1
Изобретение относится к ремонту машин, а именно к технологии восстановления изношенных деталей, и может быть использовано в цехах централизованного восстановления изношенных деталей на специализированных ремонтных заводах и других предприятиях, эксплуатирующих и ремонтирующих гусеничные транспортные средства.
Известны способы восстановления ведущих колес гусеничных транспортных средств, например ведущих колес, тракторов ДТ-75 и Т-74. Наиболее распространен способ pytiной подгонки и последующей приварки к местам износа венца ведущего колеса компенсационных металлических пластин и накладок l.
Однако этот способ малопроизводителен, а операции ручной подгонки и приварки пластин и накладок к изношенному профилю зубьев, имеющих сложную конфигурацию, очень трудоемки. Кроме того, в местах приварки пластин при срабатывании сварного шва пластины отслаиваются и теряются.
Известен также способ, заключающийся в обрезке по зубчатому профилю изношенной части венца и последующей приварке к пему компенсационного металла в виде отдельно изготовляемых элементов 2.
Этот способ относится к механизированным способам восстановления и предназначен для применения на поточно-механизированных линиях восстановления ведущих колес. Он сравнительно высокопроизводителен.
Однако и этот способ характерен большо трудоемкостью изготовления элементов (вклдышей) обусловленной необходимостью двойного нагрева элементов перед гибкой и последующей механической обработкой, что вызывает изменение структурномеханических свойств металла, понижение износостойкости и потери металла вследствие термического окисления. Кроме того, при восстановлении ведущих колес этим способом, в технологическом процессе предусматриваются дополнительные операции сборки колес совместно с элементами в кондукторе-манипуляторе, прихватка электросваркой этих элементов к обрезанному колесу и ручная нап.лавка стыков между элементами.
