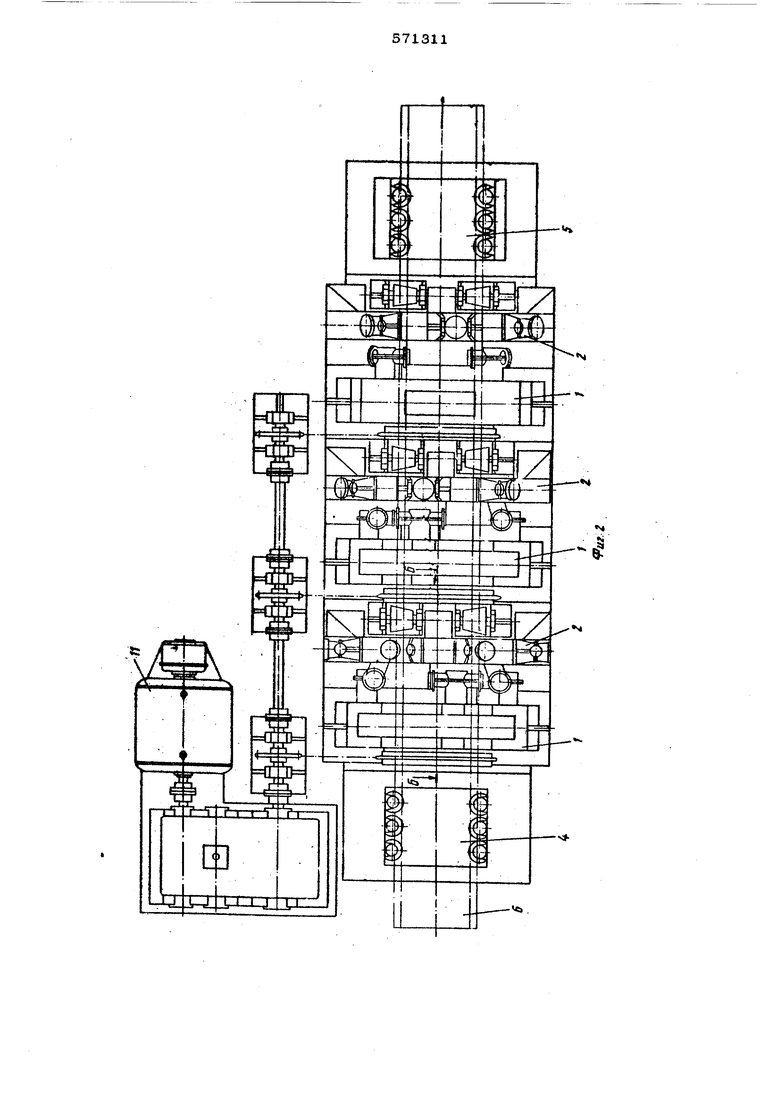
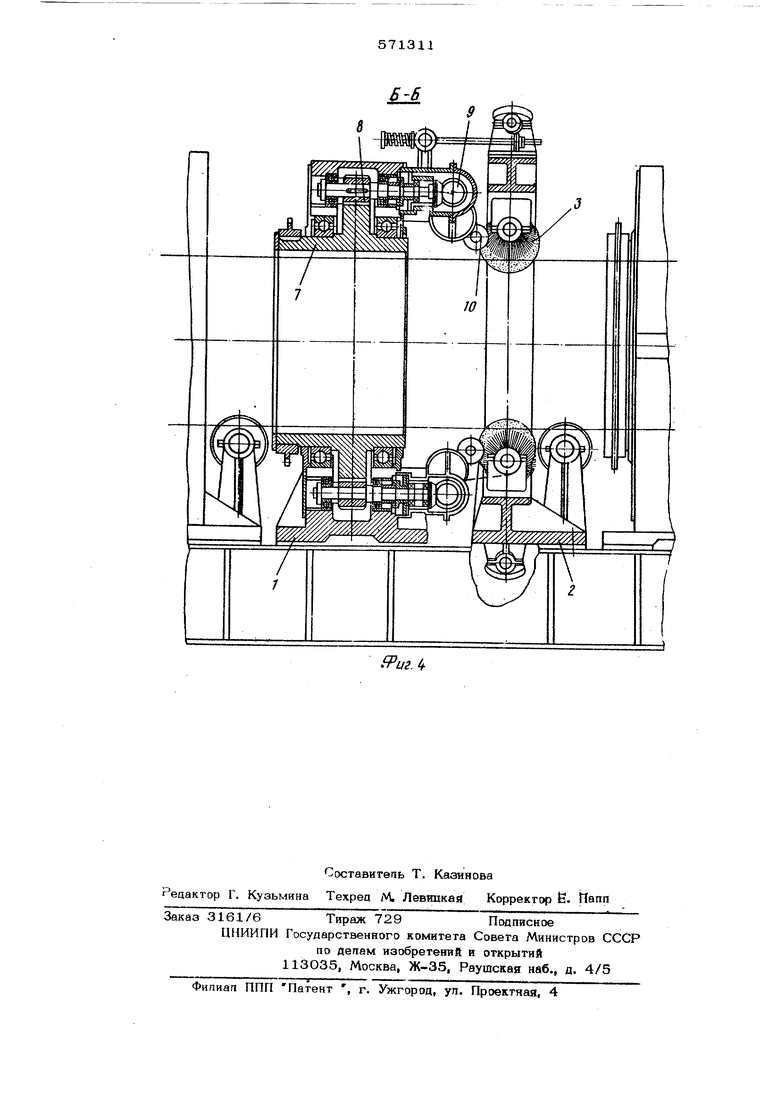
где к-копичество очистных секций в устройстве;П-число очистных инструментов в кажлой секции. Цепес о образно, чтобы механизм прижима я рааведениа очистных эпементов бып попнен в виде ради а пьн о распопожвиных пыавмоципиндров, корпусы которых закреп пены на станине, а штоки связаны с очист ными эпементами. На фиг. 1 изображено, описываемое уст ройства для очистки наружной поверхности труЬ,| .вид сбоку} на фиг. 2- то же, вид в ппане:, на фиг 3 - разрез А-А .фиг. 1} ва фиг. 4 - разрез Б-Б фиг. 2. Устройство для очистки наружной повер ности труб содержит очистные секции, сос тоящие из неподвижно установленных на опорной раме раздаточного редуктора 1, станины 2с очистнь1мя эпементами-игпофрезами 3, задающих ропиков 4 и тянущих ропиков 5. Игпофрезы 3 установлены в станине 2 таким образом, что их оси вращения распо ложены в плоскости, перпендикулярной оси очищаемой трубы 6, а секции смещены одна относительно другой на угол, равный 360° of- :; где к-количество очистных секций в уст1эо стве:. п -количество иглофрез в секции. В предложенном устройстве при квЗ и п 8 угол Х.г15. На этот угол смещены иглофрезы в каждо последукицей очистной секции по отношсни к предыдущей. Раздаточный редуктор содержит центральное зубчатое колесо 7, от которого вращение передается через шестерни 8, конический редуктор 9, установленный на корпусе раздаточного редуктора, и цепную передачу 10 на игл офрезы. Валы пентральных зубчатых колес у раздаточных редукторов с помгацью, напри мер, цепных передач приводятся от двигателя 11. Механизм прижима и разведения иглофрез выполнен в виде радиально располож ных пневмоцилиндров 12, корпусыкоторы шарнирно укреплены на станине,а штоки с заны с вилкой 13, установленной в напра ляющих, соосных штоку пневмоцилиндра 1 и. также размещенных в станине 2. .Устройство работает следующим образом. Иглофрезы 3 устанавливают в полож ние, cooтвeтcтвyющJэe диаметру очищаемой трубы. Задающими роликами 4 труба подается в зону очистки. В момент захода переднего конца трубы включают привод иглофрез 3 и они прижимаются пненмоцилиндрами 12 к очищаемой поверхности, По мере продвижения грубы 6 в последую щие очистные секции, установленные в них иглофреаы прижимаются соответствующими пневмоцилиндрами 12 к трубе.. При входе трубы в последнюю очистную секцию в включаются все иг л офрезы. При этом периметр очищаемой