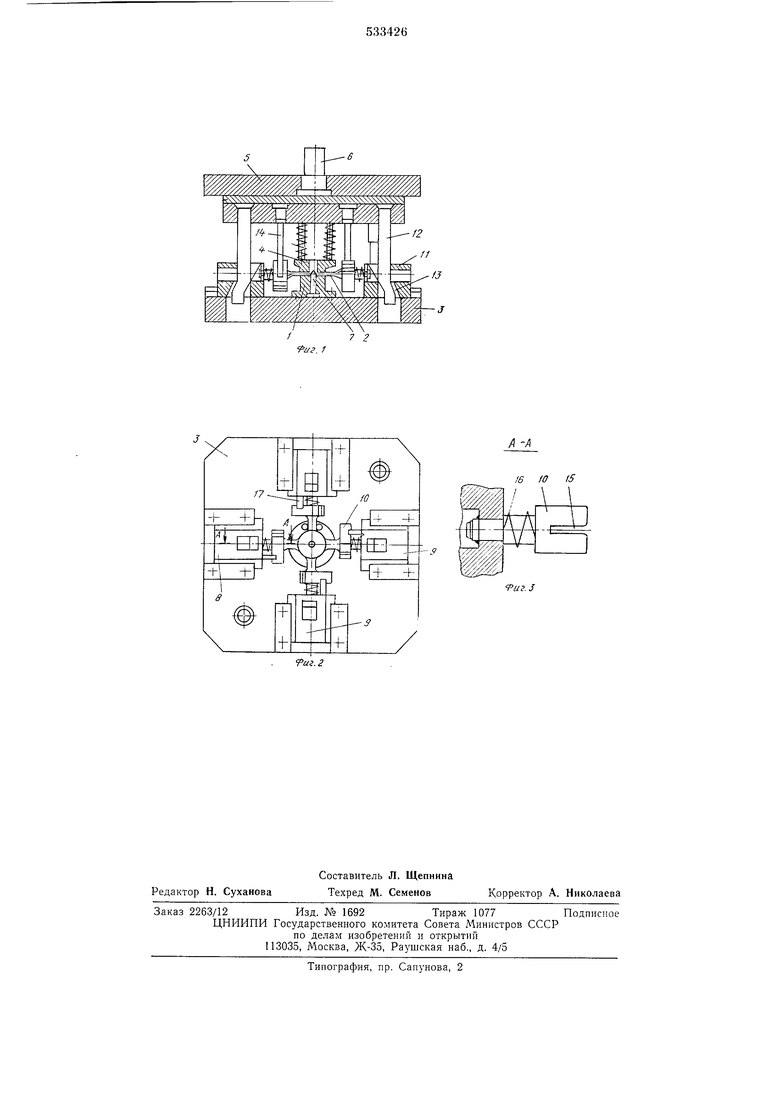
расположены с возможностью радиального перемен;ения посредством клиньев 12, закрепленных на верхней плите 5. Клппья 12 взапмодействуют с профильными стенками пазов 13, выполненных в корпусах 11. Оправки 10 размещены в корпусах И с возможностью поворота относительно своих осей посредством взаимодействия с упорами 14, закрепленными на верхней плите 5. В оправках 10 выполнены- прорези 15 для захвата заготовки 2 и размещены пружины 16 для возврата оправок в исходное положение. Пальцы 17, установленные в корпусах 11, служат для остановки оправок 10 при возврате их в исходное положение.
Штамп работает следующим образом.
Заготовку 2 крыльчатки вентилятора укладывают на опору 1 таким образом, чтобы ловитель 7 вошел в центральное отверстие крыльчатки. После чего верхняя плита 5 при помощи ползуна пресса или другого привода пачинает опускаться до тех нор, пока прижим 4, дойдя до уровня опоры, не закрепит прочно заготовку между ними. Одновременно с этим опустятся закрепленные на верхней плите 5 упоры 14 и клинья 12, размеп1енпые в пазах 13 корпусов 11. Клинья 12, взаимодействуя с профильными стенками пазов 13, перемещают раднально к опоре 1 корпусы 11 и, следовательно, оправки 10. При этом лопасти крыльчатки вентилятора войдут в прорези 15 оправок 10. После этого упоры 14, взаимодействуя с оправками, заставляют их повернуться вместе с защемленными в прорезях лопастями, производя таким образом их скручивапие. После окончания скручивания верхняя пЛИта 5 нодпимается вместе с клиньями 12 и унорами 14. При этом клинья 12 за счет взаимодействия с нрофильными стенками пазов
13 перемещают корпусы 11 в исходное ноло}кение. Оправки 10, перемещаясь вместе с корпусом, освобождают крыльчатку вентплятора. Возврат оправок в исходное ноложепие осуществляется пружинами 16 до остановки их нальцами 17. Готовую крыльчатку вентилятора снимают. Далее цикл повторяется.
Формула изобретения
Штами для изготовления детале1г, содержани1Й оиору для укладки заготовки, закрепленную на нижней плите и взаимодействующую
с подпружиненным нрижимом, смонтированным на верхней плите, и узел скручивания, выполненный в виде онравкн с назом для захвата заготовки, установленной с возможностью поворота относительно своей оси в корпусе, расположенном на нижней плите, отличающийся тем, что, с целью одновременного изготовления лопастей детали типа вентилятора, он снабжен дополнительными узлами скручивания, количество которых совместно
с указанным узлом скручивания равно количеству обрабатываемых лопастей н которые размещены радиально относительно опоры, ловителем, размещенным в последней, а оправки подпружинены относительно своих корнусов, установленных с возможностью радиального неремещения.
Источники информации, принятые во внимание при экспертизе:
I. Патент США 3641800, кл. 72-299, 1972.
2. Скворцов Г. Д. Основы конструирования штампов для холодной листовой нгтамповки, 1972, с. 250, рис. 219.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для резки труб | 1978 |
|
SU804247A2 |
| Устройство для резки труб | 1977 |
|
SU732090A1 |
| Устройство для резки труб | 1982 |
|
SU1021527A1 |
| Устройство для резки труб | 1979 |
|
SU823022A2 |
| Устройство для отрезки труб | 1983 |
|
SU1074667A2 |
| Штамп для скручивания заготовок | 1976 |
|
SU580928A1 |
| Штамп для завивки краев листовой заготовки | 1987 |
|
SU1523222A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ДВУМЯ УШКАМИ ПО КОНЦАМ | 1972 |
|
SU346003A1 |
| Штамп для резки труб | 1990 |
|
SU1775240A1 |
| ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ | 1973 |
|
SU383498A1 |
/I -A
