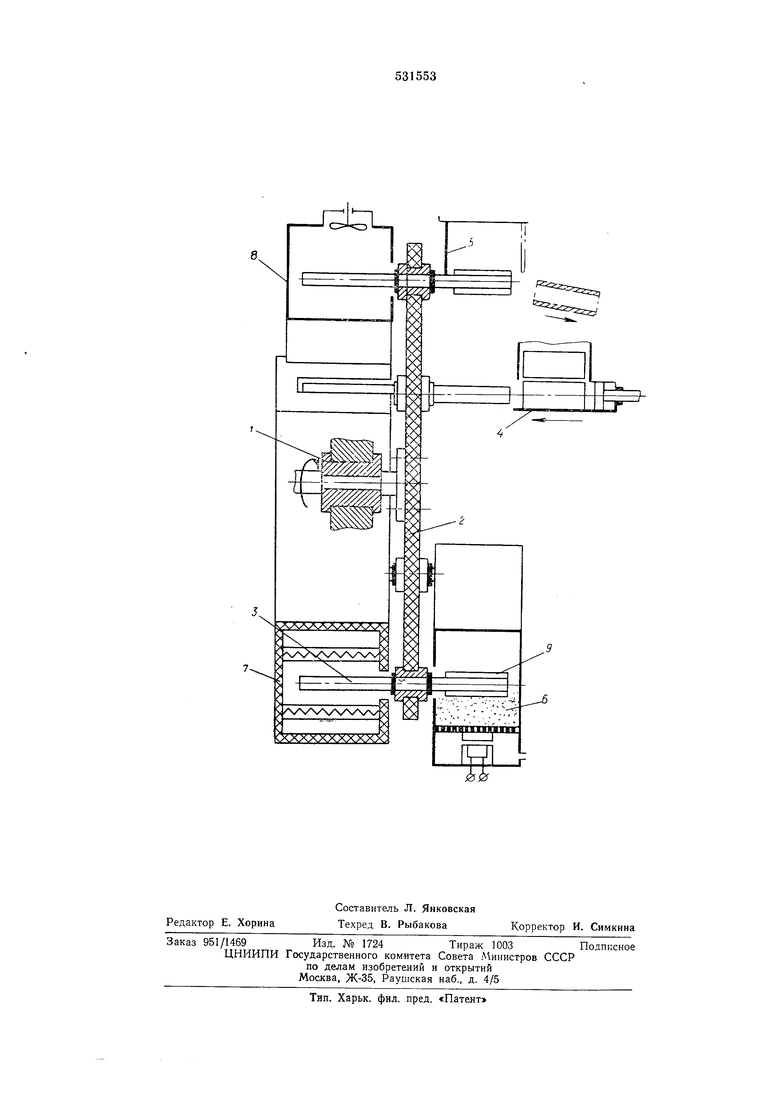
Изобр-етение относится к тех1ни,ке нанесения покрытий из дисперсных поли1мерных материалов. Из,вестна установка для нанесения пок|рытий, включающая ротор с деталедержателями и расположенные .по его периметру на неподвижной опоре нагреватель и аппарат нанесения покрытий. В иввеспной установке технологические аппараты последовательно расположены по траектории движения покрываемых изделий, что препятствует совмещению операции нагрева и нанесения по.крытий. Более близкой ,к описываемой является установка для на.несения полимерных покрытий на изделия, содержащая аппарат напыления, «апревательное устройство и повО|ротный диск из теплоизолирующего материала с пропущенными через него деталедержателями. Недостатком данной установки является «изкая производительность из-за последОВательного проведения операций нанесения покрытий и нагрева. Цель изобретения - повыщение производительности установки путем одновременного проведения операций нанесения покрытия и его напрева. Согласно изобретению annaipax напыления и нагревательное устройство смонтированы напротив друг друга по разные стороны поворотного диска с деталедержателями, проХОДЯЩИМИ овоиими свободными и несущими аюнцами соответственно через нагревательное устройство и аппарат напыления. npH4eLM. деталедержатели выполнены в виде полых г©р1метичных сосудов с капиллярнопористой внутренней поверхностью, пропитанной жидким теплоносителем. Схема установки представлена на чертеже. В опорных подщипни,ках / установлен диск 2, выполненный из теплоизоляционного материала и соединенный с приводом вращения. В диске по ожружности установлены деталедержатели 5, концы которых выходят по разным сторонам диска. Деталедержатель представляет собой гар;метичный сосуд, в (котором создано разрежение, а внутренняя поверхность имеет капиллярнопористую структуру и смочена жидкостью. С одной стороны диска расположены питающее 4, приемное 5 устройства и аппарат напыления 6. С другой стороны диска находятся нагревательное устройство 7 и зона охлаждения 8. Работает установ ка следующим образом. Изделие 9 поршнем питающего устройства 4 надевается ,на несущий конец деталедержателя 3. В это же время другим концом Деталедержатель входит в нагревательное устройство 7. Поскольку деталедержатели выполнены в виде теплопередающих элементов, обеспечивается интенсивная передача тепла
от нагреваемого участка деталедержателя к участ ку с изделием. В месте нагрева деталедержателя жидкооть, которой смочен пористый СЛОЙ, испаряется, а та,к внутри деталедержателя создало разрежение, пар за счет ра3|ности давлений распростра няется в меньших температур, где колденсБруется и отдает тепло стенкам деталедержателя. За счет капиллярных сил жидкость подается к более сухо,му .месту. Теплопроводность такой конструкции во много раз превышает теплопроводность сплошиого элемента таких же геометрических размеров.