Наличие стыков ведет к ухудшению качвствй поверхности и товарного вида.
Целью изо етения является уменьшение трудоемкости босстановления, экономия присадочного материала и улучшение качества восстановления изношенной поверхности зу& чатого венца,
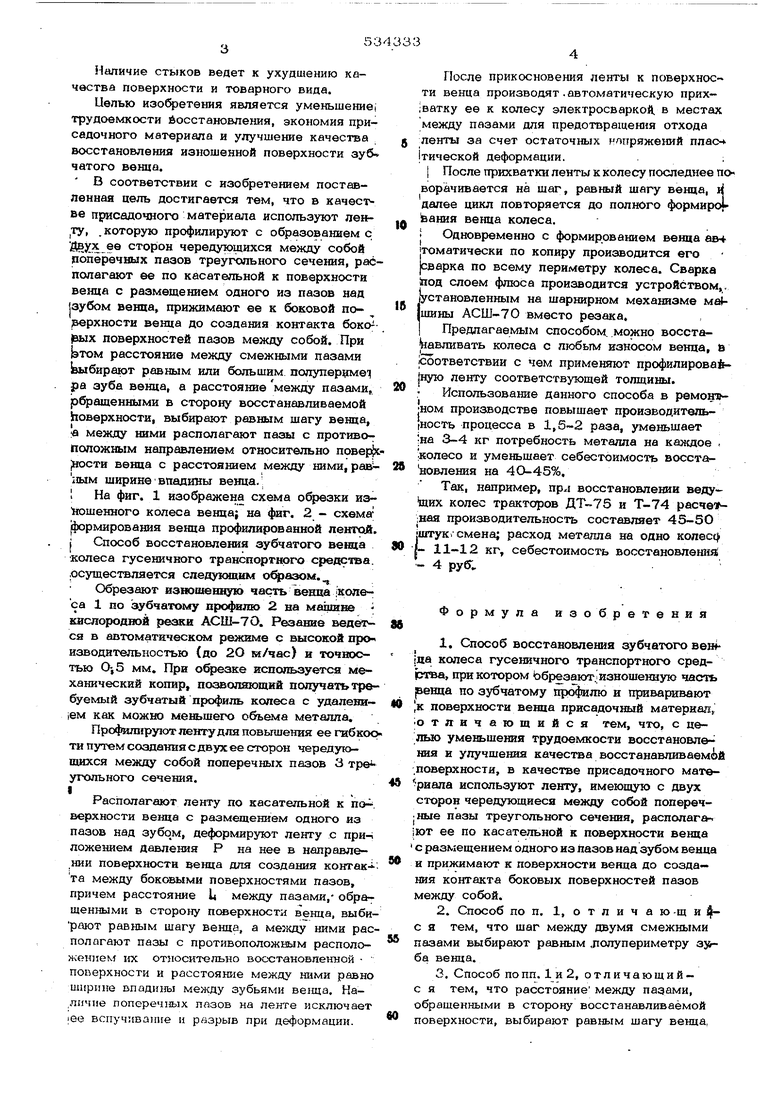
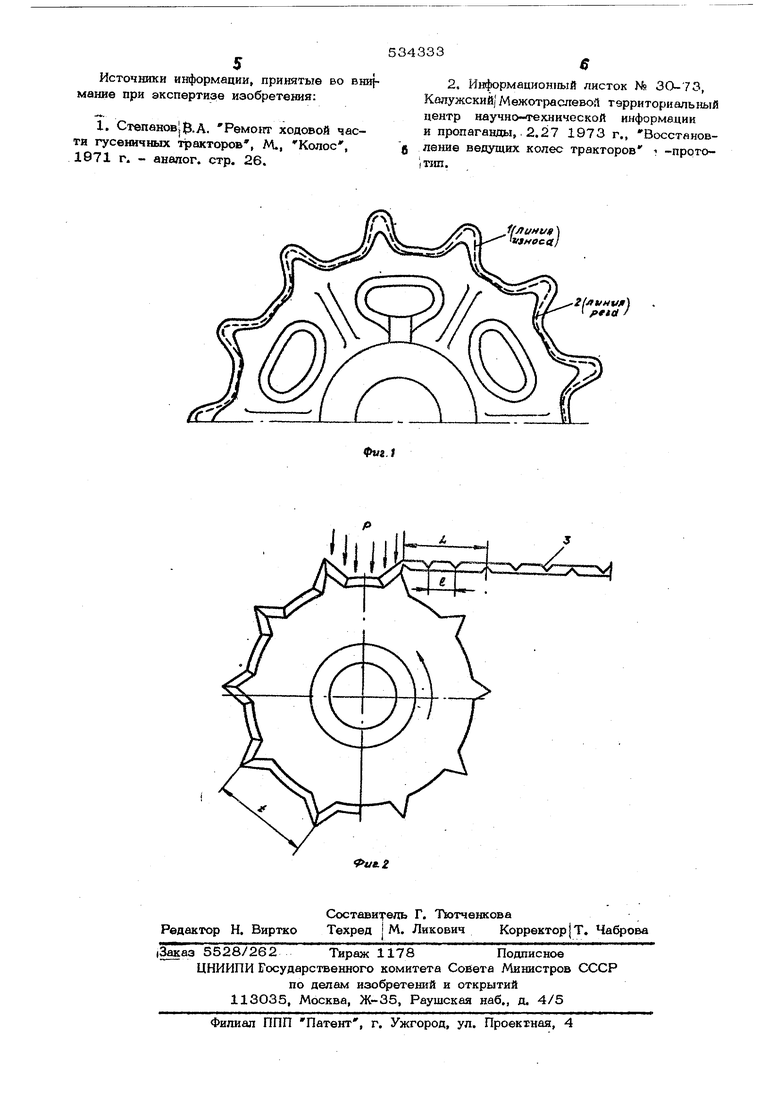
В соответствии с изобретением поставленная цель достигается тем, что в качестве присадочного материала используют лен|Ту, .которую профилируют с образованием с Двух ее cTopioH чередующихся между собой поперечных пазов треугольного сечения, располагают ее по касательной к поверхности венца с размещением одного из пазов над |зубом венца, прижимают ее к боковой порерхности венца до создания контакта боко (вых поверхностей пазов между собой. При Ьтом расстояние между смежными пазами вбирают равным или большим полуперцме ра зуба венца, а расстояние между пазами, рбращенными в сторону восстанавливаемой Поверхности, выбирают равным шагу венца, « между ними располагают пазы с противоположным направлением относительно повер|х|ности венца с расстоянием между ними, рав 1ым ширине впадикы венца.. 1 На фиг. 1 изображена схема обрезки из)к шенного колеса венца; на фиг. 2 - схема {формирования венца профилированной лентой. I Способ восстановления зубчатого венца колеса гусеничного транспортного средства. .осуществляется следующим образом.
Обрезают изношеввую часть вевиа |колеса 1 по зубчатому профилю 2 ва машине кислородной резки АСШ-7О. Резание ведется в автоматкческсил режиме с высокой прсь изводительностью {до 2О м/час) и точностью О-,5 мм. При используется механический копир, позволяющий получать требуемый зубчатый профиль колеса с удалениieM как можно меньшего объема металла.
