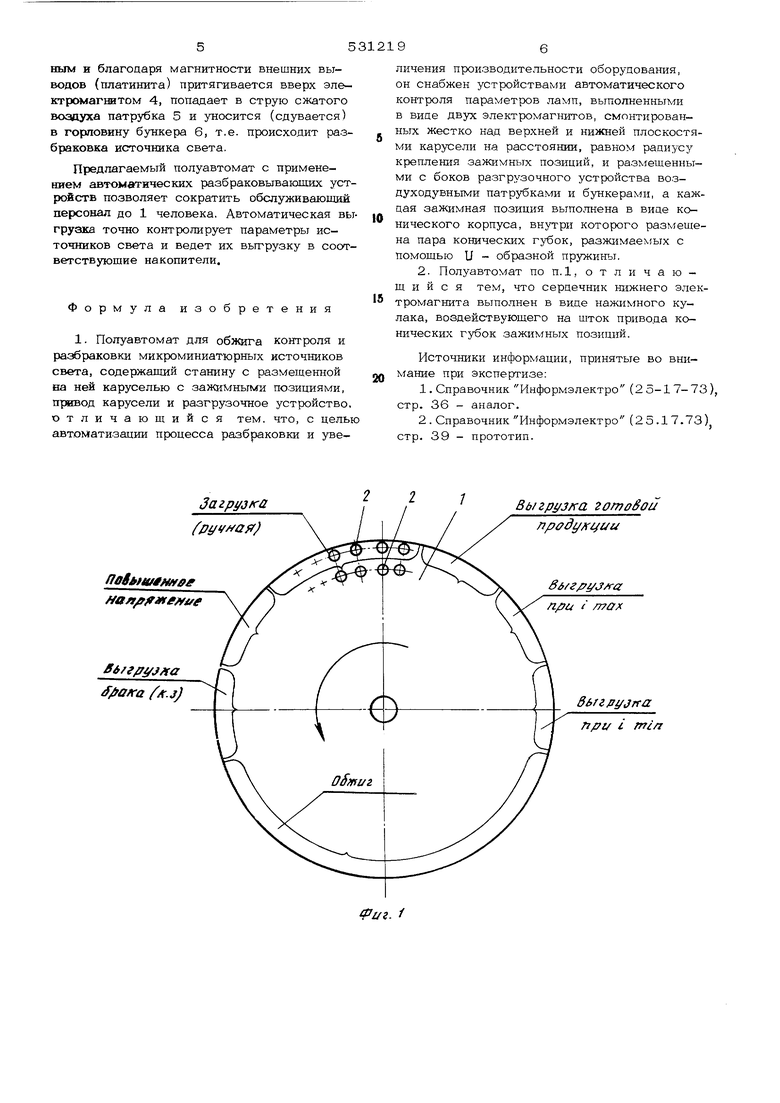
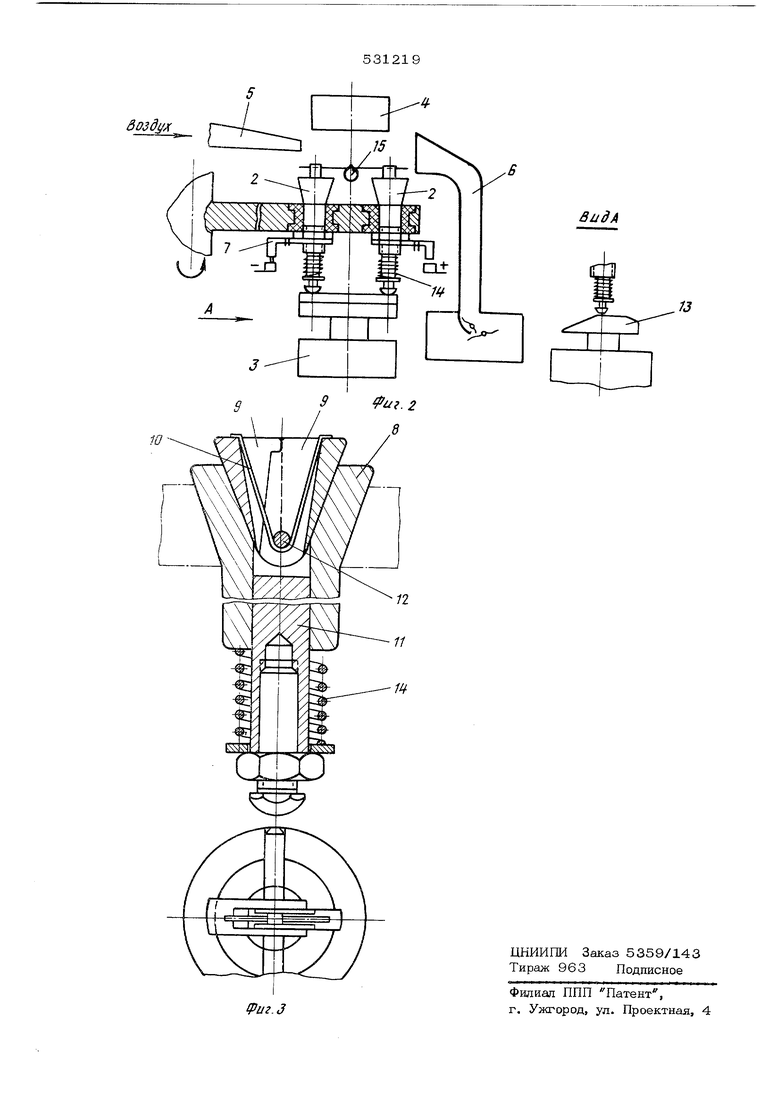
(54) ПОЛУАВТОМАТ ДЛЯ ОБЖИГА, КОНТРОЛЯ И РАЗБРАКОВКИ МИКРОМИНИАТЮРНЫХ ИСТОЧНИКОВ СВЕТА равном радиусу крепления зажимных позиций, и размешенными с боков разгрузочного устройства воздухонадувными патрубками и бункерами, а каждая зажимная позиция выполнена в вице конического корпуса, внутри которого размещена пара конических губок, разжимаемых с помощью I/ -образной пружины. Кроме того с целью быстрого разжатия и выхода конических губок из корпуса сердечник нижнего электромагнита выполнен в виде нажимного кулака, воздействующего на щиток привода к нических губок зажимных позиций. Предлагаемый полуавтомат выполнен в виде непрерывно вращающейся карусели, ра положенной на станине, снабженной разгруз ными устройствами. Конструктивные устройства выполнены однотипно. Принцип их работы основывается на магнитности внешних выводов микроминиатюрных источников света. На карусели размещены устройства, выполненные из немагнитного материала, что способствует быстрому зажиму и разжиму выводов источ ников света. На фиг. 1 представлена конструктивная схема расположения узлов на карусели полуавтомата и порядок его работы; на фиг. 2 устройство автоматической разгрузки; на фиг. 3 - зажимное устройство. В полуавтомате для обжига, контроля и разбраковки микроминиатюрных источников света на карусели 1 по периметру периодически жестко закреплены зажимные позиции 2, корпус и губки которых выполнены из немагнитного материала. На участке кон троля на короткое замыкание (КЗ) размеще но устройство автоматического контроля и выгрузки источников света короткозамкнутых или с оборванным телом накала. На уч стке контроля разбраковки по минимальном току { t PIT i п ) размещены устройство, раз браковывающее источники света с заниженным током на участке контроля разбраковк по максимальному току (i m л х устройство, разбраковывающее источники света с повьгщенным током, и устройство раегрузки годной продукции. Между устройствами кон троля на (К.З) и на ( i (ПАХ источник света проходит зону отжига при нормальном токе. Разбраковывающие узлы (фиг. 2) на все участках выполнены конструктивно однотипно и состоят из электромагнита 3, расположенного под нижней плоскостью карусели, т.е. зажимными позициями 2 и служащего для их раскрытия, электромагнита 4, расположенного над верхней плоскостью карусели, т.