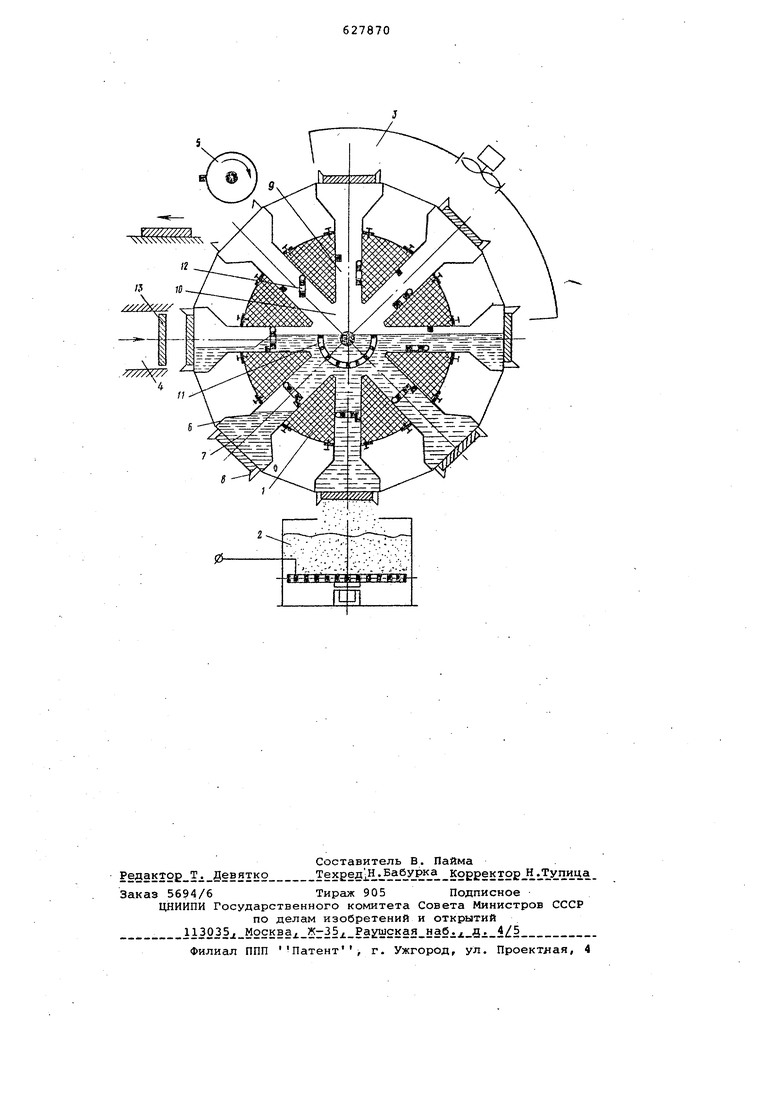
Установка содержит ротор 1, Остановленный в опорных подаиипниках и св занный с приводом вращения. ПОд ротором расположен аппарат напыления 2. В верхней части расположена камера охлаждения 3, загрузочное 4 и раз грузочное 5 устройства. На роторе установлены тонкостенные съемные деталедержатели ,6, выполненные с полос тями 7 и захватами 8. Полости сообще ны посредством каналов 9 с нагревательной камерой 10, расположенной в корпусе ротора. Камера заполнена теп лоносителем и снабжена нагревателями lib В каналах расположены дросселирующие устройства 12. Установка работает следующим образом. Загрузочное устройство 4 подает изделие 13 в захваты 8 деталедержателя 6. При вращении ротора деталедержатель с изделием поступает в апп pax иапнления 2, В это время при опу кании деталедержателя ниже уровня теплоносителя в нагревательной камере, теплоноситель поступает в полост детаяедержателя и начинается нагрев изделия. Интенсивность нагрева регулируется при помощи установленных в каналах дросселирующих устройств 12, которыми изменяется скорость поступления теплоносителя и время его пребывания в камере нагрева. В аппарате напыления 2 на поверхность нагретого изделия заносится полимерный материал, который оплавляется в покр тие . По мере вращения ротора деталедер жатель с изделием поднимается вь-зше нагревательной камеры и теплоносител вытекает из его полости. Приток тепл к изделию прекращается. Далее детале держатель с изделием поступает в зон охлаждения и после монолитизации пле ки покрытия изделие снимается разгру 04 зочным устройством 5. Затем весь цикл повторяется. Расположение нагревателей в герметичной камере внутри ротора снижает взрывопожаробезопасность процесса нанесения покрытий. Снабжение ротора каналами, связывающими полости деталедержателей с камерой нагрева, позволяет совместить нагрев и.зделия с нанесением на его поверхность покрытия, а в зоне охлаждения значительно уменьшить теплоемкость системы деталедержатель - изделие и тем самым сократить время охлаждения. Применение дросселирующих устройств обеспечивает широкую возможность регулировки интенсивности подвода тепла к изделию. Такое конструктивное решение позволяет сократить габариты установки и обеспечить ее высокую производительность. Форму.1за изобретения 1/Роторная установка для получения полимерных покрытий, содержащая .аппарат напьшения-, ротор с полт деталедер : ателями и нагревательную Kajiapy, отличающаяся тем, что, с целью уирО1иенИя конструкции и повышения.взрывопожаробезопасности процесса, нагревательная камера расположена в корпусе .ротора, заполнена теплоносителем и сообщена сполостями деталедержателей посредством выполненных в корпусе.ротора каналов. 2. Установка поп.1, отличающаяся тем, 4Td в каналах ротора установлены дросселируйцие элементы. Источники информации, принятые во внимание при экспертизе: 1.Патент США 3530857, кл. 128145.6, 1968. . 2.Авторское свидетельство СССР № 531553, кл. В 05 С 19/02, 1975.