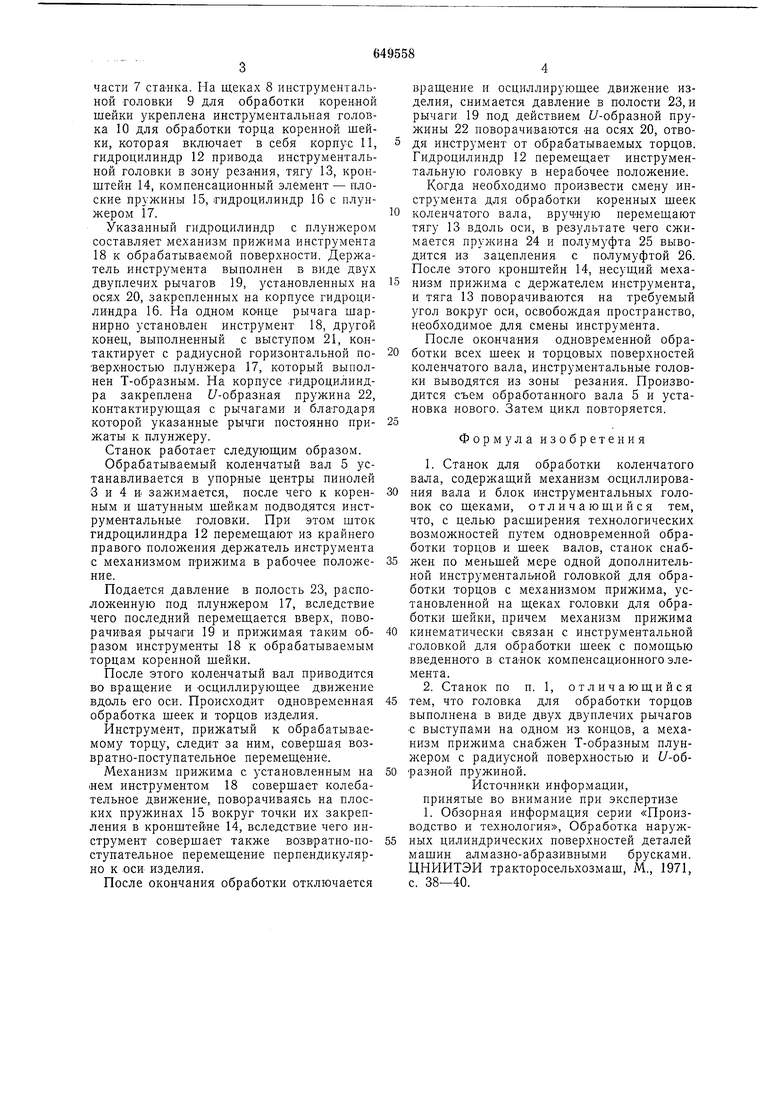
части 7 станка. На щеках 8 инструментальной головки 9 для обработки корениой шейки укренлена инструментальная головка 10 для обра.ботки торца коренное шейки, которая включает в себя корпус 11, гидроцилиндр 12 привода инструментальной головки в зону резания, тягу 13, кронштейн 14, компенсационный элемент - плоские пружины 15, гидроцилиндр 16 с плунжером 17.
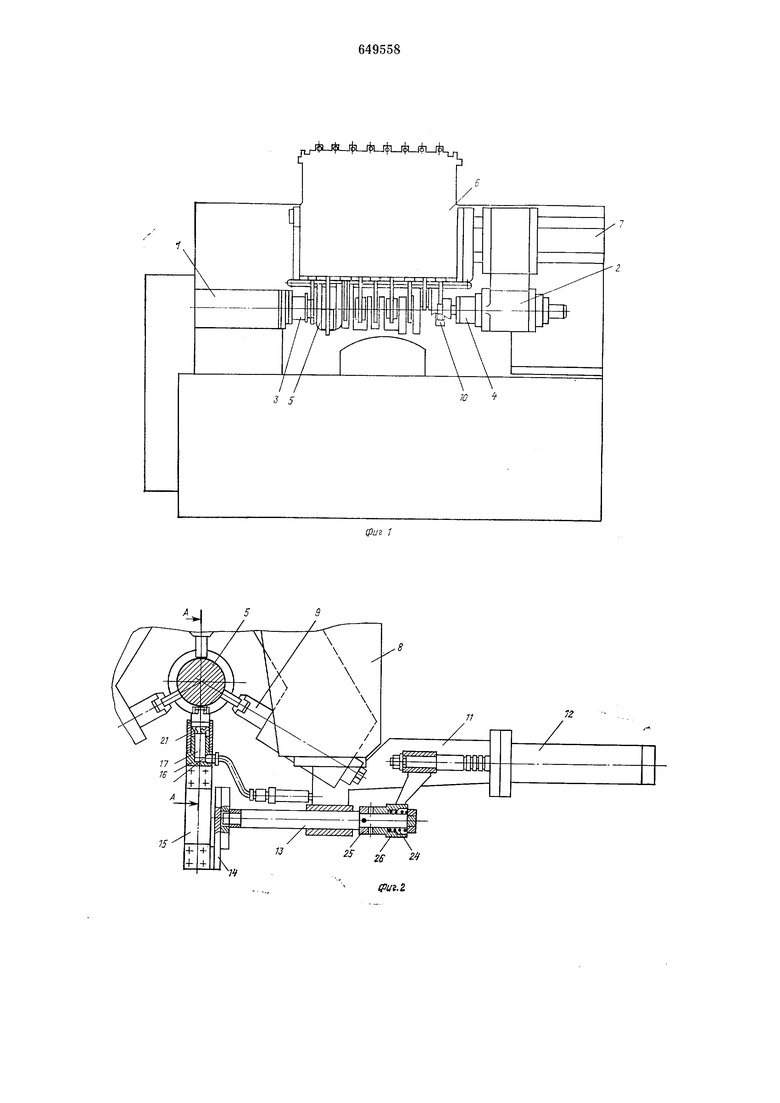
Указанный гидроцилиндр с плунжером составляет механизм прижима инструмента 18 к обрабатываемой поверхности. Держатель инструмента выполнен в виде двух двуплечих рычагов 19, установленных на осях 20, закрепленных на корпусе гидроцилиндра 16. На одном ко«це рычага шарнирно установлен инструмент 18, другой конец, выполненный с выступом 21, коятактирует с радиусной горизонтальной поверхностью плунжера 17, который выполнен Т-образным. На корпусе -гидроцилиндра закреплена /-образная пружина 22, контактирующая с рычагами и благодаря которой указанные рычги постоянно прижаты к плунжеру.
