Изобретение относится к обработке металлов давлением, в частности к технологической оснастке для холодной листовой штамповки.
Цель изобретения - улучшение качества изделий за счет повышения их точности.
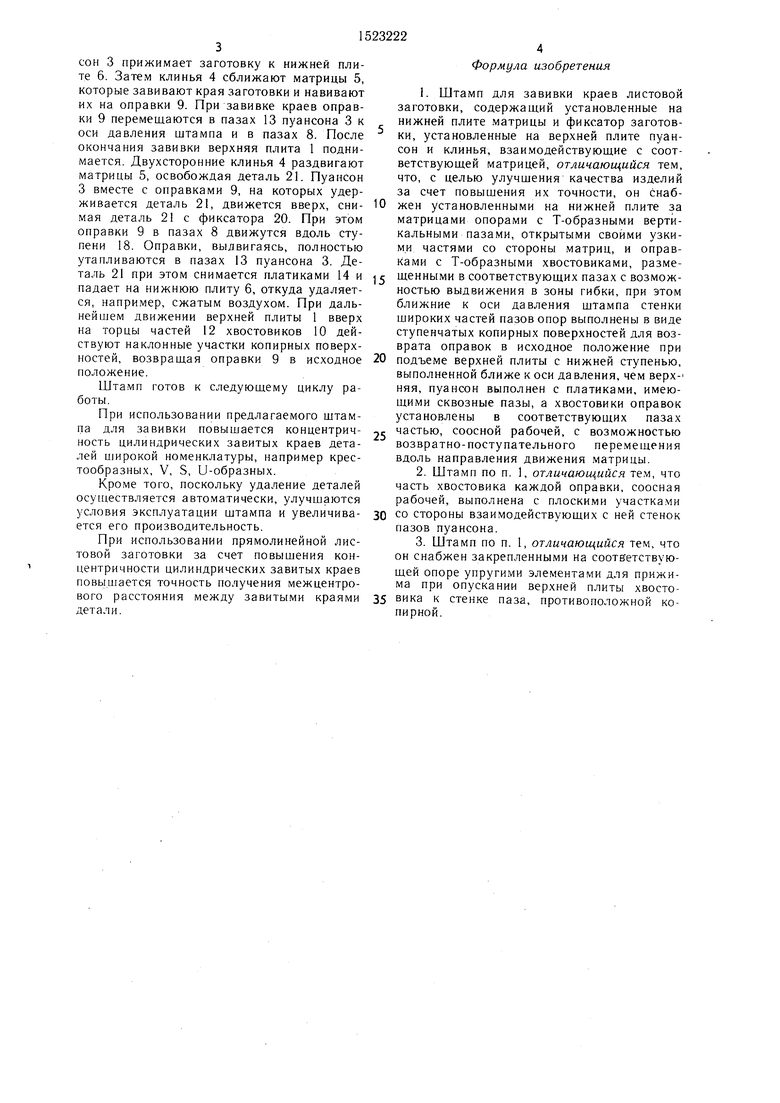
На фиг. 1 показан штамп в крайнем нижнем положении; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел взаимодействия опоры с оправкой; на фиг. 4 - опора, вид сверху; на фиг. 5 - оправка; на фиг. 6 - пуансон.
Штамп содержит верхнюю плиту 1 с пуансонодержателем 2, в котором установлен подпружиненный пуансон 3 с клиньями 4, размешенными в пазах матриц 5, установленных на нижней плите 6.
Штамп содержит также установленные за матрицами опоры 7 с Т-образными вертикальными пазами 8, открытыми узкими частями со стороны матриц 5,-и оправки 9 с хвостовиками 10, имеюшими соосную оправке 9 часть 11 и часть 12, размешенную перпендикулярно части 11.
Хвостовики 10 установлены в пазах 8 и в пазах 13 платиков 14 пуансона. Дно каждого паза 8 выполнено наклонным, на стенках 15 выполнены копирные поверхности со ступенями 16 и 17. Ступень 16 ближе ра л- мешена к противоположной стенке 18, чем ступень 17. Часть 11 каждого хвостовика 10 выполнена для исключения разворота оправки 9.
На каждой опоре установлена листовая пружина 19, поджимаюшая часть 12 хвостовика 10 к стенке 18 при опускании верхней плиты. Штамп имеет фиксатор 20.
Штамп работает следуюшим образом.