трубы оказывается полностью перекрыт иглофрезами 3 всех Ьчистных секций. Иглофреаы каждой после уклцей секции очищают продольные участ Ки поверхности трубы, которые остались неочищенными иглофрезами предыдущей секции, и к моменту выхода конца трубы из последней очистной секции вся поверхность трубы оказывается охваченн&й иглофреза-ми. Тянущие ролики .5 установлены таким образом, что захватывают -передний конец трубы 6, в то время задний еще находится в задающих роликах 4, и труба при этом получает подачу непрерывно. При такой конструкцииагрегата исключается движение иглофрез по винтовой линии относительно очищаемой поверхности трубы, появляется возможность значительно увеличить осевую подачу очищаемой трубы и достичь производительности очистки до Ю м/мин. Формула изобретения Устройство дня очистки наружной поверхности труб, содержащее очистные секции, установленные на опорной раме, каждая из которых состоит из очистных элементов, установленных по сечению трубы с возможностью вращения и снабженных механизмом их прижима и разведения относительно очищаемой трубы, о т л ич а юще е ся ;тем, что, с целью повыщения эффективности работы устройства, оси вращения очистных элементов расположены перпендикулярно диаметральной плоскости-трубы, очистные секция закреплены на раме неподвижно, а очистные элементы каждой последующей секция смещены, относительно предыдущей на угол . flCs где к - число секций; а -число очистных элементов в каждой секции.
0 Чиг д

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для очистки полосовой стали | 1980 |
|
SU887039A1 |
| Устройство для очистки длинномерного материала | 1979 |
|
SU860895A1 |
| Устройство для очистки поверхности длинномерного изделия | 1988 |
|
SU1540874A1 |
| Устройство для очистки движущейся металлической полосы | 1982 |
|
SU1087210A1 |
| Устройство для очистки наружной поверхности длинномерных изделий | 1988 |
|
SU1757765A1 |
| Устройство для очистки наружной поверхности цилиндрических изделий | 1990 |
|
SU1715453A1 |
| Иглофрезерный станок | 1977 |
|
SU673385A1 |
| Устройство для зачистки труб | 1989 |
|
SU1719116A1 |
| КОМБАЙН КУЗНЕЦОВА ДЛЯ СНЯТИЯ НАРУЖНОГО ГИДРОИЗОЛЯЦИОННОГО ПОКРЫТИЯ С МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ И ЕГО ОБРАБАТЫВАЮЩИЕ АГРЕГАТЫ ПОЭТАПНОЙ ОЧИСТКИ ТРУБОПРОВОДА | 1995 |
|
RU2098204C1 |
| Наружный гратосниматель к стану непрерывной сварки прямошовных труб разного диаметра | 1984 |
|
SU1176993A1 |