Станок работает следующим образом.
Обрабатываемый коленчатый вал 5 устанавливается в упорные центры пинолей 3 и 4 и. зажимается, после чего к коренным и шатунным шейкам подводятся инструментальные головки. При этом шток гидроцилиндра 12 перемещают из крайнего правого положения держатель инструмента с механизмом прижима в рабочее положение.
Подается давление в полость 23, расположенную под плунжером 17, вследствие чего последний перемещается вверх, поворачивая рычаги 19 и прижимая таким образом инструменты 18 к обрабатываемым торцам коренной шейки.
После этого коленчатый вал приводится ВО вращение и осциллируюшее движение вдоль его оси. Происходит одновременная обработка шеек и торцов изделия.
Инструмент, прижатый к обрабатываемому торцу, следит за ним, совершая возвратно-поступательное перемещение.
Механизм с установленным на лем инструментом 18 совершает колебательное движение, поворачиваясь на плоских пружинах 15 вокруг точки их закрепления в кронштейне 14, вследствие чего инструмент совершает также возвратно-поступательное перемещение перпендикулярно к OCR изделия.
После окончания обработки отключается
вращение и осциллирующее движение изделия, снимается давление в полости 23, и рычаги 19 под действием У-образной пружины 22 поворачиваются «а осях 20, отводя инструмент от обрабатываемых торцов. Гидроцилиндр 12 перемещает инструментальную головку в нерабочее положение.
Когда необходимо произвести смену инструмента для обработки коренных шеек
0 коленчатого вала, вручную перемешают тягу 13 вдоль оси, в результате чего сжимается пружина 24 и полумуфта 25 выводится из зацепления с полумуфтой 26. После этого кронштейн 14, несущий меха5 низм прижима с держателем инструмента,
и тяга 13 поворачиваются на требуемый
угол вокруг оси, освобождая пространство,
необходимое для смены инструмента.
После окончания одновременной обработки всех шеек и торцовых поверхностей коленчатого вала, инструментальные головки выводятся из зоны резания. Производится съем обработанного вала 5 и установка нового. Затем цикл повторяется.
Формула изобретения
1.Станок для обработки коленчатого вала, содержащий механизм осциллирова0 ния вала и блок инструментальных головок со щеками, отличающийся тем, что, с целью расширения технологических возможностей путем одновременной обработки торцов и шеек валов, станок снабжен по меньшей мере одной дополнительной инструментальной головкой для обработки торцов с механизмом прижима, установленной на щеках головки для обработки шейки, причем механизм прижима
0 кинематически связан с инструментальной головкой для обработки шеек с помошью введенного в станок компенсационного элемента.
2.Станок по п. 1, отличающийся 5 тем, что головка для обработки торцов
выполнена в виде двух двуплечих рычагов € выступами на одном из концов, а механизм прижима снабжен Т-образным плунжером с радиусной поверхностью и U-об0 разной пружиной.
Источники информации, принятые во внимание при экспертизе 1. Обзорная информация серии «Производство и технология. Обработка наружных цилиндрических поверхностей деталей машин алмазно-абразивными брусками. ЦНИИТЭИ тракторосельхозмаш, М., 1971, с. 38-40.
nj -I LJ MsL l- -jiL-lKun
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки шеек крупногабаритных коленчатых валов | 1975 |
|
SU572369A1 |
| Инструментальная головка для суперфинишного станка | 1975 |
|
SU533472A1 |
| Инструментальная головка для финишной обработки шеек коленчатого вала | 1987 |
|
SU1491668A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| Устройство для суперфиниширования шеек коленчатого вала | 1973 |
|
SU649557A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для суперфиниширования шеек коленчатого вала | 1979 |
|
SU870090A2 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Устройство для финишной обработки шатунных шеек коленчатых валов | 1976 |
|
SU657979A1 |
72
8
