(54) МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной стыковой сварки | 1977 |
|
SU732100A1 |
| Привод зажатия и корректировки положения свариваемых заготовок машин для контактной стыковой сварки | 1987 |
|
SU1724444A1 |
| Зажимное устройство контактной стыкосварочной машины | 1987 |
|
SU1447602A1 |
| Машина для контактной стыковой сварки | 1981 |
|
SU956196A2 |
| Машина для контактной стыковой сварки | 1986 |
|
SU1386403A1 |
| Дисковый станок для резки круглых заготовок | 1970 |
|
SU410608A1 |
| Участок сварки заготовок | 1985 |
|
SU1294530A1 |
| Машина для сварки трением | 1988 |
|
SU1648692A1 |
| Машина для сварки трением | 1985 |
|
SU1258660A1 |
| Зажимное устройство контактной стыкосварочной машины | 1990 |
|
SU1818182A1 |
. I
Изобретение относится к сварочному производству, преимуп(ественно к сварке заготовок.на стане бесконечной- прокатки.
На современш)1х станах бесконечной прокатки для обеспечения нормальной подачи заготовок в сварочную машину на ней предусмотрены.две направляющие воронки.
Известная машина для контактной стыковой сварки заготовок горячего проката, состоящая из рельсового основания, на.котором установлена приводная рама с механизмами зажатия заготовок, устройство для управления механизмами зажатия заготовок и нап, равляющие воронки
Недостатком известного устройства является смещение нижних плоскостей . неподвижных н правлякяцих воронок с плоскостью нижних залсимных губок. Это обстоятельство приводит к повышенному износу медных зажимных губок от трения с двил;ущимися нагретыми стальными заготовками и их загрязнению окалиной. Кроме того при прохождении переднего конца заготовки через машину от входной направляющей воронки до выходного возможно его застревание вследствие зацепления изогнутого после резки конца заготовки за зажимные губки.
Данные недостатки нарушают автоматический режим работы сварочной машины и затрудняют использование известной машины для сварки заготовок горячего проката на современных непрерывных станах бесконечной прокатки.
Цель изобретения - повышение эксплуатационной надежности машины для стыковой контактной сварки горячих заготовок и качества сварки.
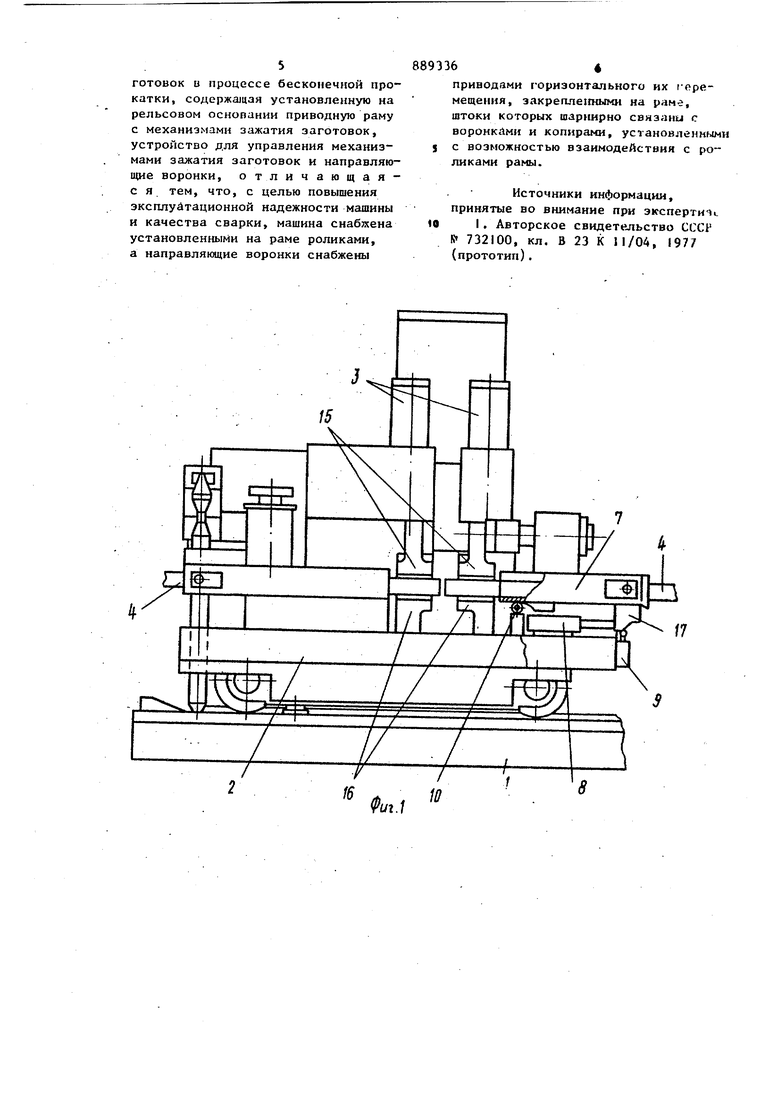
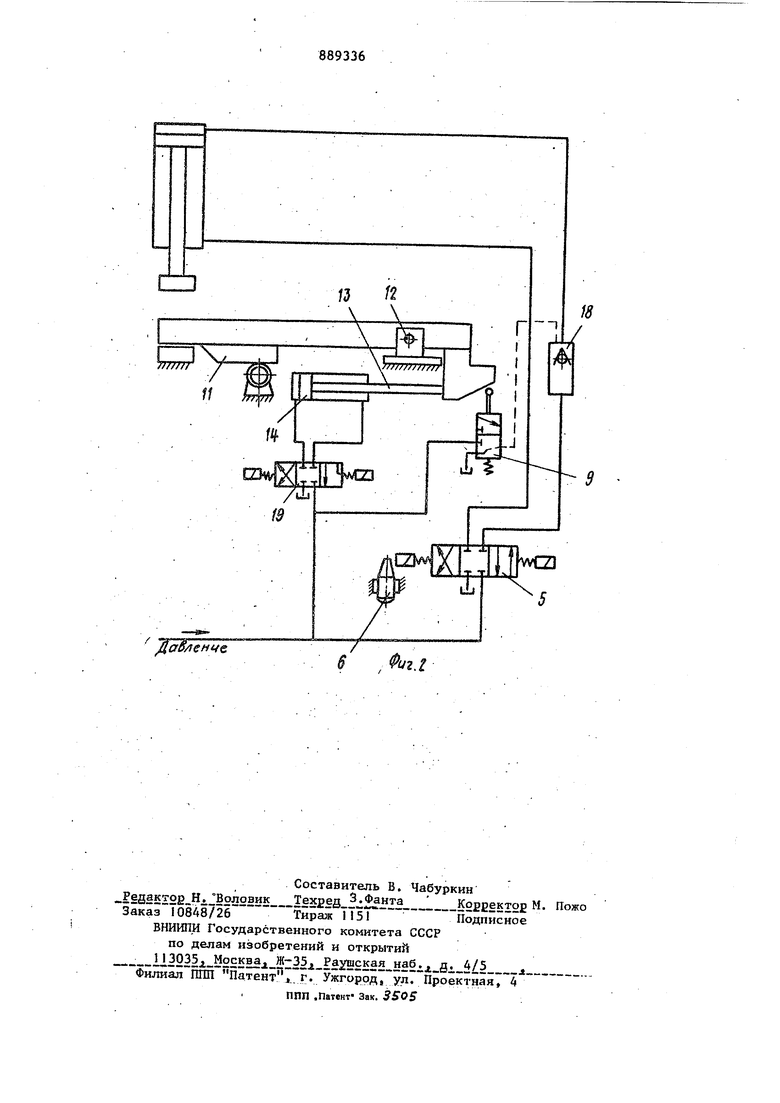