Профилируют ленту для повышения ее гибко ти njrreM создания с двух ее сторон чередующихся между собой поперечных пазов 3 тре угольного сечения.
Располагают ленту по касательной к пей. верхности Beiiua с размещением одного из пазов над 3y6qM, деформируют ленту с прич ложением давления Р на нее в направлении поверхности венца для создания контак- та между боковыми поверхностями пазов, причем расстояние U между пазами,- обращенными в сторону поверхности венца, выбироют равным шагу венца, а мегкду ними располагают пазы с противоположным расположением lix относительно восстановпенной покерхности и расстояние между ними равно ширине впадины между зубьями ве1ща, Ка, поперечных пазов на ленте исключает lee вспучива)1ие и разрыв при деформации.
После прикосновения ленты к поверхнос ти венца производят .автоматическую прих;ватку ее к колесу электросваркой, в местах между пазами для предотвращения отхода ленты за счет остаточных напряжений плас- |тической деформации.:
I После прихватки ленты к колесу последнее поворачивается на шаг, равный шагу венца, и далее цикл повторяется до полного формиро ания венца колеса.
Одновременно с формированием венца ав4 |томатически по копиру производится его сварка по всему периметру колеса. Сварке 1под слоем флюса производится устройством,. Кгстановленным на шарнирном механизме ма |шины АСШ-70 вместо резака. I Предлагаемым способом, можно восста авливать колеса с любым износом венца, & (соответствии с чем применяют профилирова ную ленту соответствующей толщины.
0 : Использование данного способа в ремонтером производстве повышает производитоль Ность процесса в 1, раза, уменьшает на 3-4 кг потребность металла на каждое . колесо и уменьшает себестоимость восста5новления на 4О-45%.
Так, например, прл восстановлении ведущих колес тракторов ДТ-ТЗ и Т-74 pacчe ;ная производительность составляет 45-50 штуксмена; расход металла на одно колесе |- 11-12 кг, себестоимость восстановлений - 4 руб;
Формула изобретения
1.Способ восстановления зубчатого (Да колеса гусеничного транспортного сред|зтва, при котором Ьбрезают.-изношенную часть |венца по зубчатому профилю и приваривают |к поверхности венца присадочный материал, отаич ающийся тем, что, с цепью уменьшения трудоемкости восстановлекия и улучшения качества восстанавливаемой .поверхности, в качестве присадочного матв риала используют ленту, имеющую с двух
сторон чередующиеся между собой попереч.ные пазы треугольного сечения, располаг ;ют ее по касательной к поверхности венца с размещением одного из пазов над зубом венца и прижимают к поверхности венда до создания контакта боковых поверхностей пазов между собой.
2.Способ по п. 1, о т л и ч а ю-щ и J с я тем, что шаг между двумя смежными пазами выбирают равным .полупериметру 3jfrба венца.
3.Способ попп. 1и2, отличающийс я тем, что расстояние между пазами, обрашенными в сторону восстанавливаемой поверхности, выбирают равным шагу венца. Источники информации, принятые во вни мание при экспертизе изобретения: I. СтвпаноВ|0.А. Ремонт ходовой части гусеничных тракторов , М, Колос, 1971 г. - аналог, стр. 26. 33 2, Информационный листок № ЗСХ-73, Калужский) Межотраслевой территориальный центр научно-технической информации и пропаганды, ,2.27 1973 г., Восствновление ведущих колес тракторов -пррто
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 1996 |
|
RU2109614C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 2000 |
|
RU2173246C1 |
| Способ восстановления зубьев ведущих колес гусеничных машин | 1989 |
|
SU1731562A1 |
| ВЕДУЩЕЕ КОЛЕСО ГУСЕНИЧНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2003 |
|
RU2235033C1 |
| Способ восстановления профиля зубьев зубчатых колес | 1978 |
|
SU685401A2 |
| Способ восстановления деталей | 1990 |
|
SU1773620A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428293C2 |
| СПОСОБ НАПЛАВКИ ЛЕЖАЧИМ ЭЛЕКТРОДОМ КОРОНОК ЗУБЬЕВ ЗЕМЛЕРОЙНЫХ МАШИН | 2003 |
|
RU2243868C1 |
| Установка для автоматической сварки | 1976 |
|
SU887101A1 |
| Устройство для наплавки | 1973 |
|
SU444615A1 |
/
