1
Изобретение относится к трубопрокатному ироизводству, в частности к производству горячекатанных труб.
Известен инструмент дисковых станов винтовой прокатки, включающий рабочие диски, укрепленные на приводных валах, осуществляющие основную деформацию, и неподвижные направляющие линейки. 1 Недостатками этого инструмента являются относительно низкое качество поверхности и разностенность получаемых труб, что связано с нестабильностью положения оси заготовки в очаге деформации при относительно небольщой его длине и большими контактными усилиями и скоростями скольжения на поверхности неподвижного направляющего инструмента.
Известен валок дискового стана винтовой прокатки, содержащий закрепленный на приводном валу диск и заодно с ним изготовленный СООСно расположенный врезной калибр. 2 Такая жесткая связь диска и врезного калибра лишает последний возможности самоустановки но оси заготовки, приводит к увеличенному скольжению на контакте и отрицательно сказывается на качестве поверхности труб.
Целью изобретения является повышение качества наружной поверхности прокатываемых труб. При этом уменьшение разностенности труб и улучшение качества их поверхности с
использованием предлагаемого инструмента достигается без усложнения конструкции рабочей клети. Для этого в предлагаемом валке дискового стана врезной калибр выполнен на
отдельной оси, установленной в диске с возможностью осевого перемешения и вращения от контакта с металлом.
Наличие врезного калибра, а также разнесение очага деформации по длине прокатываемой трубы, получаемое при использовании предлагаемого инструмента, оказывают стабилизирующее влияние на положение оси трубы в стане, улучшают ее центровку, что приводит к уменьшению разностенности. С другой стороны, будучи расположенным в непосредственной близости от рабочих дисков, врезной калибр позволяет уменьшить нагрузку на неподвижные проводки и за счет этого улучшить поверхность труб и увеличить скорость продесса.