Листовую заготовку (не показана) укладывают на нижнюю плиту 6, надевая на фиксатор 20. При ходе верхней плиты 1 вниз на части 11 хвостовиков 10 действует пуансон 3, в пазах 13 которого они размешены. Частями 12 хвостовики 10 взаимодействуют с наклонным дном пазов 8 и движутся поступательно, выдвигая из пазов 13 оправку 9. При этом оправки 9 движутся вдоль стенок 18 пазов 8 (фиг. 3). Пуанел
N3
00 ьо IC ьо
сон 3 прижимает заготовку к нижней плите 6. Затем клинья 4 сближают матрицы 5, которые завивают края заготовки и навивают их на оправки 9. При завивке краев оправки 9 перемешаются в пазах 13 пуансона 3 к оси давления штампа и в пазах 8. После окончания завивки верхняя плита 1 поднимается. Двухсторонние клинья 4 раздвигают матрицы 5, освобождая деталь 21. Пуансон 3 вместе с оправками 9, на которых удерФормула изобретения
1. Штамп для завивки краев листовой заготовки, содержаший установленные на нижней плите матрицы и фиксатор заготовки, установленные на верхней плите пуансон и клинья, взаимодействующие с соответствующей матрицей, отличающийся тем, что, с целью улучшения качества изделий за счет повышения их точности, он снабживается деталь 21, движется вверх, сни- Ю жен установленными на нижней плите за мая деталь 21 с фиксатора 20. При этом матрицами опорами с Т-образными верти- оправки 9 в пазах 8 движутся вдоль ступени 18. Оправки, выдвигаясь, полностью
утапливаются в пазах 13 пуансона 3. Декальными пазами, открытыми своими узкими частями со стороны матриц, и оправками с Т-образными хвостовиками, разме- таль 21 при этом снимается платиками 14 и щенными в соответствующих пазах с возмож- падает на нижнюю плиту 6, откуда удаляет- ностью выдвижения в зоны гибки, при этом ся, например, сжатым воздухом. При дальнейшем движении верхней плиты 1 вверх на торцы частей 12 хвостовиков 10 действуют наклонные участки копирных поверхностей, возврашая оправки 9 в исходное
ближние к оси давления штампа стенки широких частей пазов опор выполнены в виде ступенчатых копирных поверхностей для возврата оправок в исходное положение при 20 подъеме верхней плиты с нижней ступенью, выполненной ближе к оси да вления, чем верх- няя, пуансон выполнен с платиками, имею- шими сквозные пазы, а хвостовики оправок установлены в соответствующих пазах
положение.
Штамп готов к следуюшему циклу работы.
При использовании предлагаемого штамближние к оси давления штампа стенки широких частей пазов опор выполнены в виде ступенчатых копирных поверхностей для возврата оправок в исходное положение при 20 подъеме верхней плиты с нижней ступенью, выполненной ближе к оси да вления, чем верх- няя, пуансон выполнен с платиками, имею- шими сквозные пазы, а хвостовики оправок установлены в соответствующих пазах
па для завивки повышается концентрич- с частью, соосной рабочей, с возможностью
кость цилиндрических завитых краев дета-возвратно-поступательного перемешения
лей широкой номенклатуры, например крес-вдоль направления движения матрицы,
тообразных, V, S, U-образных.2. Штамп по п. 1, отличающийся тем, что
Кроме того, поскольку удаление деталейчасть хвостовика каждой оправки, соосная
