(54) МЕХАНИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная поточная линия для сборки и сварки кузовных узлов | 1977 |
|
SU740459A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ КУЗОВОВ АВТОМОБИЛЕЙ | 1995 |
|
RU2102210C1 |
| Механизированная поточная линия для сборки и сварки металлоконструкций | 1983 |
|
SU1174219A1 |
| Поточная линия | 1976 |
|
SU554987A1 |
| Механизированная поточная линия для сборки и сварки | 1985 |
|
SU1263485A1 |
| Автоматизированная поточная линия для изготовления сварных конструкций | 1991 |
|
SU1784430A1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Автоматизированная линия для сборки и сварки объемных изделий | 1985 |
|
SU1291328A1 |
| Поточная механизированная линия | 1979 |
|
SU872142A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |

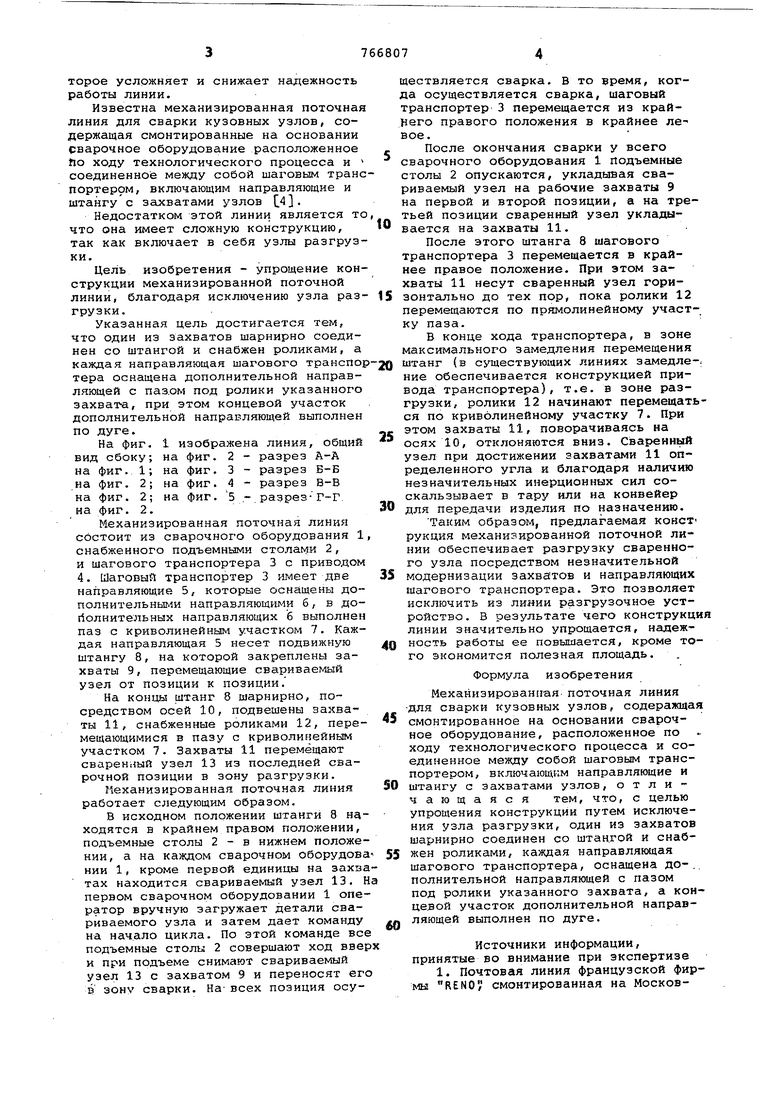
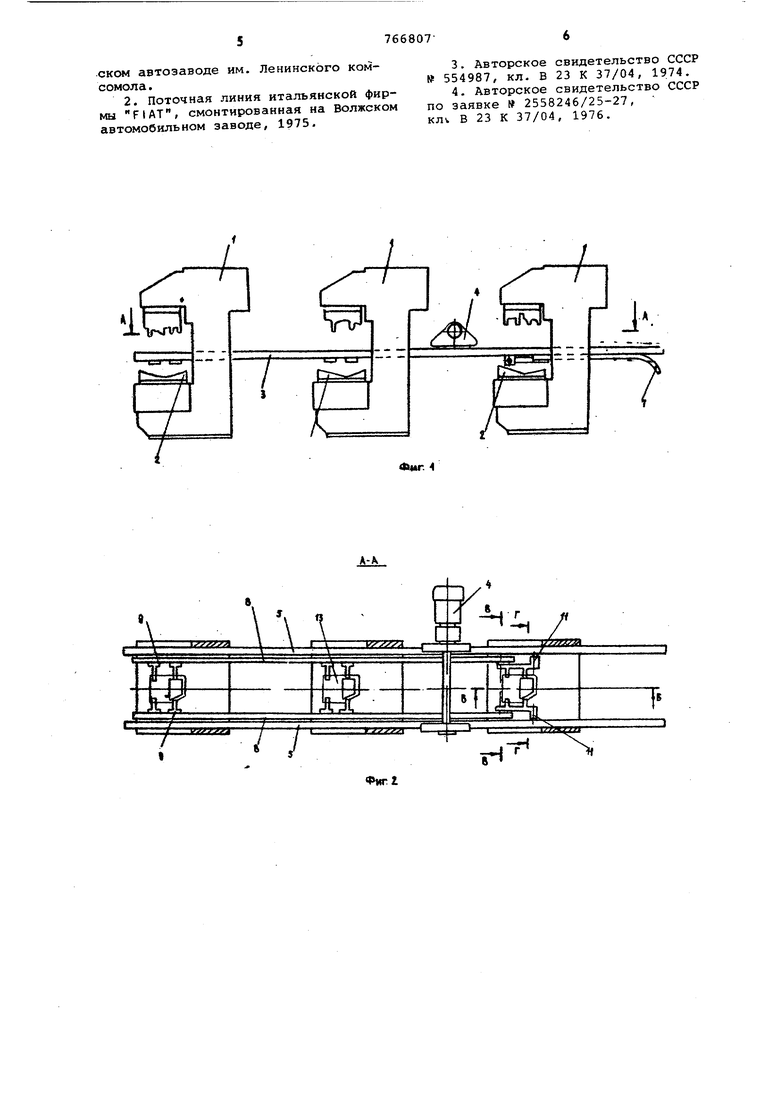
Изобретение относится к машиностро ению, а именно к конструкции поточно механизированной линии. Известны линии для точечной сварки дверей, капота, крышки багажника и других узлов. Каждая такая линия состоит из сварочных позиций, связан ных общим транспортным устройством, подъемных устройств и устройства для разгрузки. В качестве подъемных устройств используется или стол пресса, если линия выполнена на базе прессов или же специальные встроенные пневмо подъемники, если линия выполнена на базе специальных сварочных машин. На линиях выполняются все операции по технологическому процессу, а также автоматическая передача изделия от позиции к позиции. Подъемным устройством (столом пресса или специальным подъемником) изделие поднимается вверх и при обратном ходе укладывает ся на захваты транспортного устройст ва, которое перемещает изделие. При следующем ходе подъемного устройства, изделие снимается с захватов транспортного устройства, выполняется сварка, а сваренное изделие в зоне разгрузки специальным устройством для разгрузки укладывается либо в та ру, либо на конвейер для передачи изделия по назначению. Затем цикл повторяется 1} и 2 . Недостатком этих линий является наличие специального устройства для разгрузки, работающего в автоматическом режиме линии, что конструктивно усложняет и снижает надежность работы линии в целом. Известна поточная линия для сборки и точечной сваркикрышек багажников легковых автомобилей, содержащая расположенное на основании вдоль потока технологическое оборудование, соединенное между собой шаговыгл транспортером, выполненным в виде установленных в направляющих двух