Поставленная цель достигается тем, что машина для стыковой сварки горячих заготовок в процессе бесконечной прокатки, содержащая -установленную на pejjbcoBOM основании приводную раму с механизмами за;катия заготовок устройство для управления механизмами зажатия заготовок и направляющие воронки, снабжена установленными на раме роликами, а направляющие воронки снабжены приводами горизонтального их перемещения, закрепленными на раме, штоки которых шарнирно связаны с воронками и копирами, установленны ми с возможностью взаимодействия с роликами рамы. На фиг. 1 показана машина для сты ковой контактной сварки, общий вид; на фиг. 2 - схема управления механиз мами зажатия заготовок и перемещения направляющих воронок, Машина для стыковой контактной сварки содержит рельсовое основание I, на котором установлена приводная рама 2. На приводной раме 2 установлены механизмы зажатия, выполненные в виде цилиндров 3 за;кима заготовок 4, управляемых золотниками с соленои дами 5 и устройством 6 управления механизмами зажатия заготовок. Приводная рама 2 снабжена направляющими воронками 7j которые выполнены подвижными в горизонтальной и вертикальной плоскостях и снабжены приводами 8, сблокированными через золотники 9 с устройством 6 управления механизмами зажатия заготовок 4. Со стороны механизмов зажатия заготовок ,4 на раме 2 установлены ролики 10, контактирующие с копирами 11, расположенными в нижней части направляю щих воронок 7. Направляющие вороцки 7 через шар. ниры 12 связаны со штоками 13 гидроцилиндров 14.Кроме того машина имеет верхние 15 и нижние 16 зажимны губки. На штоках 13 гидроцилиндров 15 установлены копиры 17, которые через золотники 9 управляют клапанами 18. Гидроцилиндры 14 управляются золотниками с соленоидами 19. Машина работает следукнцим образом. В исходном положении машины направляющие воронки 7 находятся в сведенном к оси сварки состоянии. После стыковки концов заготовок 4 из оси сварки включается золотник 19. Для простоты описана работа машины с одной направляющей воронкой. Масло из напорной магистрали попадает в поршневую полость гидроцилиндра 14, а его штоковая полость соединяется со сливом. Направляющая норонка 7 сдвигается от оси спарки, освобождая нижнюю зажимную гуОку 16. При зтом копир I1, съезжая с ролика 10, опускает направляющую иоронку 7 вниз, которая одновременно поворачивается относительно шарнира 12. Продвигаясь вперед, шток 13 через копир 17 задавливает плунжер золотника 9. Масло из напорной магистрали