на котором смонтированы очистные инструменты 13, например иглофрезы. Пневмоцилиндр 3 и кронштейн 12 составляют механизм прижима очистных инструментов 13.
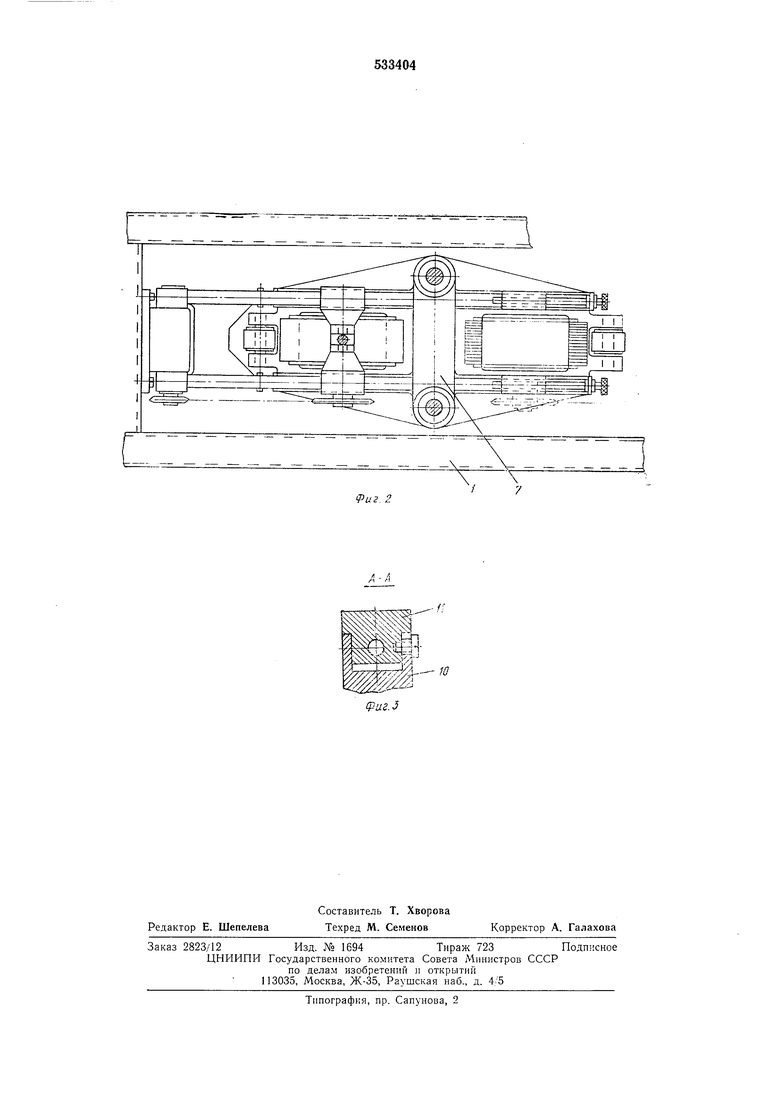
Опорная поверхность подвижного кронштейна 12 очистного инструмента 13 выполнена цилиндрической. Это позволяет обеспечивать постоянство величины опускания инструмента 13 относительно очищаемой поверхности 14 при любом угле наклона подвижного кронштейна 12, вне зависимости от толндины обрабатываемой поверхности при постоянном ходе поршня пневмоцилиндра 3.
Работает устройство следуюш,им образом.
При перемещении рамы 1 вправо илп влево опорный ролик 8 профилированной опоры 7 располагается над очищаемой поверхностью 14. При этом под действием пневмоцилиндра 3 подвижный кронштейн 12 своей опорной поверхностью через клинообразные планки i 1 перемещает опору 7 с роликом 8 до касання последнего очинитемой новерхности 14. В результате этого очистной инструмент 13, предварительно отрегулированный с помощью клинообразной II, перемещаюн ейся под действием винта 10 по наклонным направляюп им 9 опоры 7, фнксирустся относительпо очищаемой поверхности 14 таким образом, что величина захода инструмента будет несколько больше величины его рабочей осадки.
При дальнейшем перемещении рамы 1 после захода очистного инструмента 13 на очищаемую поверхность 14 последний принимает рабочую осадку (ось «О очистного инструмента 13 с кронштейном 12 поднимается вверх). При этом профилированная опора 7 под действием пружин 5 перемещается за цилиндрической опорной поверхностью кронштейна 12, освобождая онорные ролики 8 от контакта с очищаемой поверхностью.
После выхода очистного инструмента 13 с очищаемой поверхности 14 цилиндрическая опорная поверхность кронщтейна 12 воздействует на клинообразную планку 11 профилированной опоры 7, перемещая ее вниз до тех пор, пока противоположный опорный ролик 8 не опустится на очищаемую поверхность, обеспечивая при этом плавный выход очистного ннструмента.