Дал.ее деталедержатель 3 -с нагреваемым изделием 9 входнт в аппарат налылепия 6, где на noBepXiHOCTb изделия ла осптся полимерный материал, образуюидий после оплавления пленку покрытия. Во «анесения покрытия нродолж ается подвод тепла к изделию от участка деталедержателя, паходящегося в это время в нагревательном устройстве. Интенсивность подвода тепла к участку деталедержателя в камере нагрева и длина самой камеры, определяющие время натрева изделия, выбираются IB зависимости от материала покрытия. Размеры аппарата напыления выбираются в зависи,мости от толш,ипы наносимого по.крытия. После выхода из аппарата напыления 6 участка деталедержателя с изделием и оплавления нанесенного слоя нагреваемый участок деталедержателя выходит из нагревательного устройства и попадает в зону охлаждения. Начинается отвод тепла через деталедержатель от и:зделия. После остывания изделие 9 сбрасывается в приемное устройство 5. Далее деталадержатель 3 подходит к загрузочному устройству, и весь ироцесс повторяется.
Разделение аппарата напыления и нагревательного устройства диском ротора позволяет 1при1менить простейшее нагревательное устройство, габариты .которого не зависят от размеров покрываемого изделия, а также обеспечивает взрыво- и пожаробезопасность
процесса независимо от конструкции нагревателей. Выполнение деталедержателей ,в виде теплопроводных элементов позволяет совместить равномерный нагрев изделия с нанесением на его новерхность покрытия, а в
золе охлаждения интенсифицировать нроцесс отвода тепла непосредственно от изделия.
Такое конструктивное решение наряду с интенсификацией процессов нагрева и охлаждения обеспечивает совмещение операций
нагрева и напыления, что позволяет повысить производительность установки и сократить ее габариты.
Формула изобретения
1. Установка для нанесения полим-ерных по|крытнй на изделия, содержащая аппарат напыления, нагревательное устройство и поворотный диск из тенлоизолирующего материала с пропущенными через него деталедержателями, отличающаяся тем, что, с целью повышения производительности установ.ки путем одновремен ного проведения операции нанесения покрытия и его нагрева, аппарат напыления и нагревательное устройство смонтированы напротив друга друга по разные стороны поворотного диска с деталедержателЯ|МИ, проходящими своими свободными и несущими концами, соответственно через
нагревательное устройство и аппарат напыления.
2. Установка по п. 1, отличающаяся тем, что деталедержатели выполнены в виде полых герметичных сосудов с (капиллярпопористой внутренней поверхностью, пропитанной жидким теплоносителем.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторная установка для получения полимерных покрытий | 1977 |
|
SU627870A1 |
| Установка для нанесения полимерных покрытий | 1973 |
|
SU521024A1 |
| Установка для нанесения полимерных покрытий | 1974 |
|
SU526395A1 |
| Установка для нанесения полимерных покрытий на изделия | 1983 |
|
SU1139520A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИВИНИЛБУТИРАЛЯ НА ДЕТАЛИ СУДОВОГО МАШИНОСТРОЕНИЯ | 1996 |
|
RU2091500C1 |
| Устройство для нанесения металлического слоя на изделие | 1983 |
|
SU1084116A2 |
| Способ защиты отражающей поверхности свода электрического миксера от отложений | 1982 |
|
SU1079988A2 |
| Установка для нанесения полимерных покрытий | 1978 |
|
SU803980A1 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1966 |
|
SU184663A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ | 2009 |
|
RU2430192C2 |