1
Изобретение относится к области обработки металлов давлением.
Известен штамп для закрытой штамповки, содержаш.ий верхнюю и нижнюю плиты со смонтированными на них призматическими ручьевыми вставками, выполненными с наклонными боковыми поверхностями, а также элементы крепления вставок в виде клиновых прижимов, контактирующих с боковыми поверхностями вставОК.
Для повышения надежности крепления вставок предлагаемый штамп снабжен дополнительными клиновыми прижимами, установленными с торцевых сторон вставок, при этом торцевые стороны вставок выполнены наклонными, а каждый из дополнительных прижимов состоит из двух сопрягающихся между собой по цилиндрическим поверхностям частей, установленных на одной закрепленной в плите оси с возможностью относительного разворота и имеющих ось симметрии, эксцентричную оси крепления.
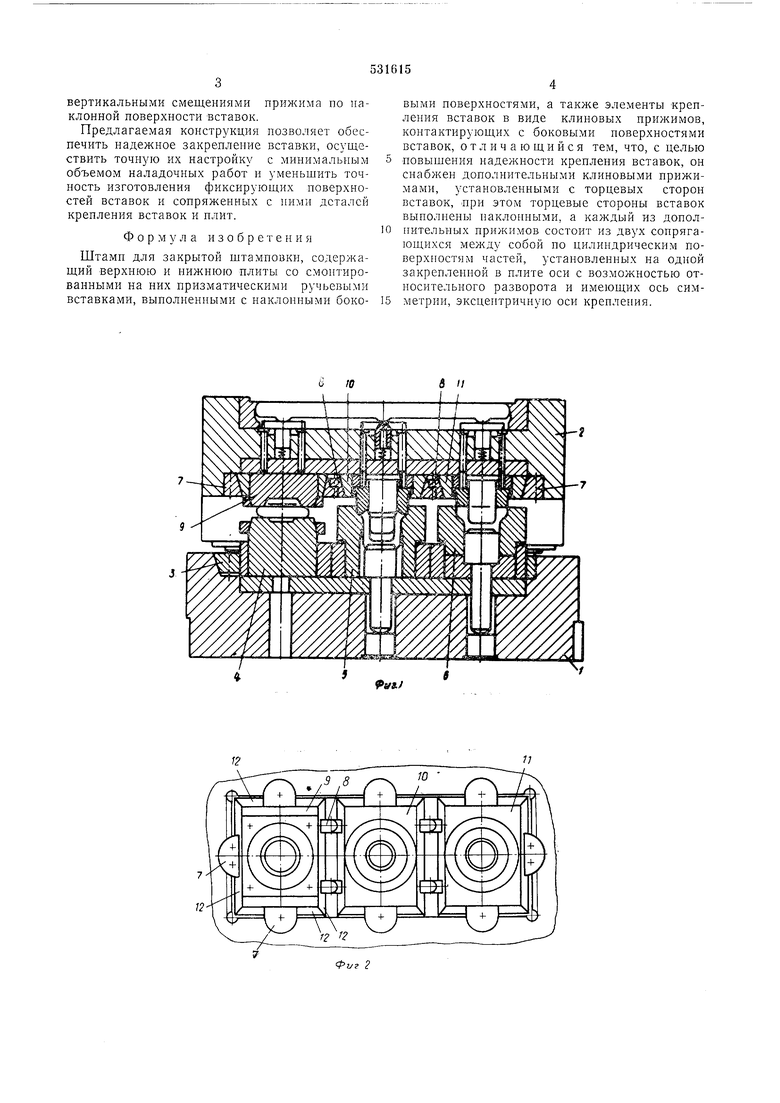
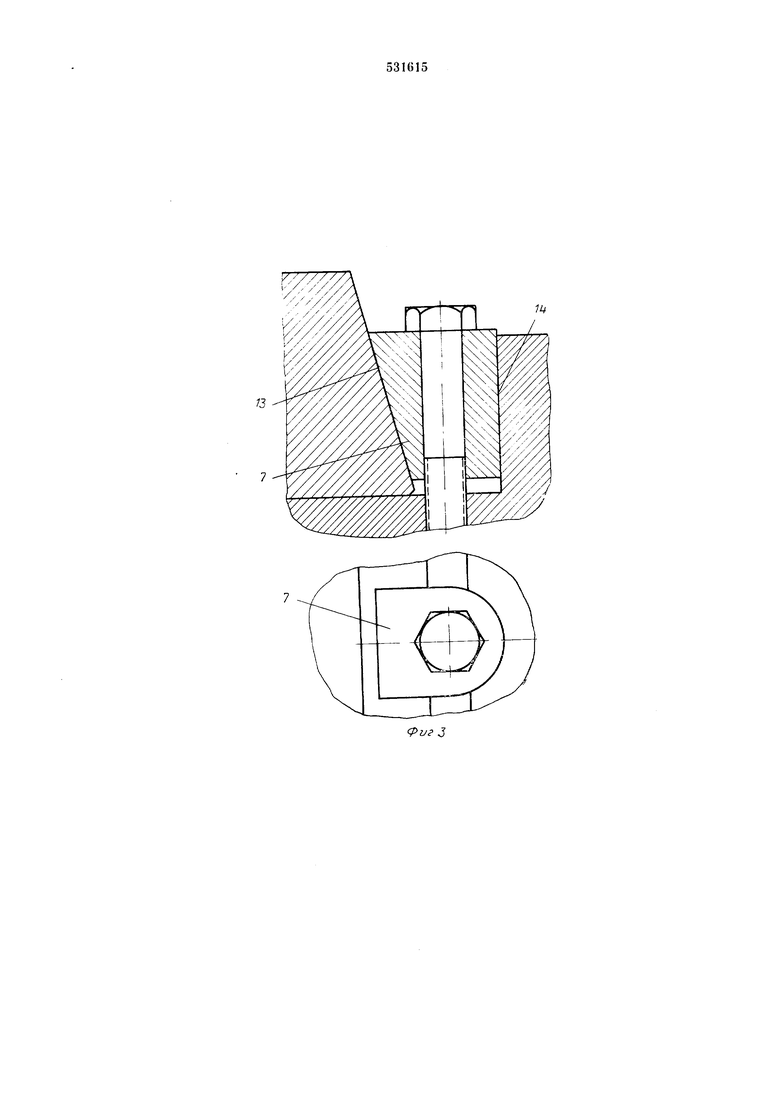
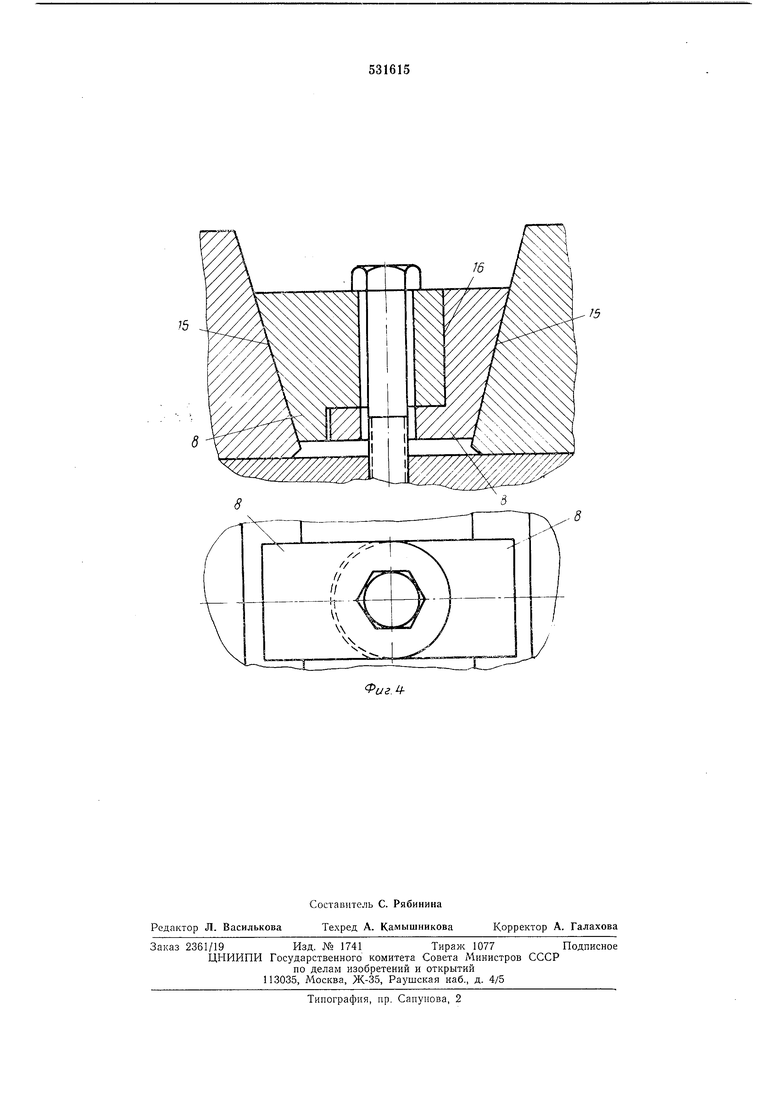
На фиг. 1 представлен предлагаемый штамп, разрез; на фиг. 2 - верхняя часть штампа; на фиг. 3 и 4 - конструкция прижимов.
