1
Изобретение относится к литейному производству и касается форм для литья иод давлением для изготовления выплавляемых моделей и кокиля.
Известны постоянные фОрМЫ для ИЗГОТО;Вления деталей с радиально расположенными отверстиями и Пазами, содержащие полуформы с расположенными В них радиальными стержнями, имеющими индивидуальные привода в виде наклонных пальцев. 1 Однако такие формы не могут быть использованы для изготовления деталей малых диаметров из-за недостаточности места в радиальных стержнях для размещения индивидуального привода.
Известна форма, содержащая -матрицу с расположенными в «ей радиальными стержнями и дисковый копир с транспортной частью, выполненной в виде индивидуальных пазов для перемещения радиальных стержней. 2 Однако эта форма не универсальна, так как в процессе литья из-за воздействия давления материала отливки на торцы радиальных стержней в нее необходимо ввести дополнительные узлы фиксации, например замки. По мере износа взаимосвязанных элементов транопортной части копира и радиальных стержней нарушается точность оборки последних в рабочее положение, что требует также введения в конструкцию дополнительных узлов фиксации. При большом количестве радиальных стержней значительно увеличиваются габариты формы. Требуются большие затраты на ее изготовление и эксплуатацию.
Цель изобретения - унификация и упрощение конструкции формы. Это достигается тем, что транспортная часть копира выполнена в виде обшей для всех стержней плоской опирали с углом подъема, мепьшим угла трения
скольжения.
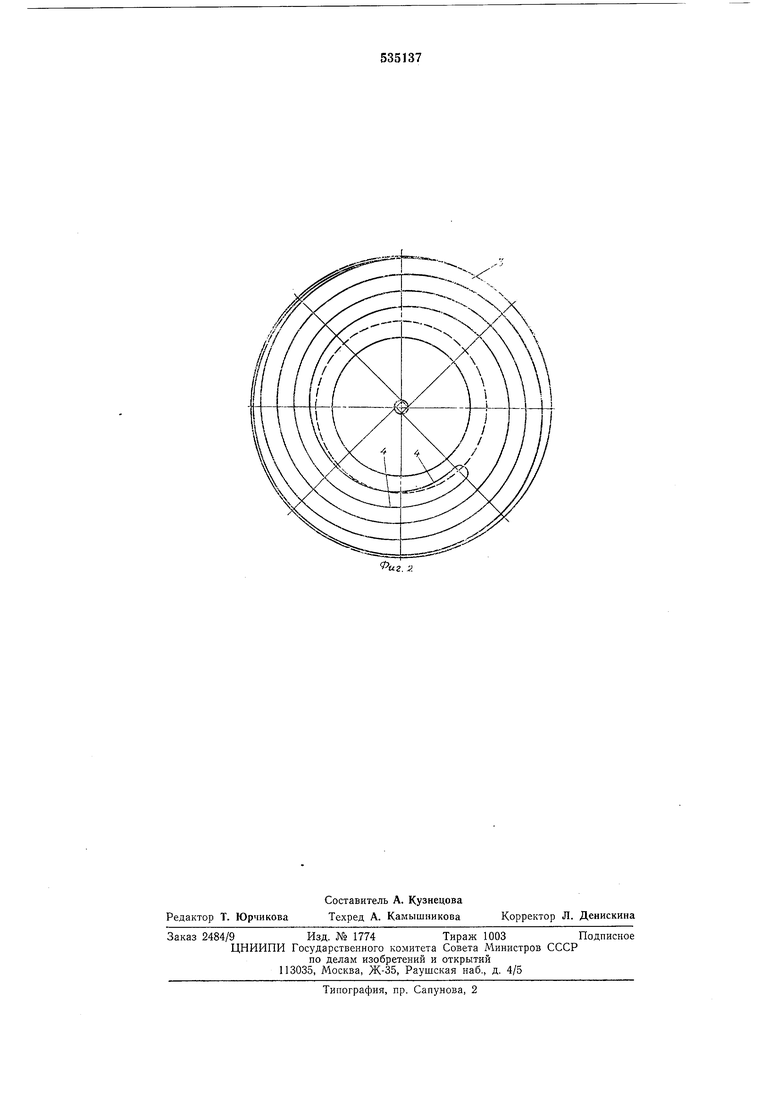
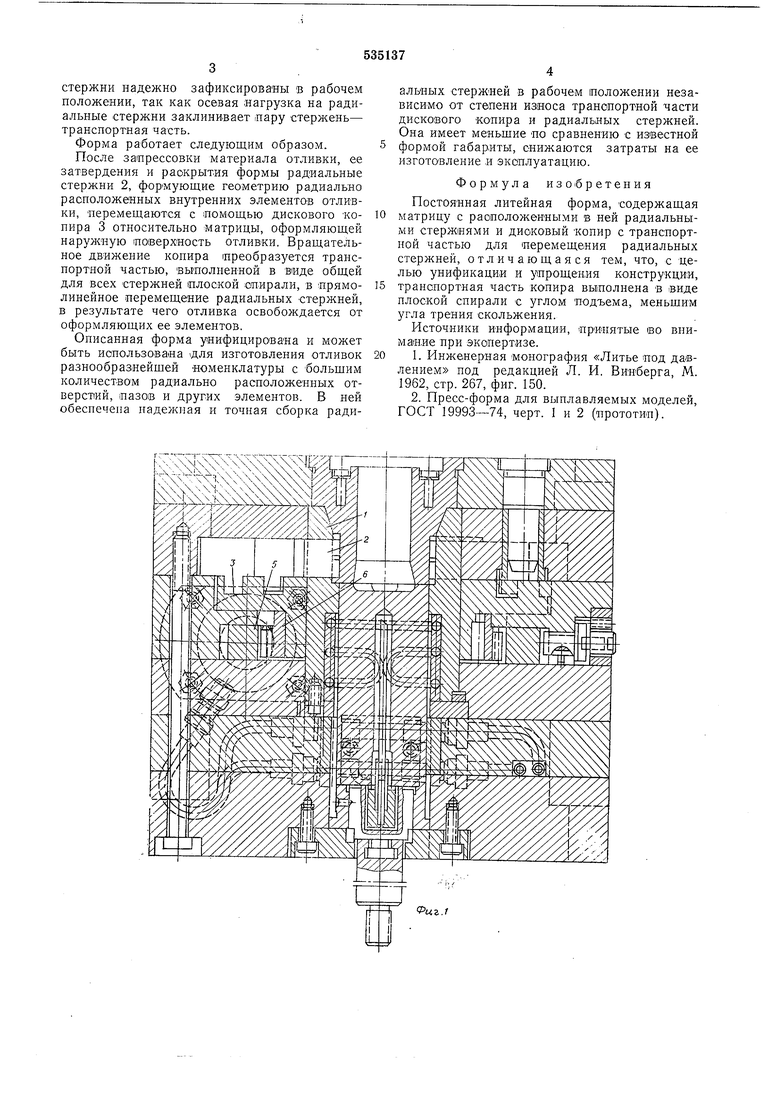
На фит. 1 изображена собранная форма в разрезе; на фиг. 2 показан копир с транспортной частью.
Форма включает матрицу 1 с расположенными в ней радиальными стержнями 2, дисковый копир 3 с транопортной частью 4, выполненной в виде общей для всех стержней плоской спирали с углом подъема, меньшим угла трения скольжения. Спираль может -быть еыполнена в виде паза или выступа. Предпочтительным вариантом с точки зрения простоты изготовления является выполнение плоской спирали IB виде паза. Вращение копира осуществляется при помощи щестерни 5, установленной на копире и взаимодействующей с рейкой 6, приводимой в движение, например, гидроцилиндрами (на фигурах не показаны). При этом, в связи с тем что угол подъема плоской спирали
меньше угла трения скольжения, радиальные
стержни надежно зафиксированы в рабочем положении, так как осевая нагрузка на радиальные стержни заклинивает пару стерженьтранспортная часть.