е. над зажимными позициями на расстоянии достаточно близком, чтобы примагнитить (притянуть) источник света в момен разжатия зажимных губок, воздуходувного патрубка 5, бункера 6, токоведуших щин 7. Зажимное устройство (фиг. З) состоит из корпуса 8, верхняя часть которого проточена под конус, конусных зажимных губок 9, входящих одна в и заключающих между собой боразную пружину 10, сжособствующую их равномерному раскрытию, подвижного штока 11, жестко закрепленного с губками 9 посредством оси 12, Ось 12, скользя по позам корпуса 8, исключаегг возможность провертывания штока с губками. Предлагаемый полуавтомат работает следующим образом. На участке загрузки (фиг. 1) источник света загружается в зажимную позицию 2 и поступает на j acTOK повышенного напряжения, затем попадает на участок контроля, где производится автоматическая выгрузка (разбраковка) источников света с разрушенным телом накала (перегоревшим, короткозамкнутым, оборванным). Далее источник света поступает на участок отжига, где тело накала находится под номинальным напряжением определенный промежуток времени, затем - на участки разбраковки по минимальному и максимальному току, т.е. в первом случае выгружаются источники с пониженной мощностью, во втором- с повышенной. После этого источник света попадает на участок выгрузки годной продукции. Ввиду того, что принцип работы и конструкция разбраковочных устройств на всех операционных участках одинаковы, рассмот-РИМ работу устройства на участке разбраковки источников света с ра.зрушенным телом накала. Разбраковочное устройство (фиг. 2) работает следующим образом. При подходе за жимных позиций 2 с зажатым источником света, (тело накала которого не разрушено, не (К.З) к токоведушим шинам 7 замлткается электрическая цепь, включая электромагнит 3, который,притягивая (вниз) сердечник 13, играющий роль кулака, освобождает наконечники зажи гаых позиций, давая возможность пружинам 14 зажать источник света 15 (за внешний вывод), что исключает возможность притягивания его верхним электромагнитом, который включен постоянно, т.е. исключает возможность выгрузки. Если же зажимные позиции 2 подходят к токоведущим шинам 7 с браковатштм источником света (тело накала разрушено), электрическая цепь остается разомкнутой, следовательно электромагнит 3 не включается, и сердечник - кулак 13 остается в верхнем положении, не давая возможность пружинам 14 зажать зажимные губки позиций 2. В этом случае источник света остается свободным и благодаря магнитности внешних выводов (платинита) притягивается вверх электромагнитом 4, попадает в струю сжатого воздуха патрубка 5 и уносится (сдувается) в горловину бункера 6, т.е. происходит ра.збраковка источника света.
