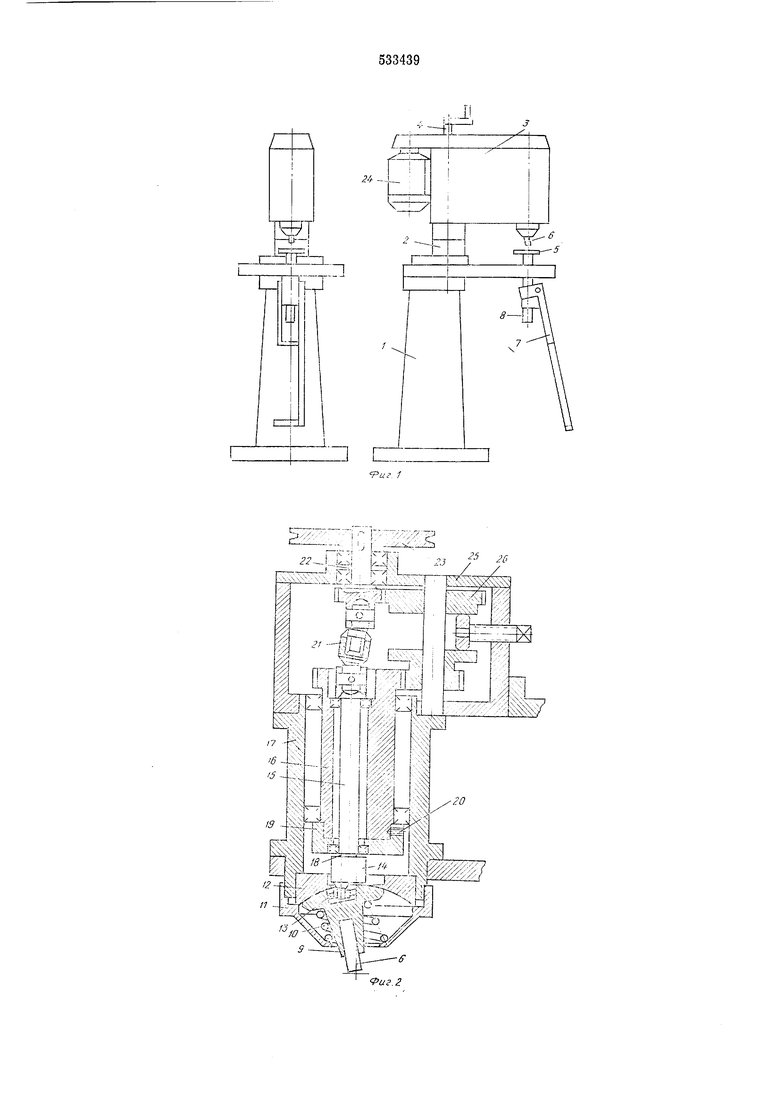
жателе 9 установлен сферический подшипник 13, в отверстие которого входит эксцентриковый поводок 14. Последний соединен с центральным валом 15, который установлен в опорах с радиальными сферическими шарикоподшипниками, смонтированными в эксцентрично расточенном отверстии полого вала 16. Опоры полого вала 16 находятся в гильзе 17. Онора 18 центрального вала 15 смотннрована в отверстии эксцентриковой втулки 19, концеитрично расположенной на полом валу 16. Угловое положение эксцентриситета втулки 19 относительно эксцентриситета полого вала 16 регулируется и фиксируется винтом 20. При помощи шарнирной муфты 21 центральный вал 15 соединен с валиком 22, который через шкив 23 и ременную передачу соединен с электромотором 24 привода. В корпусе 25 расположен вариатор 26, кинематически связываюш,ий валик 22 и полый вал 16. При враи1,ении валика 22 через шарнирную муфту 21 движение передается центральному валу 15 и поводку 14, а через вариатор 26 - полому валу 16. В результате сложения этих движений новодок совершает плаиетарное движение, параметры которого зависят от настройки механизма (передаточного отношения вариатора 26 и положения эксцентриковой втулки 19), и нередает его инструментодерлсателю 9 с рабочим инструментом 6, приводя последний в качательное движение с центром, расположенным в зоне деформации головки заклепки. Ось инструмента при этом описывает коническую поверхность с планетарной или круговой траекторией (в зависимости от настройки). Для осуществления расклепки деталь помещают на рабочий столик 5 и педалью 7 приближают деталь к рабочему инструменту. Величина осевого давления, необходимого для расклепки головки заклепки, зависит от параметров движения рабочего инструмента и будет минимальной при планетарной расклепке и максимальной при круговой. Планетарное движение целесообразно применять при соединении хрупких деталей, а круговое - при соединении нехрупких деталей, так как скорость расклепки при круговом движении инструмента выше. Возможность менять параметры движения рабочего инструмента позволяет наиболее эффективно использовать станок для самых разнообразных видов работ. Формула изобретения Клепальный станок, содержаидш развальцовочиую головку, связанную с валиком привода и выполненную в виде смонтированного в корпусе вращающегося полого вала, внутри которого эксцентрично установлен центральный вал, связанный с инструментодержателем через эксцентриковый поводок, отличающийся тем, что, с целью расширения технологических возможностей за счет регулировки параметров траектории движения рабочего инструмента и повышения производительности, развальцовочная головка снабжена шарнирной муфтой, связывающей центральный вал с валиком привода, эксцентриковой втулкой, установленной концентрично на одном из концов полого вала с возможностью ее относительного новорота, и вариатором, кинематически связывающим полый вал с валиком привода.
