треугольной формы высотой от О до 1:5 другого поперечного размера слитка. Валки клетей выполнены цилиндрической формы. Однако известная установка не предотвращает возможности образования трещин в случае попадания жидкой сердцевины, которая остается в широких частях слитка, в зону тянущих |Валков. Это, в свою очередь, препятствует наиболее эффективному иопользозанию технологичеакой линии установки, вследствие чего нельзя повысить схорость .разливки.
Целью изобретения является пр;дотвращение образования внутренних дефе-ктов прн входе жидкой фазы заготовки в зону тянущих валков и повышение скорости разлнзки. Это достигается тем, что каждый из тялущих «алкав выполнен с участками м аньшего диаметра в соответствующих выступам кристаллизатора местах, причем отнощение его радиусов .к высоте ВЫСТУПОВ стен1ки .кристаллизатора равно 1,05-1,6, а отношение длины впадины валка к соответствующей длине выступа кристаллизатора равно 1,01 -1,1.
Отношение размеров между противолежащими стен1ками кристаллизатора по вяадинам и .выступам вьгаоллоно не меньше величины квадратного кор.ня из отношения отсчитываемых от Начала кристаллизатора длин технологической линии установки до конца тянущих клетей и .конца зоны вторичного охлаждения.
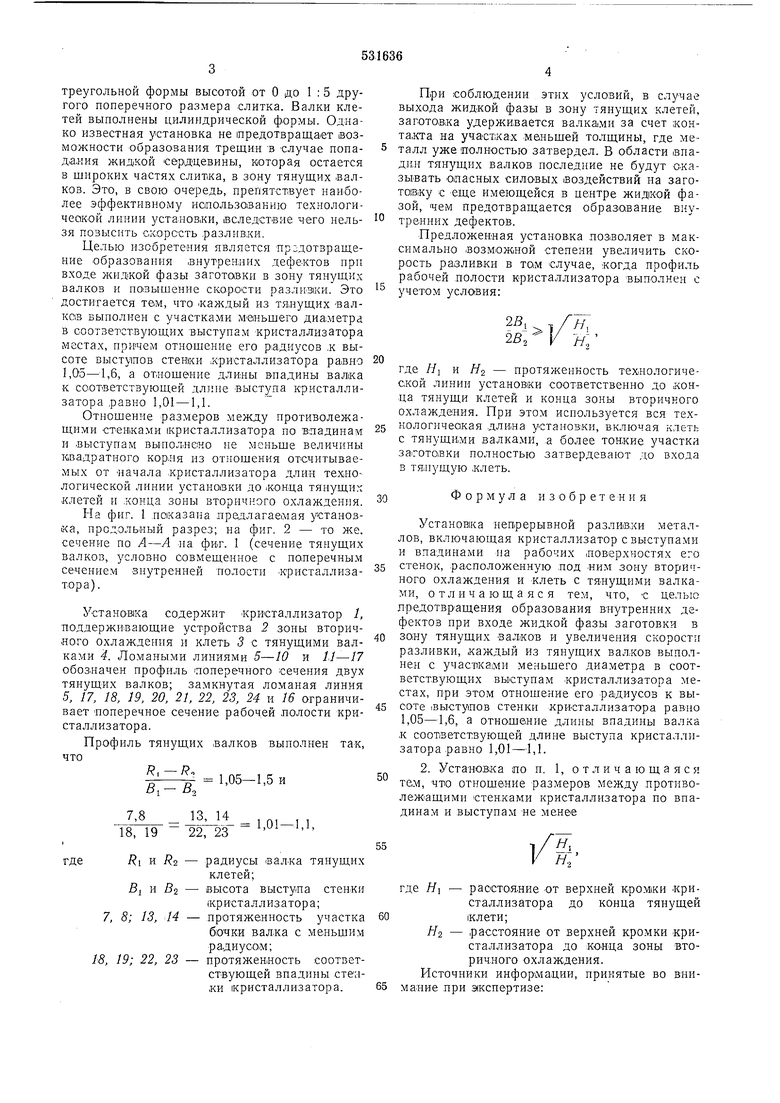
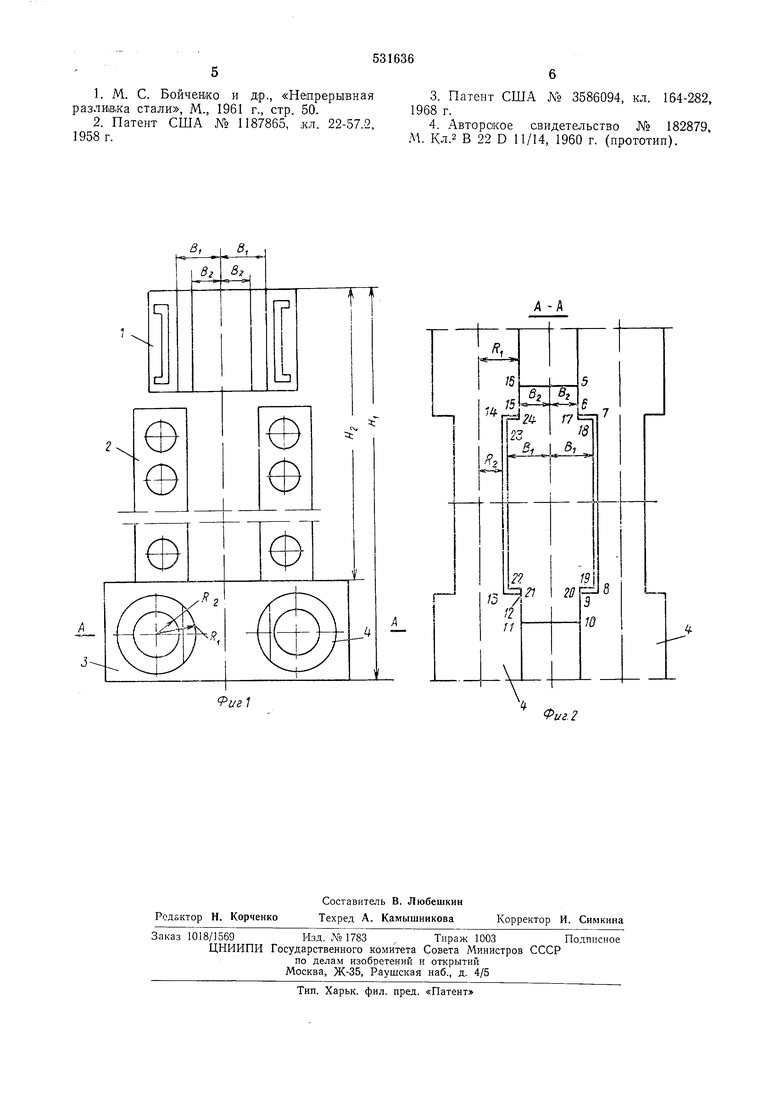
На фиг. 1 .показана предлагаемая установка, продольный разрез; на фиг. 2 - то же. сечение по А-Л на фиг. 1 (сечение тянущих валков, условно совмещенное с полеречны.м сечением внутренней полости -кристаллизатора).