штанг, каждая из которых снабжена жестко закрепленными собачками, и расположенные на основании между штангами транспортера приводные подъемные столы. Каждая штанга оснащена поворотными подпружиненными рычагами по числу собачек с роликом на каждом рычаге, а каждый стол оснащен упорами, взаимодействующими при перемещении стола с упомянутыми роликами рычагов И . Недостатком этой линии является наличие устройства для разгрузки, которое усложняет и снижает нгщежность работы линии. Известна механизированная поточна линия для сварки кузовных узлов, содержащая смонтированные на основании сварочное оборудование расположенное tio ходу технологического процесса и соединенное между собой шаговым тран портером, включающим направляющие и штангу с за сватами узлов 4}. Недостатком этой линии является т что она имеет сложную конструкцию, так как включает в себя узлы разгруз ки. Цель изобретения - упрощение кон струкции механизированной поточной линии, благодаря исключению узла раз грузки. Указанная цель достигается тем, что один из захватов шарнирно соединен со штангой и снабжен роликами, а каждая направляющая шагового транспо тера оснащена дополнительной направляющей с паз.ом под ролики указанного захвати, при этом концевой участок дополнительной направляющей выполнен по дуге. 1 изображена линия, общий На фиг. разрез А-А вид сбоку;на фиг. на фиг. 1;на фиг, разрез Б-Б на фиг. 2;на фиг. разрез В-В на фиг. 2; на фиг. 5 -.разрез-Г-Г. на фиг. 2. Механизированная поточная линия состоит из сварочного оборудования 1 снабженного подъемными столами 2, и шагового транспортера 3 с приводом 4. Шаговый транспортер 3 имеет две направляющие 5, которые оснащены дополнительными направляющими б, в дойолнительных направляющих б выполнен паз с криволинейным участком 7. Каждая направляющая 5 несет подвижную штангу 8, на которой закреплены захваты 9, перемещающие свариваемый узел от позиции к позиции. На концы штанг 8 шарнирно, посредством осей 10, подвешены захваты 11, снабженные роликами 12, перемещающимися в пазу с криволиЕ|ейным участком 7. Захваты 11 перемещают сварен11ый узел 13 из последней сварочной позиции в зону разгрузки. Механизированная поточная линия работает следующим образом. В исходном положении штанги 8 находятся в крайнем правом положении, подъемные столы 2 - в нижнем положении, а на каждом сварочном оборудова НИИ 1, кроме первой единицы на захва тах находится свариваемый узел 13. Н первом сварочном оборудовании 1 опе ратор вручную загружает детали свариваемого узла и затем дает