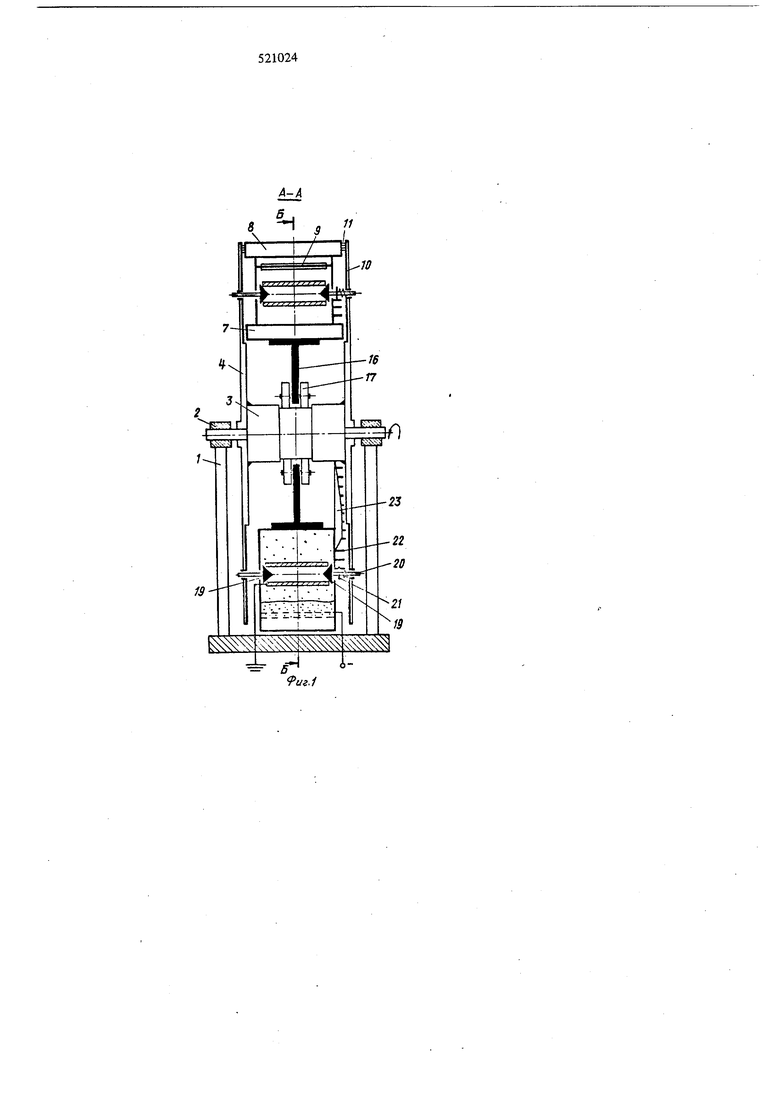
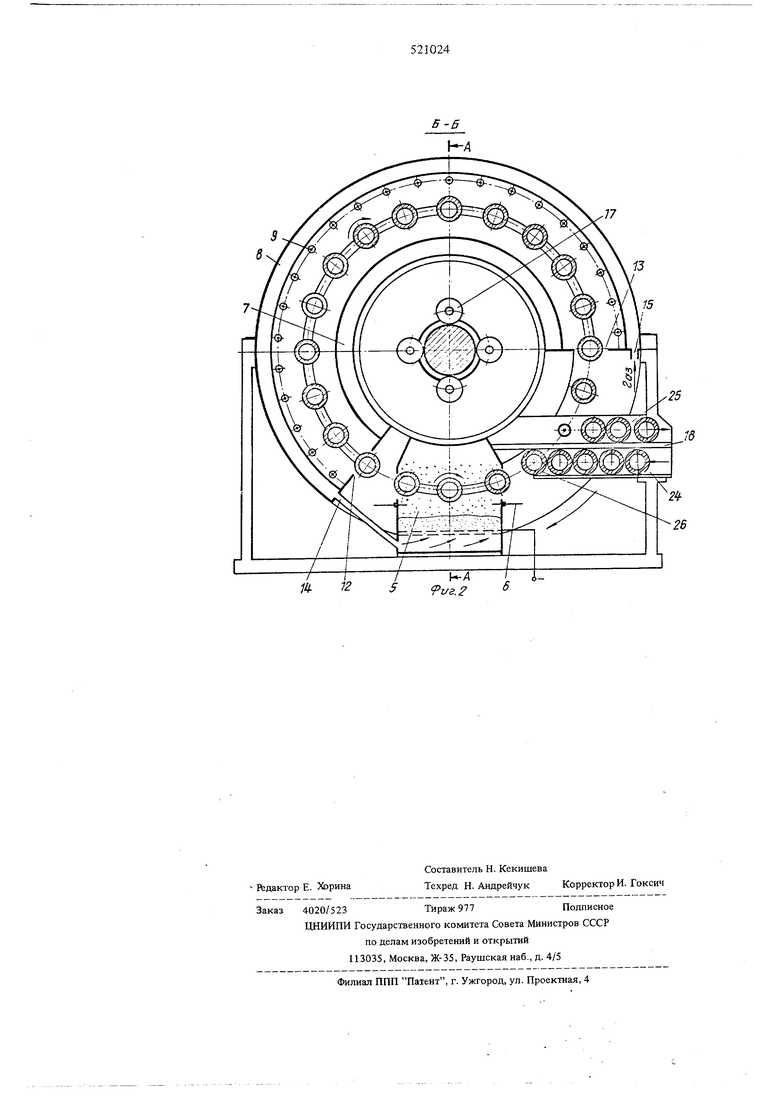
3 няя стенка 7 крепится к несущему диску 16, которы посредством роликов 17 опирается на ступицу ротор а направляющими 18 неподвижно зафиксирован на раме установки. Деталедержатели 19 расположены между дисками ротора по окружности, проходящей через канал, образ ванный стенками 7, 8 и участками 10 дисков, и закреплены на подпружиненных щтоках 20, установленных в дисках ротора с возможностью вращения вокруг своей оси. Штоки снабжены крестовинами 21, входящими в зацепление с неподвижными упорами 22. На участке захвата и выброса изделий на упорах 22 установлена программная рейка 23, обеспечивающая при движении по ней крестовин осевое перемещение ЩТОКОБ 20. Для подачи и приема изделий предусмотрены подающий 24 и приемный 25 лотки, смон тированнь1е на направляющих 18. Монтаж деталедержателей в дисках ротора, которые одновременно являются стенками печи, исключает необходимость сквозной щели для прохода технологических подвесок. Работает установка следующим образом. В устройство 5 засыпают дисперсный полимер, подают сжатый газ для псевдоожижения и высокое напряжение для зарядки порошка. Включают печь и привод вращения ротора. При вращении ротора и скольжении ступиц крестовин 21 по программным рейкам 23 щтоки перемещаются по оси, расстояние между деталедержателями 19 увеличивается. При подходе к детали 26, лежащей в подающем лотке 24, крестовины соскакивают с программной рейки и деталедержатели зажимают деталь. В процессе движения крестовины 21 контактируют с упорами 22, расположенными по трассе движения, и поворачивают щтоки 20, а вместе с ними и изделия. Проходя над аппаратом напыления, вращающееся заземленное изделие равномерно покрывается слоем полимера и, продолжая вращаться, поступает в печь через транспортный проем 12. За время прохождения изделием простран4ства печи покрытие монолитизируется, а на участке от выходного транспортного проема 13 до приемного лотка 25 охлаждается. Для интенсификации охлаждения и термостабилизадии покрытий на этом участке установлены душирующие устройства (не показаны) . На участке выброса изделий деталедержатели снова расходятся и, оставляя изделия