Это позволяет исключить поломки иглофрез, повысить качество очищаемой поверхности, обеспечить постоянную величину очищаемого слоя в момент врезания и схода очистного инструмента.
Формула изобретения
Устройство для очистки поверхности металлических изделий, включающее укрепленные
на раме очистные инструменты и механизм прижима очистных инструментов, отличающееся тем, что, с целью обеспечения плавного захода очистного инструмента на обрабатываемую поверхность и схода с нее при одновремеином повышении надежности работы устройства, оно снабжено смонтированными на раме с возможностью вертикального перемещения подпружиненными колонками и жестко связанной с каждой из них профилированной
опорой с наклонными направляющими, на каждом конце профилированной опоры установлен цилиндрический опорный ролик, а на каждой из наклонных направляющих установлена клинообразная опорная плапка.
Источники информации, принятые во внимание при экспертизе:
1.Авт. св. Яо 168625, В 21В 45/02, 25.03.65.
2.Авт. св. № 397239, В 08В 1/04, 29.01.74 (прототип).
фхгггзгх: : ;5: ;:--./± :irrjizii22 I i 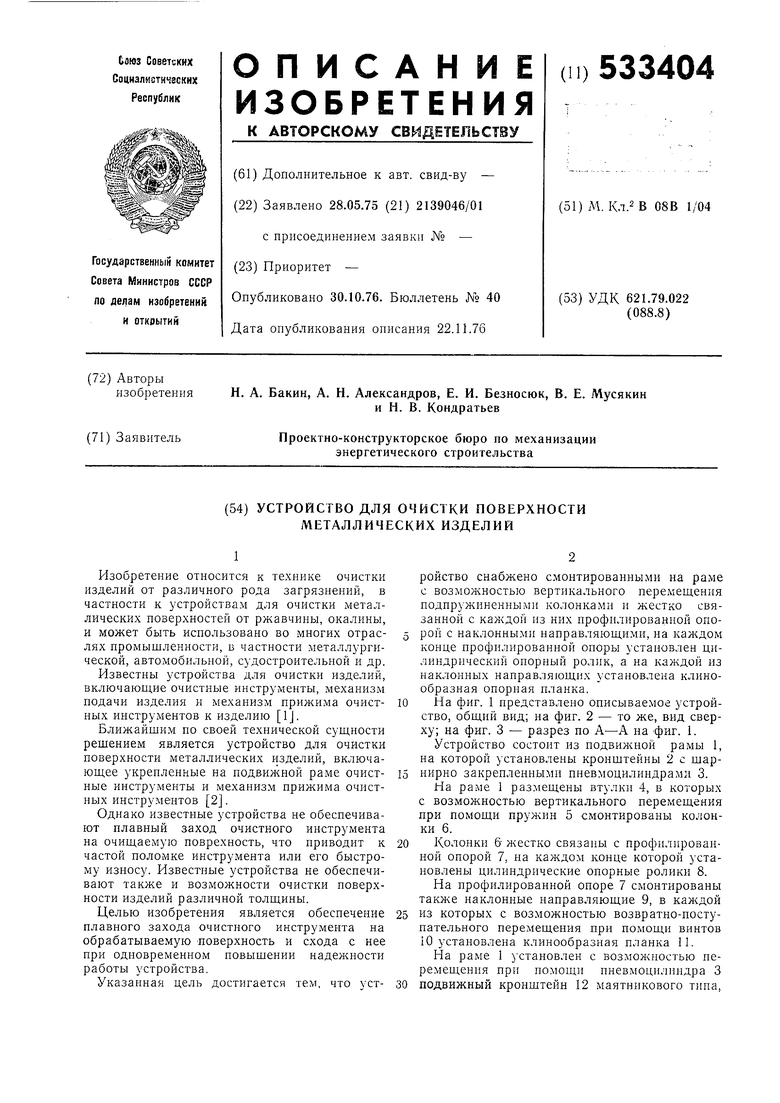
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки поверхности изделий | 1989 |
|
SU1664419A1 |
| Устройство для очистки наружной поверхности труб | 1989 |
|
SU1719115A1 |
| Устройство для очистки наружной поверхности цилиндрических изделий | 1990 |
|
SU1715453A1 |
| Устройство для очистки наружной поверхности труб | 1975 |
|
SU571311A1 |
| Устройство для очистки металлических изделий | 1977 |
|
SU716643A1 |
| Устройство для очистки движущейся металлической полосы | 1982 |
|
SU1087210A1 |
| Устройство для очистки круглого проката и наружной поверхности труб | 1975 |
|
SU531559A1 |
| Станок для очистки листового проката | 1976 |
|
SU620294A1 |
| Агрегат для зачистки концов труб | 1989 |
|
SU1717297A1 |
| Наружный гратосниматель к стану непрерывной сварки прямошовных труб разного диаметра | 1984 |
|
SU1176993A1 |