(54) ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ
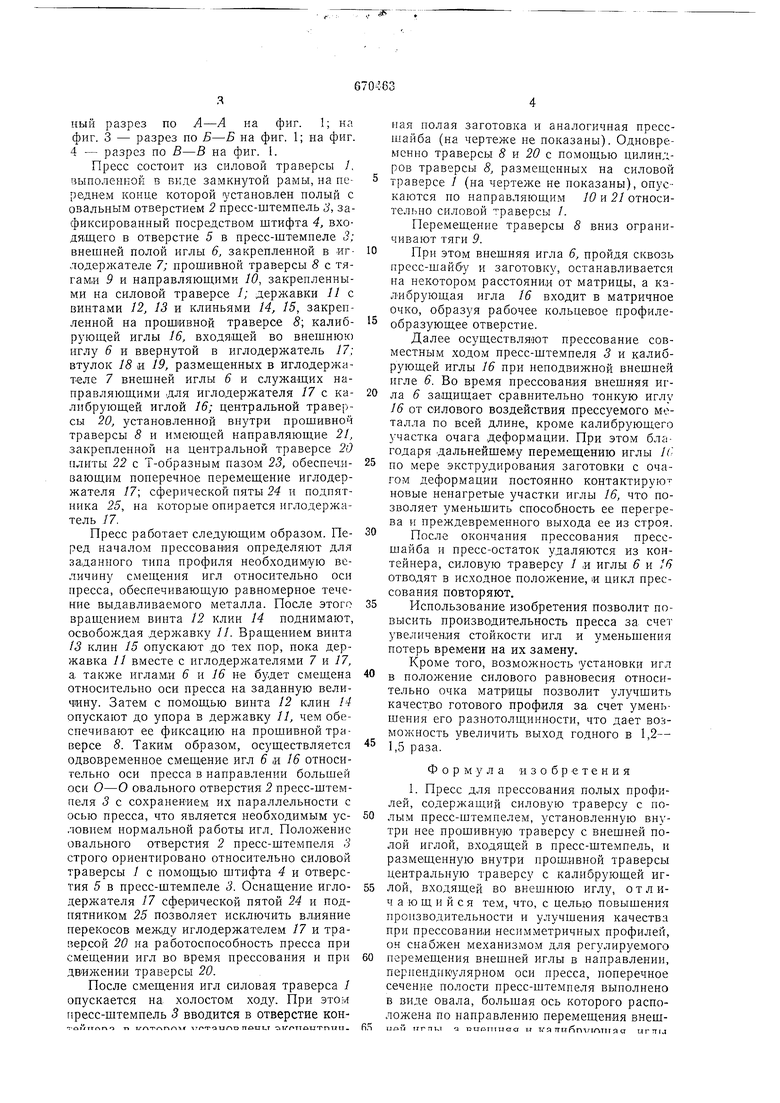
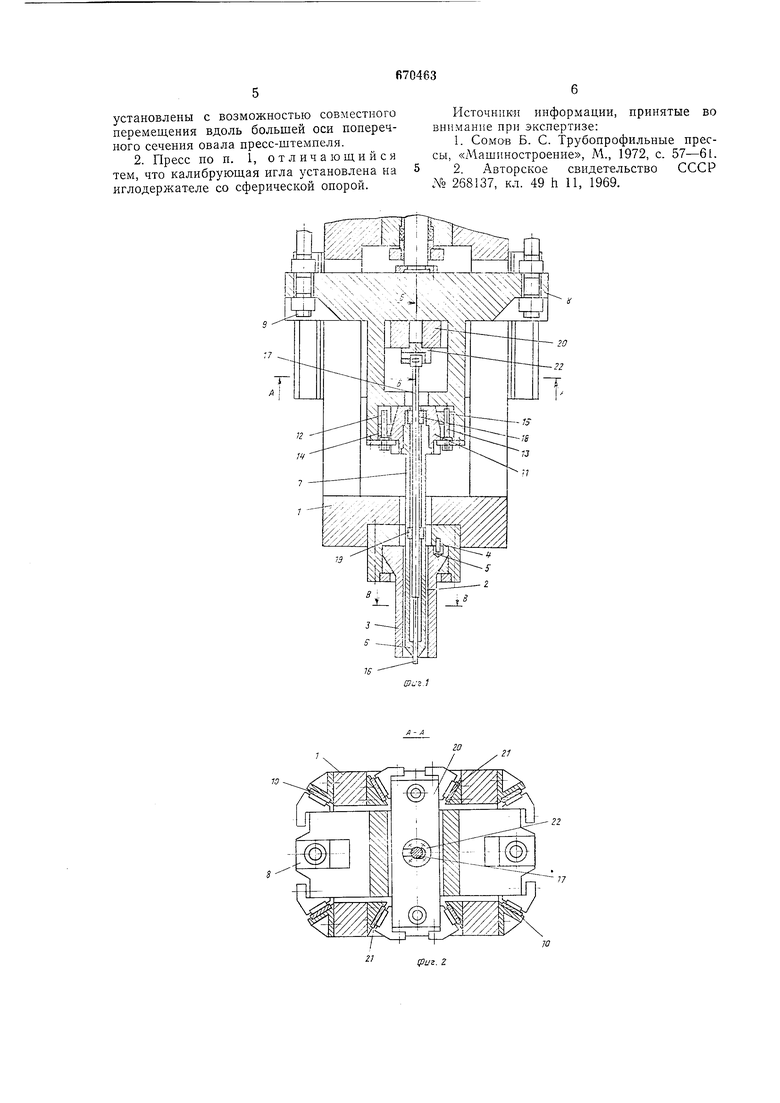
ный разрез по А-А на фиг. 1; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 1.
Пресс состоит из силовой траверсы /, выполенкой в виле замкнутой рамы, на передием конце которой установлен полый с овальным отверстием 2 пресс-штемпель 3, зафиксированный посредством штифта 4, входящего в отверстие 5 в пресс-штемпеле 3; внешней полой иглы 6, закрепленной в иглодержателе 7; прошивной траверсы 8 с тягами 9 и направляюшими 10, закрепленными на силовой траверсе /; державки 11 с винтами 12, 13 и клиньями М, 15, закрепленной на прошивной траверсе 8; калибруюш,ей иглы 16, входящей во внешнюю иглу 6 и ввернутой в иглодержатель 17; втулок 18 и 19, размещенных в иглодержателе 7 внешней иглы 6 и служащих направляющими для иглодержателя 17 с калибрующей иглой 16; центральной траверсы 20, установленной внутри прошивной траверсы 8 и имеющей иаправляюшие 21, закрепленной на центральной траверсе 20 алиты 22 с Т-образным пазом 23, обеспечьвающим понеречное перемеш,ение иглодержателя 17; сферической пяты 24 и подпятника 25, на которые опирается иглодержатель 17.