Штамп для закрытой штамповки состоит из нижней 1 и верхней 2 плит. На нижней плите закреплены обычными клиновыми прижимами 3 ручьевые вставки 4-6. На верхней плите специальными прижимами 7 и 8 закреплены ручьевые вставки 9-11.
Каждая из ручьевых вставок (фиг. 2) имеет четыре наклонные плоскости 12, по которым производится фиксация вставки прижимами 7 и 8, имеющими наклонную фиксирующую плоскость и опорную цилиндрическую поверхность.
Прижим 7 (фиг. 3) имеет наклонную фиксирующую плоскость 13, контактирующую с наклонной поверхностью ручьевой вставки, и
цилиндрическую опорную поверхность 14, контактирующую с аналогичной поверхностью на верхней плите штампа.
Прижим 8 (фиг. 4) состоит из двух частей, имеющих наклонные поверхности 15 и цилиндрические поверхности 16, соприкасающиеся одна с другой.
Штамп работает следующим образом. На нижней плите 1 устанавливается блок ручьевых вставок 4-6, крепящихся клиновыми прижимами 3. На них устанавливаются верхние ручьевые вставки 9-11, обеспечивающие при этом равномерный зазор между верхним и нижним инструментом, а также их соосность. Затем опускается верхняя плита 2, на
которой производится крепление ручьевых вставок по четырем наклонным поверхностям прижимами 7 и 8, обеспечивающими индивидуальную регулировку вставок, при этом угловые смещения вставок компенсируются поворотом прижима относительно цилиндрической его поверхности, а линейные смещения-
вертикальными смещениями прижима по наклонной поверхности вставок.
Предлагаемая конструкция позволяет обеспечить надежное закрепление вставки, осуществить точную их настройку с минимальным объемом наладочных работ и уменьшить точность изготовления фиксирующих поверхностей вставок и сопряженных с ними деталей крепления вставок и плит.
Формула изобретения
Штамп для закрытой штамповки, содержащий верхнюю и нижнюю плиты со смонтированными на них призматическими ручьевыми вставками, выполненными с наклонными боковыми поверхностями, а также элементы крепления вставок в виде клиновых прижимов, контактирующих с боковыми поверхностями вставок, отличающийся тем, что, с целью повышения надежности крепления вставок, он снабжен дополнительными клиновыми прижимами, установленными с торцевых сторон вставок, при этом торцевые стороны вставок выполнены наклонными, а каждый из дополнительных прижимов состоит из двух сопрягающихся между собой по цилиндрическим поверхностям частей, установленных на одной закрепленной в плите оси с возможностью относительного разворота и имеющих ось симметрии, эксцептричную оси крепления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для объемной штамповки поковок | 1990 |
|
SU1750833A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| СБОРНЫЙ ШТАМП ДЛЯ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2005573C1 |
| Устройство для штамповки | 1986 |
|
SU1393522A1 |
| Штамп совмещенного действия для получения плоских колец | 1986 |
|
SU1297970A1 |
| Сборный штамп для объемнойшТАМпОВКи | 1979 |
|
SU812408A1 |
| Устройство для крепления штампа на плите | 1990 |
|
SU1741953A1 |
| Матричный блок штампа для горячей штамповки изделий | 1982 |
|
SU1071344A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКРЕТНОЙ ГРАВЮРЫ ШТАМПА | 2011 |
|
RU2466814C1 |
1l4