команду на начало цикла. По этой команде вс подъемные столы 2 совершают ход ввер и при подъеме снимают свариваемый узел 13 с захватом 9 и переносят ег в зону сварки. На- всех позиция осуществляется сварка. В то время, когда осуществляется сварка, шаговый транспортер 3 перемещается из крайнего правого положения в крайнее левое. После окончания сварки у всего сварочного оборудования 1 Подъемные столы 2 опускаются, укладывая свариваемый узел на рабочие захваты 9 на первой и второй позиции, а на третьей позиции сваренный узел укладывается на захваты 11. После этого штанга 8 шагового транспортера 3 перемещается в крайнее правое положение. При этом захваты 11 несут сваренный узел горизонтально до тех пор, пока ролики 12 перемещаются по прямолинейному участку паза. В конце хода транспортера, в зоне максимального замедления перемещения штанг (в существующих линиях замедление обеспечивается конструкцией привода транспортера), т.е. в зоне разгрузки, ролики 12 начинают перемещаться по криволинейному участку 7. При этом захваты 11, поворачиваясь на осях 10, отклоняются вниз. Сваренный узел при достижении захватами 11 определенного угла и благодаря наличию незначительных инерционных сил соскальзывает в тару или на конвейер для передачи изделия по назначению. Таким образом, предлагаемая конст рукция механизированной поточной линии обеспечивает разгрузку сваренного узла посредством незначительной модернизации захвагтов и направляющих шагового транспортера. Это позволяет исключить из ЛИДИИ разгрузочное устройство. В результате чего конструкция линии значительно упрощается, надежность работы ее повышается, кроме того экономится полезная площадь. Формула изобретения Механизированная поточная линия для сварки кузовных узлов, содеражщая смонтированное на основании сварочное оборудование, расположенное по ходу технологического процесса и соединенное между собой шаговым транспортером, включающим направляющие и штангу с захватами узлов, отличающаяся тем, что, с целью упрощения конструкции путем исключения узла разгрузки, один из захватов шарнирно соединен со штангой и снабжен роликами, каждая направляющая шагового транспортера, оснащена до-, полнительной направляющей с пазом под ролики указанного захвата, а концевой участок дополнительной направляющей выполнен по дуге. Источники информации, принятые во внимание при экспертизе 1. Почтовая линия французской фирмы RENOy смонтированная на Москов.ском автозаводе им. Ленинского комсомола .
кл В 23 К 37/04, 1976.
f «01
ФигЛ
И
Фиг. 5