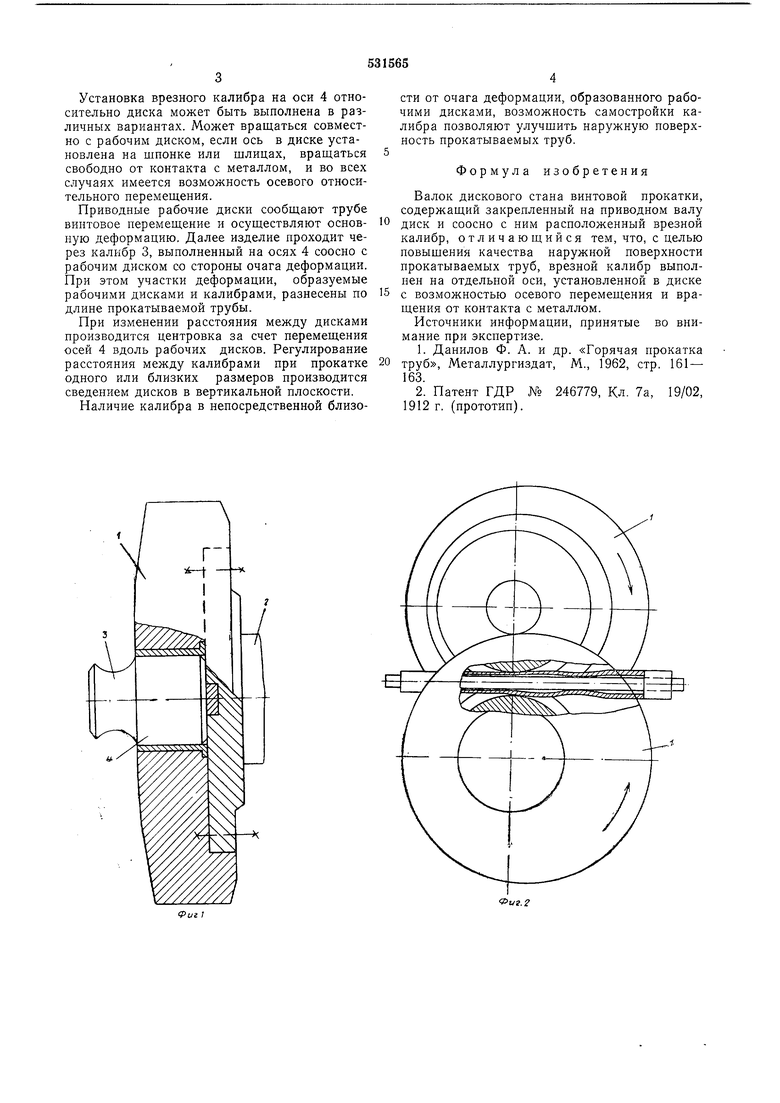
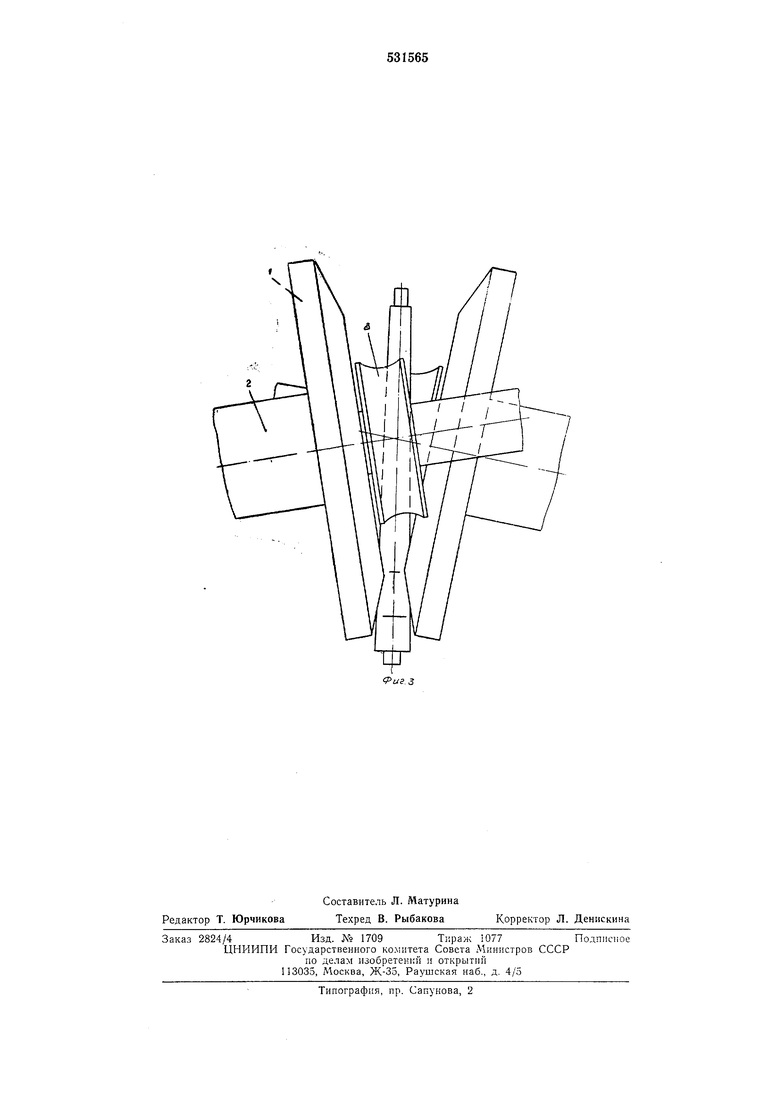
На фиг. 1 изображен валок дискового стана; на фиг. 2 - очаг деформации, продольное сечение; на фиг. 3 - очаг деформации, вид сверху.
Валок дискового стана винтовой прокатки содержит рабочий диск 1, закрепленный на приводном валу 2, и врезной калибр 3, выполненный на оси 4. Валки устанавливают в дисковом стане с симметричным очагом деформации.
Установка врезного калибра на оси 4 относительно диска может быть выполнена в различных вариантах. Может вращаться совместно с рабочим диском, если ось в диске установлена на шпонке или шлицах, вращаться свободно от контакта с металлом, и во всех случаях имеется возможность осевого относительного перемещения.
Приводные рабочие диски сообщают трубе винтовое перемещение и осуществляют основную деформацию. Далее изделие проходит через калибр 3, выполненный на осях 4 соосно с рабочим диском со стороны очага деформации. При этом участки деформации, образуемые рабочими дисками и калибрами, разнесены по длине прокатываемой трубы.
При изменении расстояния между дисками производится центровка за счет перемещения осей 4 вдоль рабочих дисков. Регулирование расстояния между калибрами при прокатке одного или близких размеров производится сведением дисков в вертикальной плоскости.
Наличие калибра в непосредственной близости от очага деформации, образованного рабочими дисками, возможность самостройки калибра позволяют улучщить наружную поверхность прокатываемых труб.
