Предлагаемое изобретение касается прокатного стана, позволяющего изготовлять в один прием тонкие металлические ленты и листы из листовой или ленточной толстой заготовки.
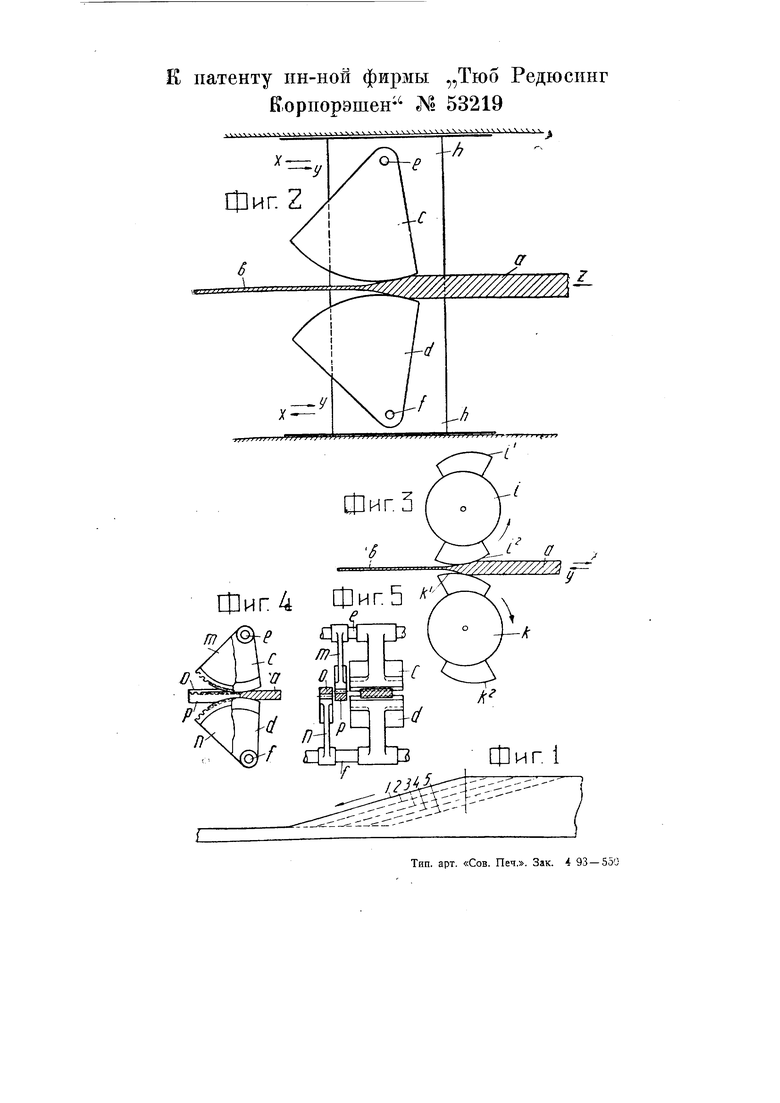
Для достижения этого в предлагаемом стане применены гладкие секторные валки с эксцентрическими рабочими поверхностями, которые обрабатывают за один прием отдельную часть заготовки, после чего она продвигается вперед для подготовки следующего места обработки, а секторные валки возвращаются в свое первоначальное положение.
Таким образом в основу настоящего изобретения положен принцип прокатки на пильгерстане, известный в применении к обкатке труб или круглых стержней из более толстых заготовок, но в то время, как эксцентричные рабочие поверхности секторных валков для обкатки труб или штанг снабжены ручьями соответствующей формы, рабочие поверхности секторных валков для изготовления тонких лент или листов делаются, согласно настоящему изобретению, гладкими. Это дает возможность получить холодным способом прокаткой за один рабочий процесс уменьшение поперечного сечения, превышающее 60%, причем получается высококачественная структура готового металла с высокими механическими свойствами.
На чертеже фиг. 1 изображает диаграмму, дающую представление о ходе процесса при обкатке изделия, фиг. 2 схематически показывает способ работы качающихся секторных валков, фиг. 3 изображает другую форму выполнения валков, которые в данном случае вращаются, фиг. 4 и 5 - вид сбоку и спереди одной из форм выполнения механизма, приводящего в качательное движение секторные валки, изображенные на фиг. 2.
Как показано на фиг. 1, процесс обработки заготовки происходит следующим образом: начиная с одного

| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОКАТКОЮ ТРУБ С ВНУТРЕННИМИ УТОЛЩЕНИЯМИ СТЕНОК НА КОНЦАХ | 1930 |
|
SU38516A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОГО ЛИСТА ИЗ НЕПРЕРЫВНО-ЛИТОГО СЛЯБА | 2017 |
|
RU2694443C2 |
| СТАН ДЛЯ ПРОКАТКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОФИЛЕМВС^^СОЮЗНАКгч</•'•;C:^'P-T?XHI!St::.•"'-''1ИОТ~'-^Л | 1971 |
|
SU315498A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ КАТАНОЙ ПОЛОСЫ | 1984 |
|
SU1193867A1 |
| Способ комбинированного процесса асимметричной и симметричной прокатки полосы из алюминиевого сплава | 2023 |
|
RU2800640C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2008 |
|
RU2365440C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИНФОРМАЦИИ ОБ ОТКЛОНЕНИИ ТОЛЩИН И КОМПЬЮТЕРНАЯ ПРОГРАММА | 2004 |
|
RU2311243C2 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |
| Стан для непрерывной прокатки груб на сердечнике | 1931 |
|
SU43373A1 |