Форма работает следующим образом.
После запрессовки материала отливки, ее затвердения и раскрытия формы радиальные стержни 2, формующие геометрию радиально расположенных внутренних элементов отливки, перемещаются с помощью дискового KOj пира 3 относительно матрицы, оформляющей наружную поверхность отливки. Вращательное движение копира преобразуется транспортной частью, вьгаолпенной в виде общей для всех стержней плоской спирали, в прямолинейное перемещение радиальных стержней, в результате чего отливка освобождается от оформляющих ее элементов.
Описанная форма унифицирована и может быть использована для изготовления отливок разнообразнейщей номенклатуры с больщим количеством радиально расположенных отверстий, пазо1В и других элементов. В ней обеспечена падежная и точная сборка радиальных стержней в рабочем положении независимо от степени износа транспортной дискового копира и радиальных стержней. Она имеет меньшие по сравнению с известной формой габарлты, снижаются затраты на ее изготовление и эксплуатацию.
Формула изо|бретения
Постоянная литейная форма, содержащая матрицу с раоположенными в ней радиальными стержнями и дисковый копир с транспортной частью для перемещения радиальных стержней, отличающаяся тем, что, с целью унификации и упрощения конструкции, транспортная часть копира выполнена в виде плоской спирали с углом подъема, меньщим угла трения скольжения.
Источники информации, принятые во внимание при экспертизе.
1. Инженерная монография «Литье под давлением под редакцией Л. И. Винберга, М. 1962, стр. 267, фиг. 150.
2. Пресс-форма для выплавляемых моделей, ГОСТ 19993-74, черт. 1 и 2 (прототип).
.у.
| название | год | авторы | номер документа |
|---|---|---|---|
| Постоянная литейная форма | 1979 |
|
SU821046A1 |
| Устройство для извлечения стержня из отливки | 1978 |
|
SU722674A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ОТЛИВОК С ПОДНУТРЕНИЯМИ | 1992 |
|
RU2043852C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 2004 |
|
RU2254235C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С ПОДНУТРЕНИЯМИ ВО ВНУТРЕННЕЙ ПОЛОСТИ | 2006 |
|
RU2316410C1 |
| Пресс-форма для литья по выжигаемым или выплавляемым моделям | 1978 |
|
SU764844A1 |
| ЛИТЕЙНАЯ ФОРМА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 2001 |
|
RU2192937C1 |
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Пресс-форма для литья под давлением | 1973 |
|
SU445518A1 |