попадает в управляемьй обратный клапан 18 и открывает его. При. включении золотника 5 масло из напорной магистрали попадает в поршневую полость цилиндра 3, штоковая полость которого при этом соединяется со сливом. Происходит процесс зажатия заготовки 4. После окончания процесса сварки заготовок происходит переключение золотника 5. Масло из напорной магистрали попадает в штоковую полость гидроцилиндра 3, а поршневая соединяется со сливом. При зтом верхняя зажимная губка 15 поднимается вверх. Одновременно переключается золотник 19, масло из напорной магистрали попадает в штоковую полость гидроцилиндра 14. Направляющая воронка 7 движется к оси сварки. В процессе движения воронки 7 ее копир 11 наезжает на ролик 10, обеспечивая подъем под нижней зажимной губкой 16. Копир 17 освобождает плунжер золотника 9, обеспечивая слив масла с обратного клапана 18, что исключает опускание верхней зажимной губки. При последующей сварке заготовок описанные выше операции повторяются. Применение предлагаемого устройства позволяет исключить застревание изогнутого переднего конца заготовки, так как во время транспортировки его сведенные направляющие воронки составляют единую проводку. Кроме того, подъем направляющих воронок над нижними зажимными губками снижает их износ. Наряду с этим улучшается качество сварки за счет уменьшения попадания окалины под зажимные губки, так как снижаются потери электрической мощности при токоподводе и уменьшается вероятность подгарания поверхности заготовок под зажимными губками во время их осадки под током. Формула изобретения Машина для контактной слч.жовой сварки, преимущественно горячих ч.1готовок ц процессе бесконечной прокатки, содержшцая установленную на рельсовом основании приводную раму с механизмами зажатия заготовок, устройство для управления механизмами зажатия заготовок и направляющие воронки, отличающаяс я тем, что, с целью повышения эксплуатационной надежности машины и качества сварки, машина снабжена установленными на раме роликами, а направляющие воронки снабжены
89336«
приводами горизонтального их fepeмещения, закреплб1пшми на рам-г, штоки которых связаны с воронками и копирами, установленж ми ) с возможностью взаимодействия с роликами рамы.
Источники информации, принятые во внимание при экспертич 10 I. Авторское свидетельство СССР Р 732100, кл. В 23 К 11/04, 1977 (прототип).