Предлагаемый полуавтомат с примене.нием автоматических разбраковывающих устройств позволяет сократить обслуживающий персонал до 1 человека. Автоматическая выгрузка точно контролирует параметры источников света и ведет их вьтгру.зку в соответствующие накопители.
Формула изобретения
1. Полуавтомат для обжига контроля и разбраковки микроминиатюрных источников света, содержащий станину с размещенной на ней каруселью с зажимными позициями, пршвод карусели и разгрузочное устройство, отличающийся тем. что, с целью автоматизации процесса разбраковки и увеличения производительности оборудования, он снабжен устройствами автоматического контроля параметров ламп, выполненными в виде двух электромагнитов, смонтированных жестко на.Д верхней и нижней плоскостями карусели на расстоянии, равном радиусу крепления зажимных позиций, и ра.змещенны.ми с боков разгрузочного устройства воздуходувными патрубками и бункерами, а каждая зажимная позиция выполнена в виде конического корпуса, внутри которого размещена пара конических губок, разжимаемых с помощью и - образной пружины.
2. Полуавтомат по п. 1, отличающий с я тем, что сердечник нижнего электромагнита выполнен в виде нажимного кулака, воздействующего на шток привода конических губок зажимных по.зиций.
Источники информации, принятые во внимание при эксперти.зе:
1. Справочник Информэлектро (25-17-73 стр. 36 - аналог.
2 . Справочник Информэлектро (25.1 7.73 стр. 39 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки полупроводниковых приборов по электрическим параметрам | 1980 |
|
SU1014072A1 |
| Автомат для сборки ножек электрических ламп | 1972 |
|
SU526971A1 |
| Автомат для разбраковки ферритовых торов по их магнитным свойствам | 1959 |
|
SU130582A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Полуавтомат для контроля и отбраковки ламп накаливания | 1982 |
|
SU1121722A1 |
| Устройство для цоколевания коммутаторных ламп | 1977 |
|
SU736217A1 |
| Автомат для монтажа ножек электрических ламп | 1981 |
|
SU995158A1 |
| Полуавтомат для контроля герметичности газонаполненных изделий | 1988 |
|
SU1640561A1 |
| Механизм выгрузки цоколей | 1976 |
|
SU752557A1 |
| ПОЛУАВТОМАТ ДЛЯ РАЗБРАКОВКИ ТРАНЗИСТОРОВ ПО ВЕЛИЧИНЕ И СТАБИЛЬНОСТИ ОБРАТНЫХ ТОКОВ ПРИ ПОВЫШЕННОЙ ТЕМПЕРАТУРЕ | 1970 |
|
SU273004A1 |
Загрузка
fpuz. / Bbizpi/jffa готовой npcdy/ff uu