Формула изобретения
Валок дискового стана винтовой прокатки, содержащий закрепленный на приводном валу диск и соосно с ним расположенный врезной калибр, отличающийся тем, что, с целью повышения качества наружной поверхности прокатываемых труб, врезной калибр выполнен на отдельной оси, установленной в диске с возможностью осевого перемещения и вращения от контакта с металлом.
Источники информации, принятые во внимание при экспертизе.
1.Данилов Ф. А. и др. «Горячая прокатка труб, Металлургиздат, М., 1962, стр. 161 - 163.
2.Патент ГДР № 246779, Кл. 7а, 19/02, 1912 г. (прототип).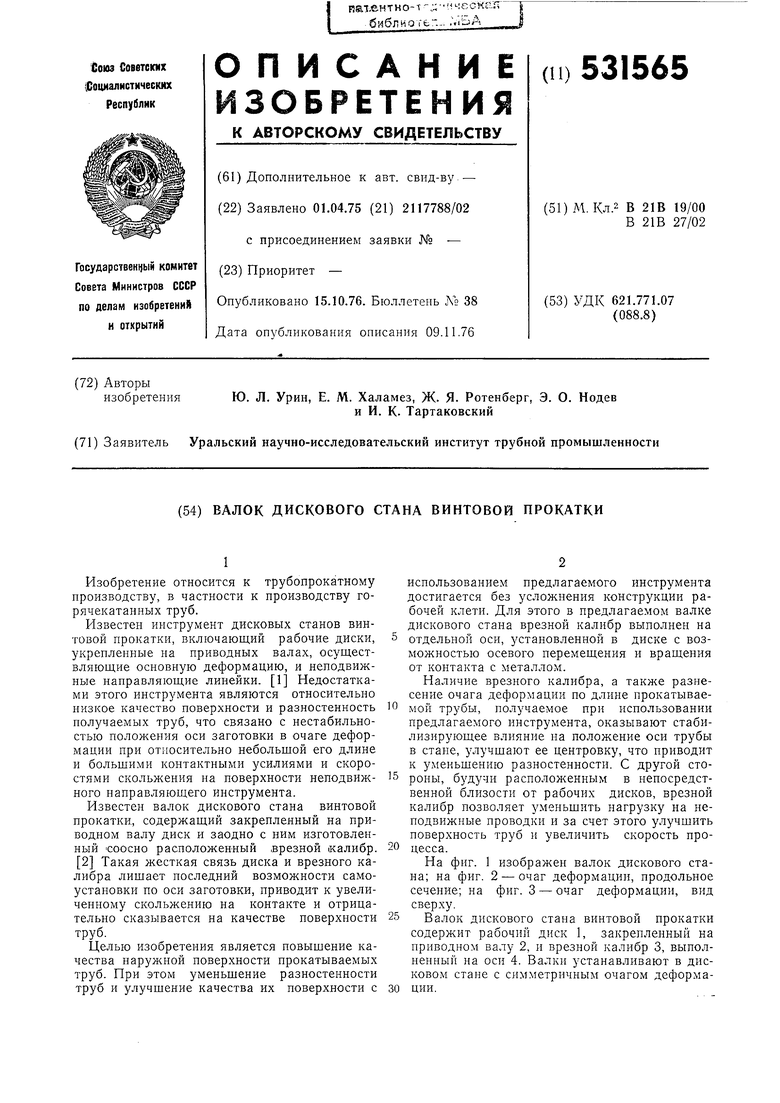
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой прокатки труб | 1980 |
|
SU865443A1 |
| КЛЕТЬ ВИНТОВОЙ ПРОКАТКИ | 1990 |
|
RU2030227C1 |
| Способ винтовой прокатки труб | 1990 |
|
SU1787606A1 |
| ВАЛОК ПРОШИВНОГО СТАНА | 2002 |
|
RU2220796C2 |
| Технологический инструмент трубопрокатного стана | 1974 |
|
SU500824A1 |
| Стан винтовой прокатки | 2020 |
|
RU2764066C2 |
| СПОСОБ ПРОКАТКИ ТРУБ | 1998 |
|
RU2148445C1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ТРУБ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2416474C1 |
| Способ винтовой прошивки в четырёхвалковом стане | 2023 |
|
RU2821416C1 |
Л
Фиг.2
ч