I .-.., .
С1::5ГЕ:Ь
т L,
hJ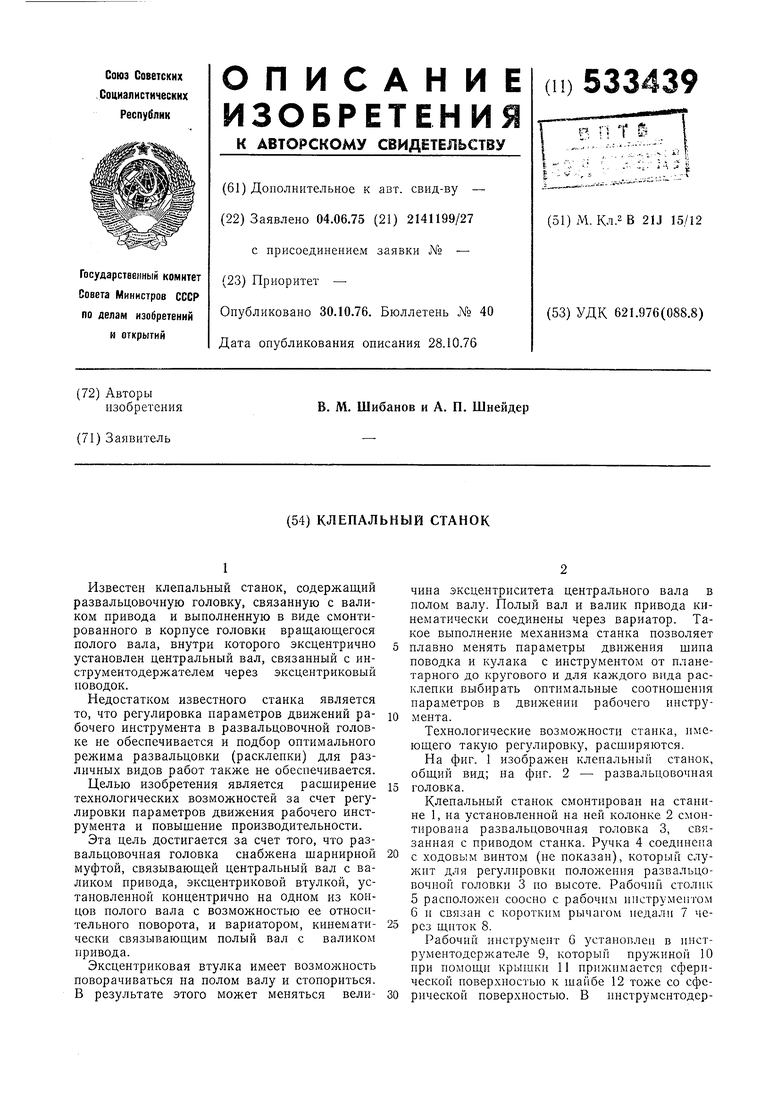
| название | год | авторы | номер документа |
|---|---|---|---|
| Плоскодоводочный станок | 1987 |
|
SU1577943A1 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1976 |
|
SU653092A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1982 |
|
SU1049237A1 |
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Устройство орбитального перемещения при электроэрозионной обработке | 1982 |
|
SU1068246A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| КЛЕПАЛЬНАЯ МАШИНА | 2024 |
|
RU2832661C1 |
| Буровой станок | 1975 |
|
SU565101A1 |
| Станок для обработки оптических деталей | 1987 |
|
SU1491671A1 |