Установ1ка содержит кристаллизатор 1, поддерживающие устройства 2 зоны вторичного охлаждения и клеть 3 с тянущими валками 4. Ломаными линиями 5-10 и //-/7 обозначен профиль поперечного сечения двух тянущих валков; замкнутая ломаная линия 5, 17, 18, 19, 20, 21, 22, 23, 24 и /5 ограничивает Поперечное сечение рабочей лолости кристаллизатора.
Профиль тянущих валков выполнен так, что
1 1 Гg д 1,05-1,5 и
1 ni-i 1 18, 19 22, 23
1 и
радиусы валка тянущих
е клетей;
BI и 2
высота выступа стенки (кристаллизатора; 7, 5; 13, 14 протяжеиность участка бочки вал.ка с меньшим раднусо-м;
18, 19; 22, 23
протяженность соответствующей впадины стенки кристаллизатора.
При соблюдении этих условий, в случае выхо.да жидкой фазы в зону тянущих клетей, заготовка удерживается валка.ми за счет ;конта,кта на участках меньшей толщины, где металл уже полностью затвердел. В области впадин тянущих валков последние не будут оказЫвать опасных силовых воздействий на заготовку с еще имеющейся в центре жидкой фазой, чем нредотвращается образование внутренних дефектов.
Предложенная установка позволяет в максимально возможной степени увеличить скорость разливки в то,м случае, когда профиль рабочей .полости кристаллизатора выполнен с учетом условия:
2S,
2В
где Я и Я2 - протяженность технологической линии уста.новки соответственно до конца тянущи клетей и конца зоны вторичного охлаждения. При этом исиользуется вся технологическая .длина установки, включая клеть с тянущими валка.ми, а более тонкие участки 3airoTOiBKH полностью затвердевают до входа в тянущую клеть.
Формула изобретения
Установка непрерывной разлив.ки металлов, включающая кристаллизатор с выступами и впадинами на рабочих поверхностях его стенок, расположенную .под ним зону вторичного охлаждения и клеть с тянущими валками, отличающаяся тем, что, с целью лредотвращения образования внутренних дефектов при входе жидкой фазы заготовки в зону тя.нущих Валков и увеличения скорости разливки, каждый из тянущих вал.ков выполнен с участ1ка1ми меньшего диаметра в соответствующих выступам кристаллизатора местах, при этом отношение его радиусов к высоте iBbicTyiHOB стенки кристаллизатора равно 1,05-1,6, а отношение длины впадины валка к соответствующей длине выступа кристаллизатора .равно 1,01-1,12. Установка по и. 1, отличающаяся тем, что отношение размеров между .протнволеж-ащими стенками кристаллизатора по впадинам и выступам не менее
1/-.
V н.,
где Н - раостоя.ние от верхней кромки кристаллизатора до конца тянущей клети;
HZ - расстояние От верхней кромки Кристаллизатора до койца зоны вторич.ного охлаждения.
Источники инфор1мадии, принятые во внимание .при э(кспертизе:
1.М. с. Бойченко и др., «Непрерывная разливка стали, М., 1961 г., стр. 50.
2.Патент США № 1187865, кл. 22-57.2, 1958 г.
3.Патент США 3586094, кл. 164-282, 1968 г.
4.Авторакое свидетельство № 182879, М. Кл.2 В 22 D 11/14, 1960 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК С ИСПОЛЬЗОВАНИЕМ КРИСТАЛЛИЗАТОРА С СООТНОШЕНИЕМ СТОРОН 300×330 мм | 2007 |
|
RU2349412C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2001 |
|
RU2210458C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2002 |
|
RU2226138C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1973 |
|
SU404202A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ СОРТОВОЙ ЗАГОТОВКИ В ЖИДКО-ТВЕРДОМ СОСТОЯНИИ | 2012 |
|
RU2511130C2 |
| Способ непрерывного литья заготовок | 1985 |
|
SU1304979A1 |
| Способ непрерывной разливки заготовок прямоугольного сечения | 1991 |
|
SU1771870A1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1992 |
|
RU2044598C1 |
в, I 8,
Pi/e1
А -А
Фиг. 2