в приемном лотке, подходят к подающему. Цикл повторяется. Продолжительность напыления регулируется скоростью вращения ротора и положением задвижек 6 устройства для нанесения покрытия 5. Газ, предназначенный для псевдоожижения полимерного порошкового материала, проходя через канал, выполненный в стенке 8, предварительно нагревается, что повыщает экономичность процесса. Предложенное конструктивное рещение позволяет создать компактную установку, занимающую небольшую производственную площадь (не более 5м) с небольшими потерями тепла в окружающую среду. Формула изобретения 1.Установка для нанесения полимерных покрытий, содержащая ротор с деталедержателями и расположенные по его периметру на неподвижной- опоре нагревательный элемент и устройство для нанесения покрытия, отличающаяся тем, что, с целью повыщения производительности и изоляции от окружающей среды, ротор выполнен в виде двух дисков, между которыми при помощи теплозащитных прокладок размещен нагревательный элемент, выполненньш в виде двух концентричных оси ротора цилиндрических стенок, образующих с дисками ротора незамкнутый кольцевой канал, а деталедержатели расположены между дисками по окружности, проходящей через кольцевой канал. 2,Установка по п. J,отличающаяся тем, что в наружной стенке нагревательного элемента выполнен канал для пропускания газа.
77
0
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения полимерных покрытий на изделия | 1975 |
|
SU531553A1 |
| Установка для нанесения полимерных покрытий | 1978 |
|
SU803980A1 |
| Роторная установка для получения полимерных покрытий | 1977 |
|
SU627870A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОИЗОЛЯЦИОННЫХ И ЗАЩИТНЫХ ПОКРЫТИЙ | 1972 |
|
SU431040A1 |
| Установка для нанесения полимерных покрытий | 1974 |
|
SU526395A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОЙ МАШИНЫ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2162782C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОКРЫТИЙ | 1972 |
|
SU422640A1 |
| Устройство для нанесения порошковых покрытий | 1983 |
|
SU1148650A1 |
| ВСЕСОЮЗ | 1973 |
|
SU361819A1 |
| Устройство для нанесения покрытия на наружные торцевые поверхности тел вращения | 1980 |
|
SU942809A1 |