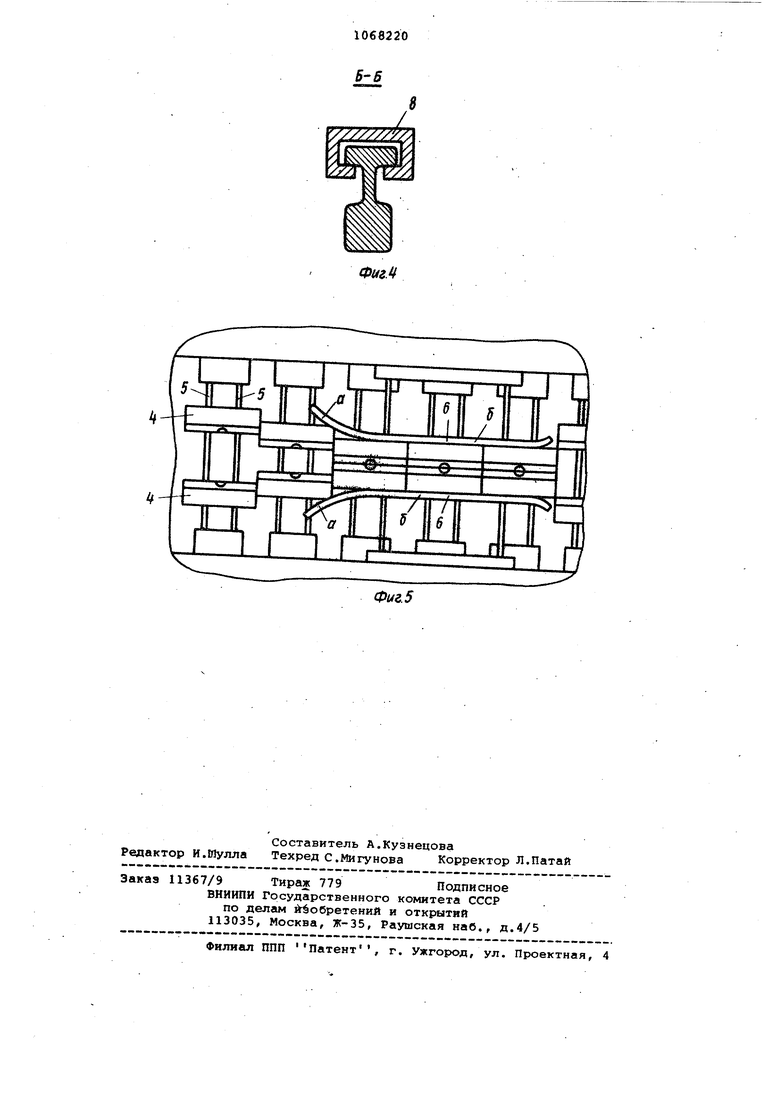
фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - расположение цолуформ, вид сверху.
Установка содержит тигель 1, вертикально-замкнутый конвейер 2 с
0 литейными формами 3; состоящими из полуформ 4, установленных на направляющих колонках 5, жестко закрепленных на конвейере. Конвейер содержит направляющие 6, обеспечивакщие плотс ное смыкание полуформ. 4 при их движении на позицию заливки. Кроме того, установка, содержит два пневмоцилиндра 7, предназначенных для размыкания полуформ, направляющую 8 для удержания и направления литой полосы
0 с заготовками после размыкания полуформ, штамп 9, вырубной пресс 10 и ножницы 11, установленные вдоль направляющей 8, В задней стенке каждой полуформы 4 выполнены выступы
5 12, а на конце штоков пневмоцилиндJ10B 7 выполнены сопрягаемые с ними Г-образные захваты 13. Установка работает следующим образ.ом.
0 Парные полуформы 4, расположенные на направлявдих колонках 5, при входе в верхнюю прямолинейную часть конвейера попадают в -захватывающую частью направляющих 6, которые при
5 движении конвейера осуществляют смыкание полуформ. При этом сомкнутые полуформы образуют канал для непрерывной заливки формообразующей полости , Далее шаговым конвейером сомкQ нутая форма подается на позицию
заливки, где в период паузы вдвижеНИИ конвейера производится заливка формообразующей полости, а при. последующем перемещении конвейера на шаг заливается канал, соединяющий литниковые отверстия соседних, форм.