Пресс работает следующим образом. Перед началом прессования определяют для заданного типа профиля необходимую величину смещения игл относительно оси пресса, обеспечивающую равномерное течение выдавливаемого металла. После этого вращением винта 12 клин 14 поднимают, освобождая державку //. Вращением винта клин /5 опускают до тех пор, пока державка 11 вместе с иглодержателями 7 и 17, а. также иглами 6 и 16 не будет смещена относительно оси пресса на заданную величину. Затем с помощью винта 12 клин 4 опускают до упора в державку 11, чем обеспечивают ее фиксацию на прошивной траверсе 8. Таким образом, осуществляется одвовременное смещение игл 6 и 16 относительно оси пресса в направлении большей оси О-О овального отверстия 2 пресс-штемпеля 3 с сохранением их параллельности с осью пресса, что является необходимым условием иормальной работы игл. ПолоЖ1ение овального отверстия 2 пресс-штемпеля 3 строго ориентировано относительно силовой траверсы 1 с помощью штифта 4 и отверстия 5 в пресс-штемпеле :. Оснащение иглодержателя 17 сферической пятой 24 и подпятником 25 позволяет исключить влияние перекосов между иглодержателем 17 и траверсой 20 на работоспособность пресса при смещении игл во время прессования и при движении траверсы 20.
