1
Изобретение относится к области литейного производства и может применяться для получения отливок крыльчаток с пере- крываюшимися лсшатками.
14звествы пресс-фс мы, применяемые
для изготовления деталей типа крыльчатки, В которых геометрия лсяшток полностью оформляется ПОДВИЖНЫМИ ползунами, которы радиально разводятся клиньями.
Недостатком таких пресс-фс м является сложность пригонки фигурных поверхностей ползунов В местах их сопряжения друг с црутом.
Практическая невозможность одновременного подвода ползунов в рабочее положение, а следовательно, ненадежная, неточная и неудобная фиксация всех ползуне® в рабочем положении, поскольку неточность установки однсего ползуна влечет за собой неточность установки всех ползунов, ибо они все взаимосвязаны, замыкаясь друг на друга, и неравнсмерность температурнсго расширения одного из ползунов или псиада- ния облоя В стык хотя бы одной поры ползунов приводит к потере гасметрии всеми
лстаткамн, к образовангао щелей между ползунами, и как результат - к прострелу металла в подвижные части пресс-форм.
При этсму неизбежны поломки или деформация отдельных элементов форм, необходимость частых трудоемких сяераций разборки и чистки фсфм.
Целью изобретения является надежность точность и удобство сборки стержней ползуне.
Для этого предлагаемая пресс-форма снабжена венцами, оформляющими нецерекрывающиеся части лопаток., и кольцснъ, оформляющим торцы лопатсж, через окна которого протягиваются стержни-ползу- ны, дооформляющие гесич4етрию лстаток в зоне их перекрытия.
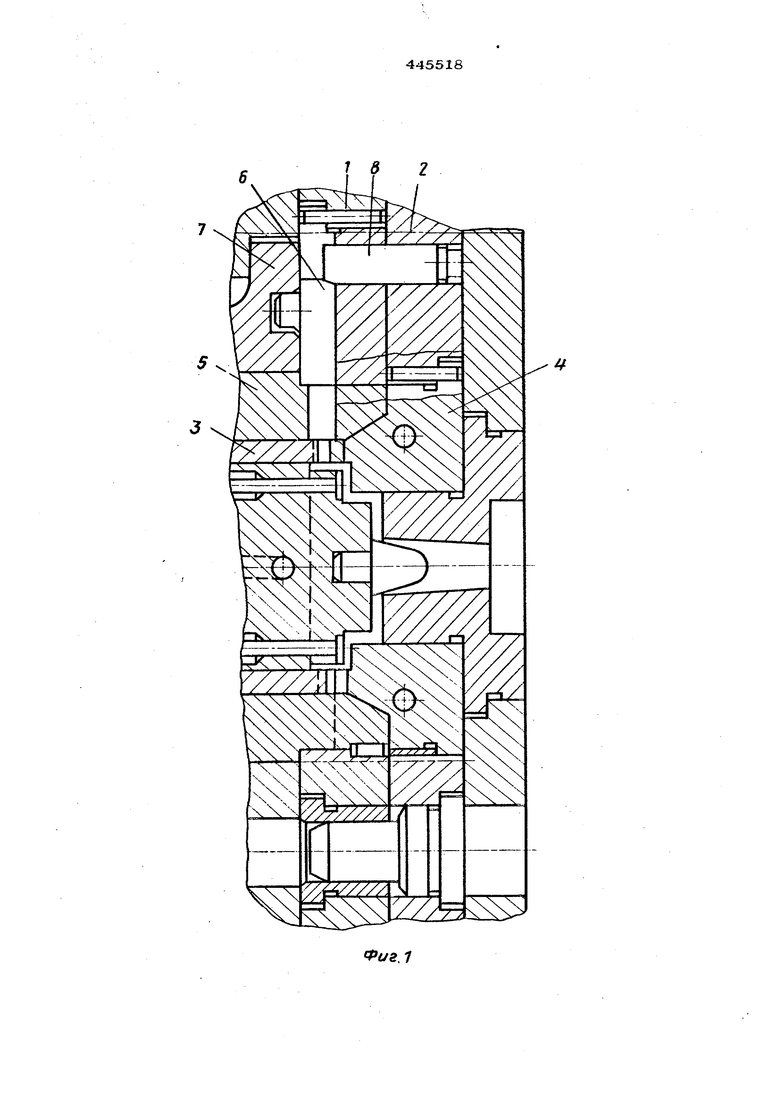
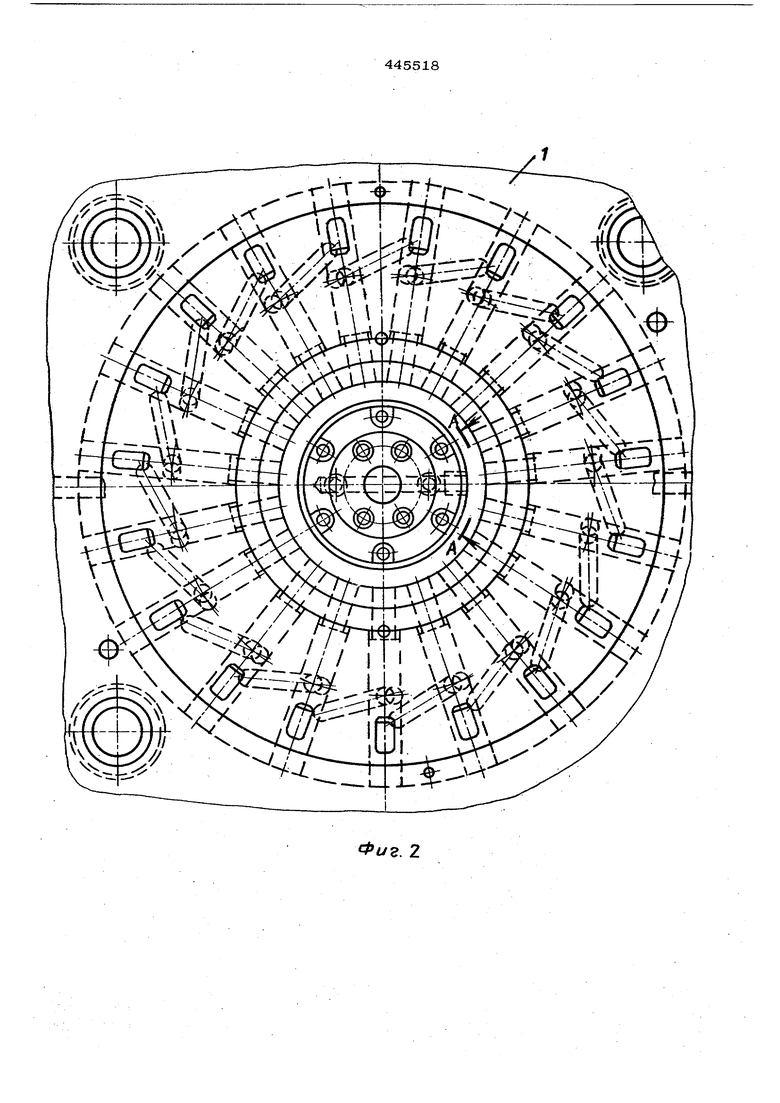
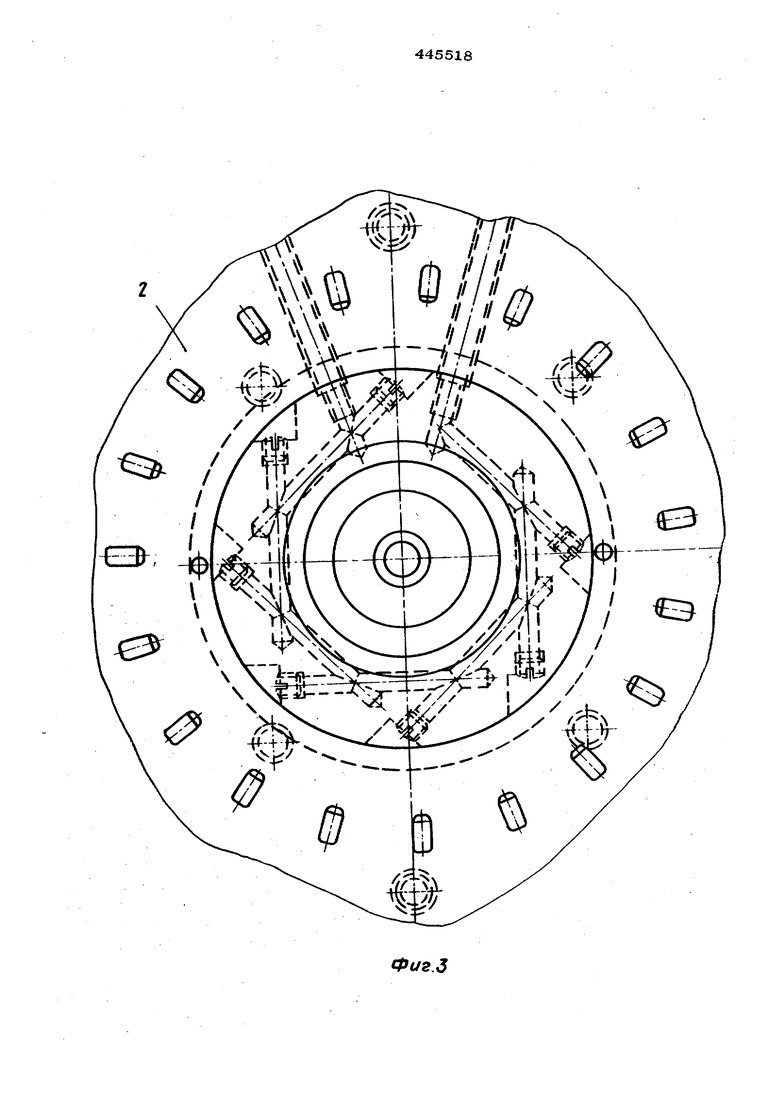
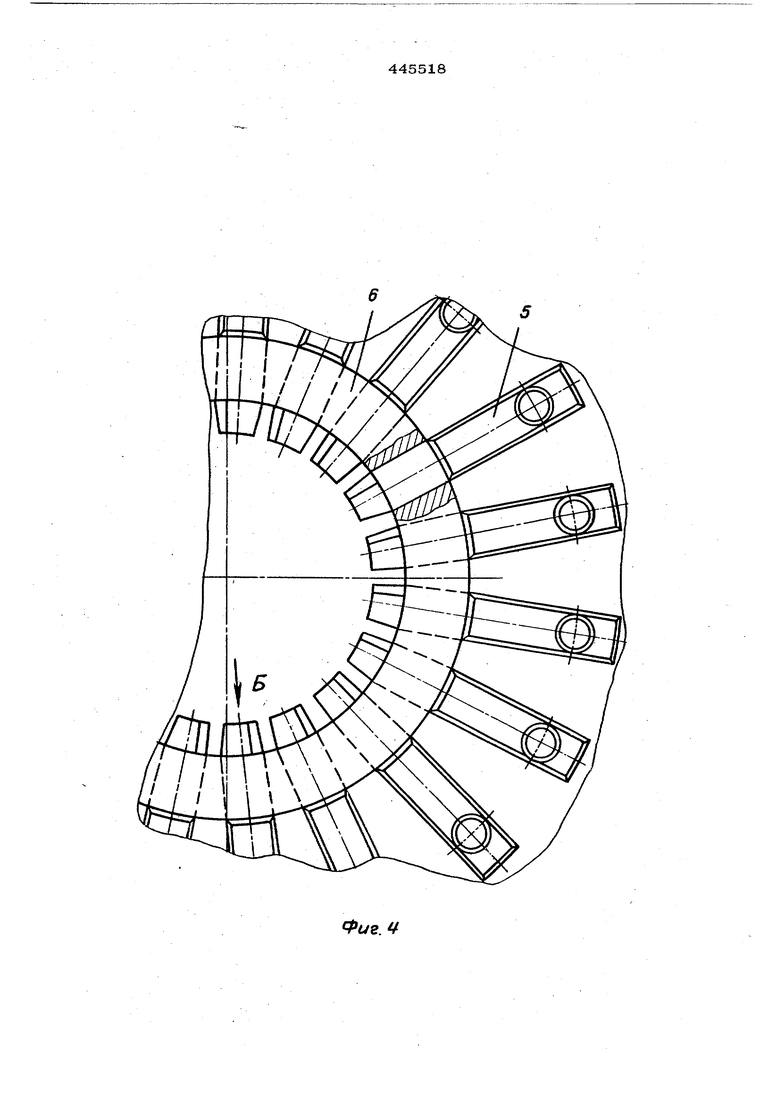
Кольцо является базовой деталью, которая обеспечивает независимую сборку стержней-ползунов и замыкание венцов, а. также жесткость конструкции, и, следовательно, точность геометрии лопаток. При этом сведена к минимуму возможность пробрызгивания металла между стержнямиползунами и сжнами кольца. На фиг. 1 изображен общий вид предло женной пресс-формы в разрезе (вырывом ограничена средняя часть пресс-формы); на фиг. 2 - вид на подвижную полуформу; на фиг. 3 - вид на неподвижную полуформу; на фиг. 4 - вид на кольцо и стержни (ползуны в сборе); на фиг. 5 - разрез по А-А на фиг. 2; на фиг. 6 - вид по стрелке Б на фиг. 4. Пресс-форма состоит из подвижной 1 и неподвижной 2 полуформ, подвижного 3 и неподвижного 4 венцов, оформляющих неперекрьшающиеся зоны лопаток, кольца 5, оформляющего торцы лопаток, стержней -ползунов 6, дооформляющих лопатки в зон их перекрытия, копира 7 и замке 8. Пресс-форма работает следующим образом. В закрытом положении фермы перед запрессовкой сплава все стержни - ползуны 6 с помощью копира 7 введены в рабочее положение через окна кольца 5 и зафиксирсжаны замками 8. Стерясни - ползуны 6 со стороны подвижной 1 и неподвижной 2 полуформ охватываются соответс венно подвижным 3 и неподвижным 4 венцами, которые неподвижно закреплены каж дый в своей матрице. После запрессовки сплава и необходимого технологическегО времени выдержки пресс-форму раскрывают. При раскрытии лопатки освобождаются от частично о4юрм ляюшего их неподвижного венца 4, нахе дящегося в матрице неподвижной полуформы 2. 518 Одновременно с раскрытием пресс-формы происходит также протяжка копиром 7 стержней-ползунов 6 через окна кольца 5. При этом еювобождают от стержней-ползу- нов 6 зону перекрытия лопаток, что пе зволяет с помощью выталкивателей снять отливку с подвижного венца 3 и вытолкнуть ее из кольца 5 на приемный склиз литьевой машины (на чертежах не пока- зано). Затем снева производят сборку прессформы. При смыкании полуформ стержниползуны 6 вводят через окна кольца 5 в рабочее положение копиром 7 и фиксируют замками 8. Толкатели отводятся в исходное полоисение контртолкателями блока выталкивания (или гидррцилиндром блока выталкивания машины). Пресс-форма снова готеюа к запрессов- ке сплава. Предмет изобретения Пресс-форма для литья под давлением преимущественно крыльчаток с перекрывающимися лопатками, содержащая подвижную и неподвижную полуформы и стержни-ползуны, отличающаяся тем, что, с целью увеличения точности и улучшения условий сборки стержней-ползуне, она снабжена кольцом, ех|)ормляющим торцы лопаток, выполненным с ежнами под стержни-ползуны и венцами, оформляющими неперекрывающиеся зоны лопаток, становленными в полуформах, причем в оне перекрытия геометрию лопаток офо{)мяют стержни-ползуны.