При движении конвейера полуформы, поступающие на позицию размыкания с помощью Г-образных выступов 12,
входят в сцепление с Г-.образными
захватами 13 штоков пневмоцилиндров 7. Во время остановки конвейера при включении пневмоцилиндров 7 происходит размыкание полуформ, тем са5 мым заготовки освобождаются. При
следующем шаге конвейера штоки пневмоцилиндрор 7 выходят из сцепления с полуформами и возвра а1аются в первоначальное положение для, сцепления
0 со следукяцими полуформами.
Разомкнутые полуформы попадают в нижнюю прямолинейную часть конвейера, где происходит очистка и смазка рабочих поверхностей.
Освобожденная литая полоса с заготовками направляющей 8 подается к йредугощим технологическим операциям: штамповке, вырубке и обрезке.
Изобретение позволят использовать установку для литья и штампов- ки заготовок сложной ;сонфигура ции.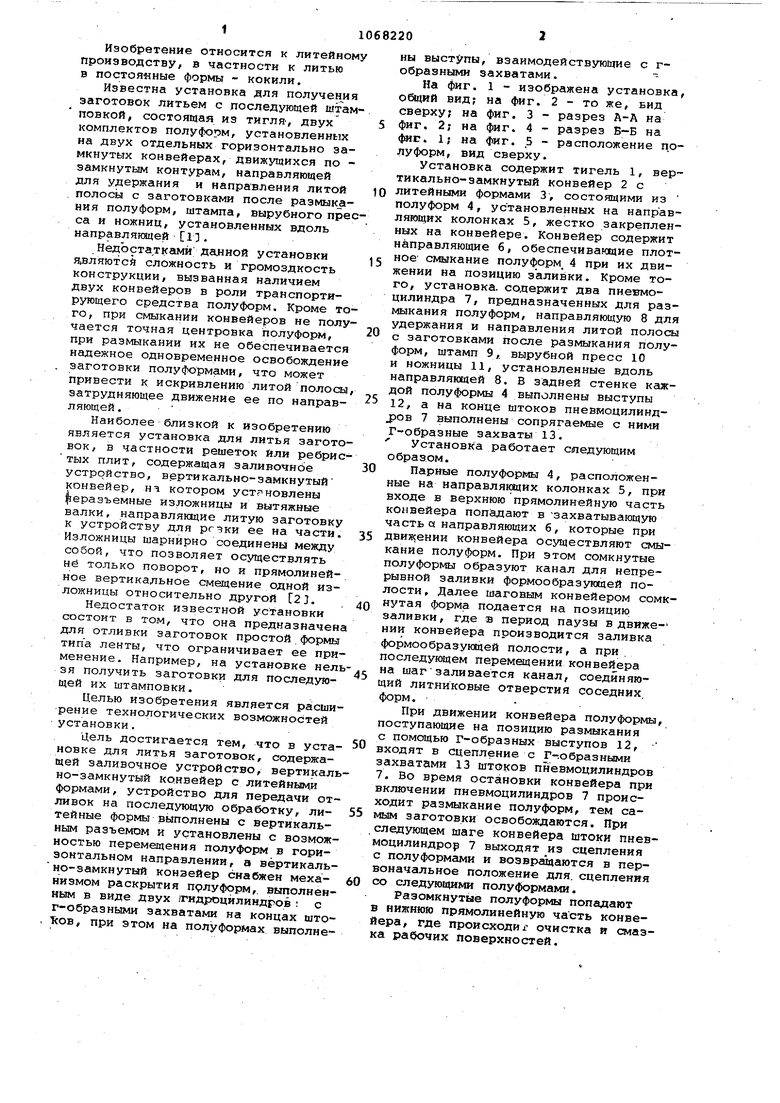
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения заготовок литьем с последующей штамповкой | 1975 |
|
SU530740A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1994 |
|
RU2091195C1 |
| Способ производства поршней для двигателей внутреннего сгорания с нирезистовым кольцом | 2024 |
|
RU2828524C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2120838C1 |
| Центробежно-литейная машина | 1980 |
|
SU904882A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1999 |
|
RU2173261C2 |