После смещения игл силовая траверса / опускается на холостом ходу. При этом гфесс-щтемпель 3 вводится в отверстие .
мая полая заготовка и аналогичная прессшайба (на чертеже не показаны). Одновременно траверсы 8 и 20 с помощью цилиндров траверсы 8, размещенных на силовой траверсе / (на чертеже не показаны), опускаются по направляющим /О и 2/относительно силовой т-раверсы /.
Перемещение траверсы 8 вниз ограничивают тяги 9.
При этом внешняя игла в, пройдя сквозь пресс-шайбу и заготовку, останавливается па некотором расстоянии от матрицы, а калибрующая игла 16 входит в матричное очко, образуя рабочее кольцевое профилеобразующее отверстие.
Далее осуществляют прессование совместным ходом пресс-штемпеля 3 и калибрующей иглы 16 при неподвижной внешней игле 6. Во время прессования внешняя игла 6 защищает сравнительно тонкую иглу 16 от силового воздействия прессуемого металла по всей длине, кроме калибрующего участка очага деформации. При этом благодаря дальнейшему перемещению иглы ( по мере экструдирования заготовки с очагом деформации постоянно контактируюновые ненагретые участки иглы 16, что нозволяет уменьшить способность ее перегрева и преждевременного выхода ее из строя.
После окончания прессования прессшайба и пресс-остаток удаляются из контейнера, силовую траверсу 1 и иглы 6 и 16 отвадят в исходное положение, и цикл прессования повторяют.
Использование изобретения позволит повысить производительность пресса за счет увеличения стойкости игл и уменьшения потерь времени на их замену.
Кроме того, возможность установки игл в положение силового равновесия относительно очка матрицы позволит улучшить качество готового профиля за счет уменьшения его разнотолщинности, что дает возможность увеличить выход годного в 1,2- 1,5 раза.
Формула изобретения
1. Пресс для прессования полых профилей, содержащий силовую траверсу с полым пресс-штемпелем, установленную внутри нее прошивную траверсу с внешней иолой иглой, входящей в пресс-штемпель, и размещенную внутри прошивной траверсы центральную траверсу с калибрующей иглой, входящей во внешнюю иглу, отличающийся тем, что, с целью повышения производительности и улучшения качества при прессовании несимметричных профилей, он снабжен механизмом для регулируемого перемещения внешней иглы в направлении, перпендикулярном оси пресса, поперечное сечение полости пресс-штемпеля выполнено в виде овала, большая ось которого расположена по направлению перемещения внешuoTi TIP п UT Q CJ up-iTiTJ СТОГ ы яигпп т/ тТ1 я ст тлг тт гл установлены с возможностью совместного перемещения вдоль большей оси поперечного сечения овала пресс-штемпеля. 2 Пресс по п. 1, отличающийся тем, что калибрующая игла установле на на5 иглодержателе со сферической опорой. Источники информации, принятые во внимание при экспертизе: 1- Сомов Б. С. Трубопрофильные прессы, «Мащиностроение, п., 1972, с. 57-Ы. 2. Авторское свидетельство СССР № 268137, кл. 49 h И, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования полых профилей | 1976 |
|
SU617096A1 |
| Устройство для обратного прессования изделий | 1976 |
|
SU612726A1 |
| Устройство для прессования полых профилей | 1976 |
|
SU588033A1 |
| Гидравлический пресс | 1975 |
|
SU582102A1 |
| ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОЛЫХ ПРОФИЛЕЙ | 1970 |
|
SU268137A1 |
| Устройство дл прессования полых профилей | 1974 |
|
SU503608A1 |
| Горизонтальный гидравлическийТРубОпРОфильНый пРЕСС | 1979 |
|
SU820963A1 |
| Устройство для прессования полыхпРОфилЕй | 1979 |
|
SU837436A1 |
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 1972 |
|
SU343871A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ НА ВЕРТИКАЛЬНОМ ПРЕССЕ | 2011 |
|
RU2479371C1 |
ю
ipuz. г