осуществляется автоматически, улучшаютсярабочей, выполнена с плоскими участками
условия эксплуатации штампа и увеличива-ЗО со стороны взаимодействуюших с ней стенок
Формула изобретения
1. Штамп для завивки краев листовой заготовки, содержаший установленные на нижней плите матрицы и фиксатор заготовки, установленные на верхней плите пуансон и клинья, взаимодействующие с соответствующей матрицей, отличающийся тем, что, с целью улучшения качества изделий за счет повышения их точности, он снабкальными пазами, открытыми своими узкими частями со стороны матриц, и оправками с Т-образными хвостовиками, разме- щенными в соответствующих пазах с возмож- ностью выдвижения в зоны гибки, при этом
ближние к оси давления штампа стенки широких частей пазов опор выполнены в виде ступенчатых копирных поверхностей для возврата оправок в исходное положение при подъеме верхней плиты с нижней ступенью, выполненной ближе к оси да вления, чем верх- няя, пуансон выполнен с платиками, имею- шими сквозные пазы, а хвостовики оправок установлены в соответствующих пазах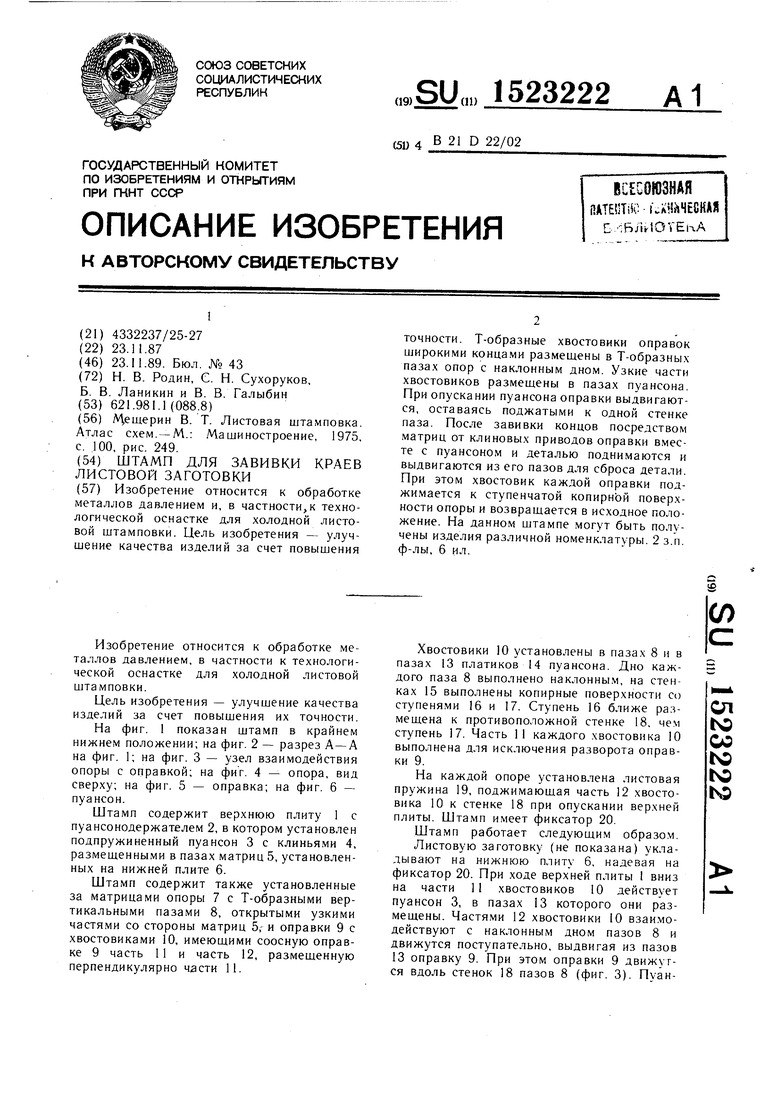
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки штучных заготовок | 1988 |
|
SU1574319A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп совмещенного действия | 1986 |
|
SU1375381A1 |
| ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ | 1973 |
|
SU383498A1 |
| Совмещенный штамп для гибки деталей типа крючок | 1987 |
|
SU1532132A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ШАЙБ | 1971 |
|
SU310723A1 |
| Штамп для гибки полки под углом 180 @ | 1985 |
|
SU1294416A1 |
| Штамп | 1988 |
|
SU1586824A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп для раздачи полых заготовок | 1980 |
|
SU927382A1 |

Изобретение относится к обработке металлов давлением и, в частности, к технологической оснастке для холодной листовой штамповки. Цель изобретения - улучшение качества изделий за счет повышения точности. Т-образные хвостовики оправок широкими концами размещены в Т-образных пазах опор с наклонным дном. Узкие части хвостовиков размещены в пазах пуансона. При опускании пуансона оправки выдвигаются, оставаясь поджатыми к одной стенке паза. После завивки концов посредством матриц от клиновых приводов оправки вместе с пуансоном и деталью поднимаются и выдвигаются из его пазов для сброса детали. При этом хвостовик каждой оправки поджимается к ступенчатой копирной поверхности опоры и возвращается в исходное положение. На данном штампе могут быть получены изделия различной номенклатуры. 2 з.п. ф-лы, 6 ил.
ется его производительность.
При использовании прямолинейной листовой заготовки за счет повышения концентричности цилиндрических завитых краев повышается точность получения межцентрового расстояния между завитыми краями 35 вика к стенке паза, противоположной кодетали.
пазов пуансона.
аг.Е
фиг.З
Фиг. 5
/5
Фиг.
Jd
Фиг. 6
| Л ещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| -М.: Машиностроение, 1975, с | |||
| Облицовка комнатных печей | 1918 |
|
SU100A1 |
| Трансляция, предназначенная для телефонирования быстропеременными токами | 1921 |
|
SU249A1 |
