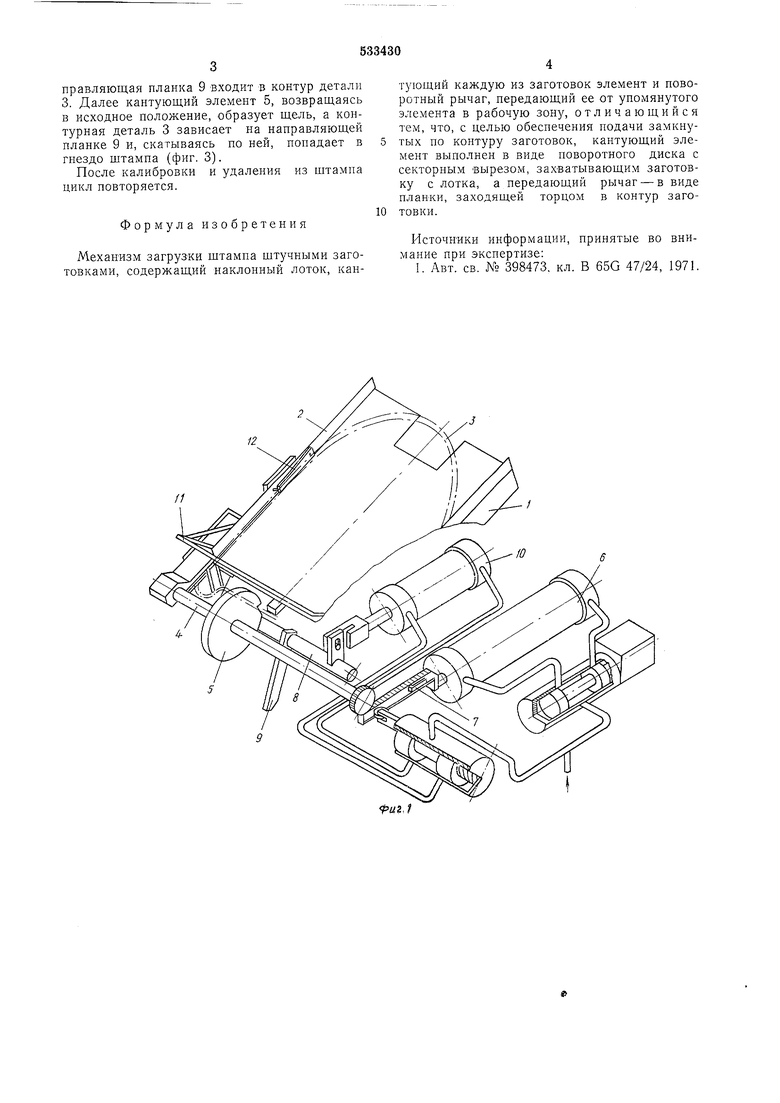
правляющая планка 9 входит в контур детали 3. Далее кантующий элемент 5, возвращаясь в исходное положение, образует щель, а контурная деталь 3 зависает на направляющей планке 9 и, скатываясь по ней, попадает в гнездо штампа (фиг. 3).
После калибровки и удаления из щтампа цикл повторяется.
Формула изобретения
Механизм загрузки щтампа штучными заготовками, содержащий наклонный лоток, кантующий каждую из заготовок элемент и поворотный рычаг, передающий ее от упомянутого элемента в рабочую зону, отличающийся тем, что, с целью обеспечения нодачи замкнутых по контуру заготовок, кантующий элемент выполнен в виде поворотного диска с секторным вырезом, захватывающим заготовку с лотка, а передающий рычаг - в виде планки, заходящей торцом в контур заготовки.
Источники информации, принятые во внимание при экспертизе:
I. Авт. св. №. 398473, кл. В 65G 47/24, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Клиновой кантователь прямоугольных заготовок | 1987 |
|
SU1503919A1 |
| ОПИСАНИЕ ИЗОБРЕТЕНИЯ | 1973 |
|
SU385829A1 |
| Автоматическая линия изготовления изделий металлических порошков | 1976 |
|
SU576159A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Штамп для резки проката | 1976 |
|
SU554093A1 |
| Стенд для ремонта корпусов букс | 1979 |
|
SU821259A1 |
| АВТОМАТ ДЛЯ СБОРКИ КАРТОННЫХ КОРОБОК | 1990 |
|
RU2037425C1 |
| Линия для многопереходной штамповки деталей из листового материала | 1987 |
|
SU1433587A1 |
iui.S