5 г
. 1
i/г. 2
Фиг,
fpus.ff
Ш%.Н-. ... .:-1- :: 111 -4.445518
i и 1ъ- V . . ,- Tiv . I
% -.;::; Х - U ;|
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовленияВыплАВляЕМыХ МОдЕлЕй | 1979 |
|
SU816667A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Многогнездная пресс-форма для литья под давлением | 1983 |
|
SU1068222A1 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1988 |
|
SU1668023A1 |
| Пресс-форма для литья под давлением | 1984 |
|
SU1159718A2 |
| Пресс-форма для литья по выжигаемым или выплавляемым моделям | 1978 |
|
SU764844A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| Пресс-форма для литья под давлением отливок с поднутрениями | 1986 |
|
SU1360886A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Пресс-форма для литья под давлением | 1986 |
|
SU1405954A2 |

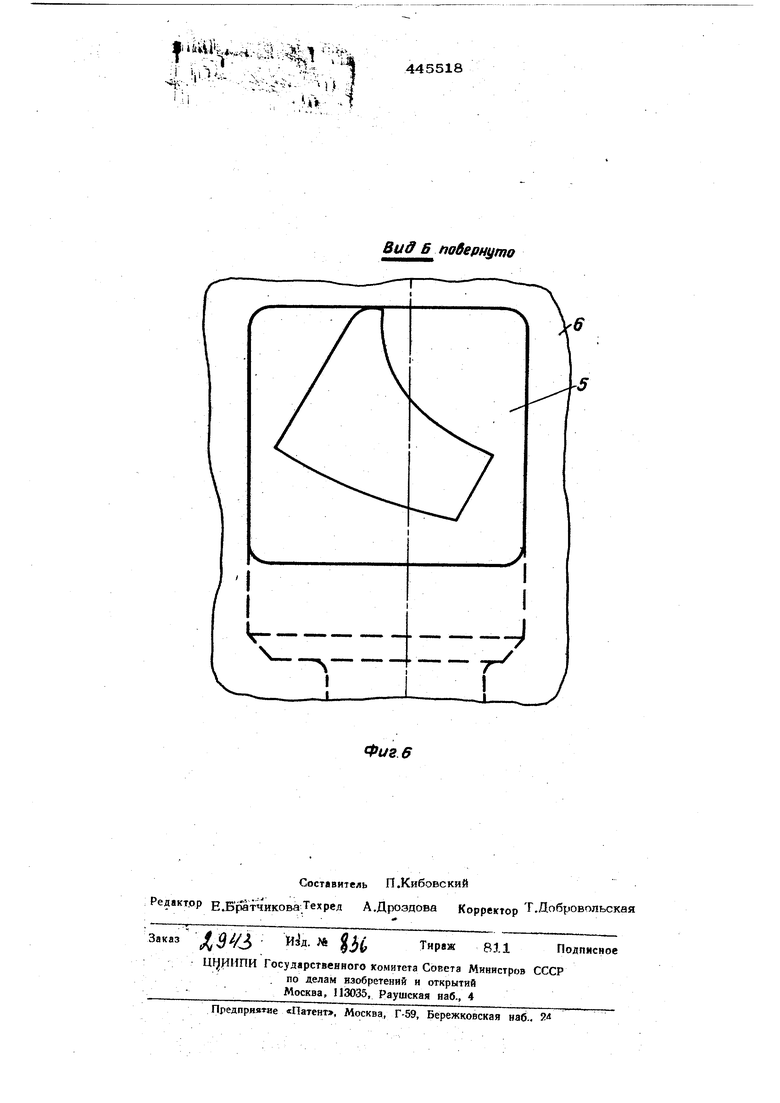
Вид Б повернуто
Фиг 6