| Автоматическая роторная установка для формования полых полимерных изделий | 1988 |
|
SU1537562A1 |
| Машина для вертикального непрерывного литья заготовок | 1987 |
|
SU1650336A1 |
| Способ производства поршней двигателей внутреннего сгорания из алюминиевых сплавов с нирезистовой вставкой | 2020 |
|
RU2773555C2 |
| ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ВЫЖИМАНИЕМ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1992 |
|
RU2025206C1 |
УСТАНОВКА ДЛЯ ЛИТЬЯ ЗАГОТОВОК, содержащая заливочное устройство, вертикально-замкнутый конвейер с литейными формами, устройство для передачи отливок на последуящую обработку, отличаю щаяся тем, что, с целью расширения технологических возможностей, литейные форк выполнены с вертикальным разъемом и установлены с возможностью перемещения полуформ в горизонтальном направлении, a вертикально-замкнутый конвейер снабжен механизмом раскр$1тня полуформ, выполненным в виде двух гидроцилиндров с Г-образны№1 захватами на концах штоков, при этом на полуформах выполнены выступы, вяаимодействуиадие с Г-образными захватами.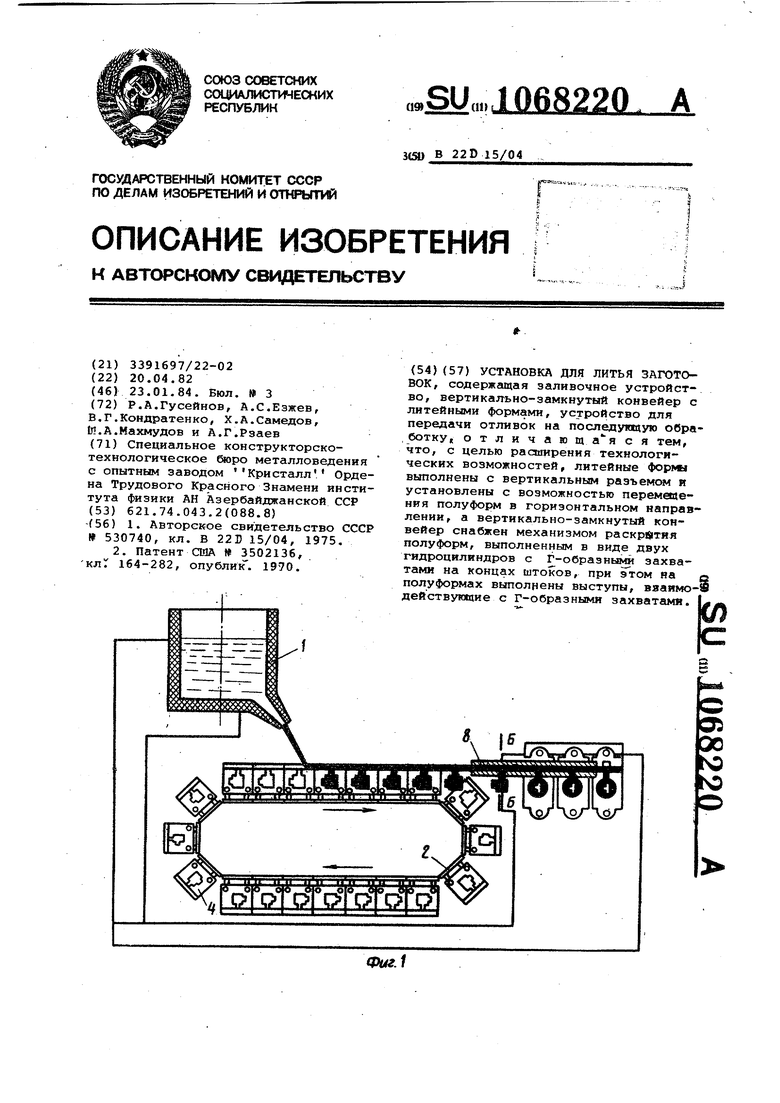
3 Ю Фи9.2 //
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для получения заготовок литьем с последующей штамповкой | 1975 |
|
SU530740A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3502136, кл:: 164-282, опублик | |||
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
