il
Изобретение относится к технологил машиностроения и предназначено для повышения изгибной прочности зубьев зубчатых колес, нагружаемых реверсивной нагрузкой.
Известно устройство для термомеханической обработки зубчатых колес, содержащее соосно расположенные индуктор с рабочими витками и механизм упрочнения с нагружающими элементами в форме клиньев.
Известное устройство не позволяет получить качественного упрочнения зубчатых колес с высокой степенью реверсивности рабочей нагрузки.
Повышение качества обрабатываемых деталей обеспечивается за -счет того, что в предлагаемом устройстве рабочие витки индуктора размещены вдоль вершины каждого нагружающего элемента параллельно образующей клина.
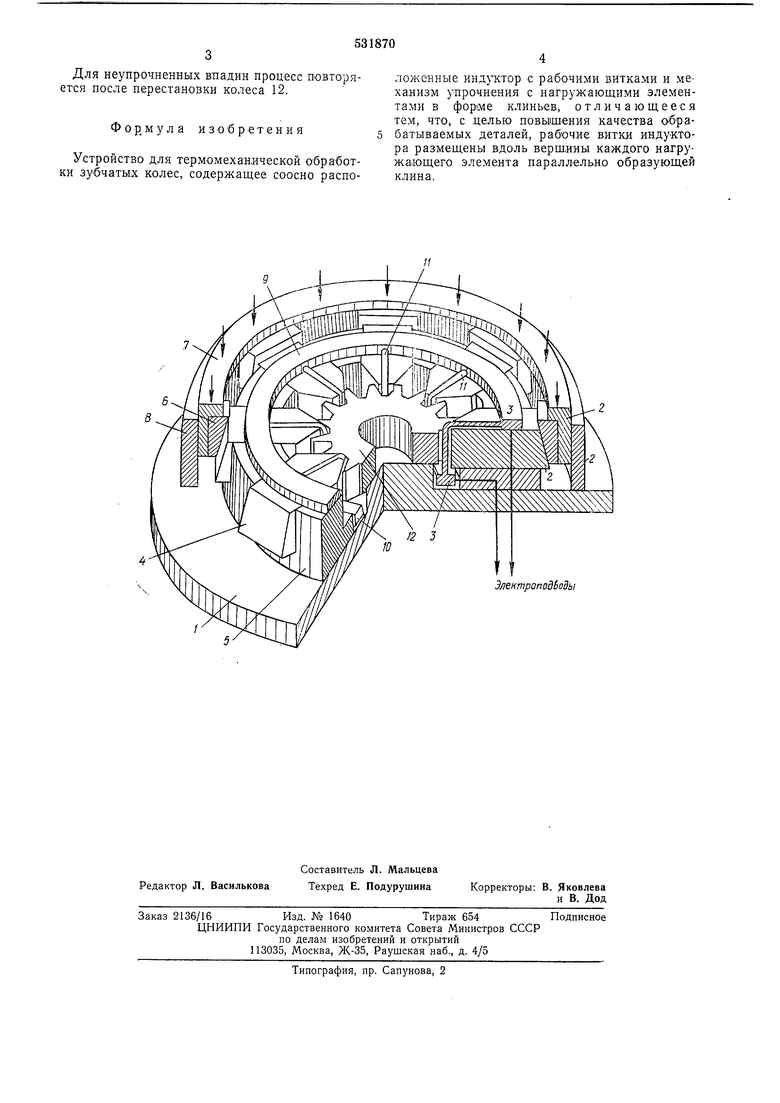
На чертеже схематически изображено предлагаемое устройство.
Устройство содержит опорную плиту 1, на которой расположен механизм упрочнения 2 и совмещенный с ним индуктор 3. Механизм упрочнения 2 содержит нагружающие элементы 4, установленные подвижно в кольце 5. Раоочий профиль каждого нагружающего элемента 4 выполнен в форме клина и обращен внутрь кольца 5, а его противоположная часть ско1шена и сопрягается с клиновым сухарем 6,
укрепленным по периметру прижимного кольца 7, которое установлено в направляющем цилиндре 8. Индуктор 3 расположен соосно с кольцом 5 и содержит верхнюю 9 и нижнюю 10 кольцевые шины. Верхняя шина 9 расположена над нагружающими элементами 4, а нижняя щина 10 - под ними. Кольцевые шины 9 и 10 соединяют рабочие витки М индуктора 3, размещенные вдоль вершины каждого нагружающего элемента 4 параллельно образующим клина.
Зубчатое колесо 12 устанавливают в индуктор 3 так, чтобы его рабочие витки 11 и нагружающие элементы 4 располагались во впадинах зубчатого колеса 12. Пагружению подвергаются впадины, образованные смежными зубьями колеса 12, взятые, например, через одну. После этото включают индуктор 3 и по достижении поверхностным слоем впадины требуемой температуры он отключается, а к прижимному кольцу 7 механизма упрочнения 2 прикладывают равномерно распределенную нагрузку. Прижимное кольцо 7 посредством клиновых сухарей 6 передает усилие нагружающим элементам 4, которые, перемещаясь в радиальном направлении, нагружают зубья обрабатываемого колеса 12 технологическим усилием в распор до требуемой степени деформации. Полученное упрочнение фиксируют закалкой и низкотемпературным отпуском.
Для неупрочненных впадин процесс повторяется noCvTe перестановки колеса 12.
Фор. мула изобретения
Устройство для термомехан.ической обработки зубчатых колес, содержащее соосно расположенные индуктор с рабочими витками и механизм упрочн-ения с нагружающими элементами в форме клиньев, отличающееся тем, что, с .целью повышения качества обрабатываемых деталей, рабочие витки индуктора размещены вдоль вершины каждого нагружающего элемента параллельно образующей клина.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ТЕРМООБРАБОТКИ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1996 |
|
RU2136766C1 |
| Устройство для упрочняющей обработкизубчАТыХ ВЕНцОВ | 1979 |
|
SU829696A1 |
| Нагружатель для упрочнения изделий типа зубьев зубчатых колес | 1974 |
|
SU556187A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ | 1972 |
|
SU427077A1 |
| Сборная протяжка | 1982 |
|
SU1053986A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ | 1998 |
|
RU2134183C1 |
| КЛИНОВОЙ МЕХАНИЗМ СВОБОДНОГО ХОДА | 2000 |
|
RU2194199C2 |
| Способ индукционной закалки шестерен и индуктор для его осуществления | 1988 |
|
SU1640180A1 |
| ТЕРМООБРАБОТКА ДЕТАЛИ ПОСРЕДСТВОМ МНОГОЧАСТОТНОГО ИНДУКЦИОННОГО НАГРЕВА | 2005 |
|
RU2359431C2 |
| Беззазорная зубчатая передача | 1988 |
|
SU1580101A1 |
ЭлектроподЬоЭы
