Предметом настоящего авторского свидетельства является устройство для автоматической подачи электродной проволоки для дуговой сварки с использованием для подачи гидравлического двигателя.
Общим недостатком существующих автоматов для дуговой сварки является очень медленное реагирование их на изменение длины дуги, а также малый диапазон автоматического изменения скоростей подачи электрода. Это их свойство затрудняет процесс сварки вообще, а в особенности сварку объектов с резким изменением профиля. Также заметным недостатком существующих автоматов является не вполне совершенная приспособленность их вести работу электродами различных диаметров. Предлагаемое устройство, благодаря примейению в нем гидравлической передачи и очень чувствительного прибора с чрезвычайно легкой подвижной рамкой, угол поворота которой зависит от напряжения дуги, позволяет увеличить скорость реакции сварочного автомата. Эта быстрота реагирования и является главной целью настоящего изобретения. Что же
касается экономических преимуществ предлагаемого автомата, то они получаются, как результат более простого обслуживания автомата, большей его надежности в работе и лучшей приспособленности его как к профилю свариваемого изделия, так и к поперечному сечению шва. Кроме того, большая быстрота реагирования автомата позволяет ускорить процесс сварки, увеличивая этим производительность, На технологическую сторону процесса сварки быстрая реакция автомата будет влиять тоже в положительном смысле.
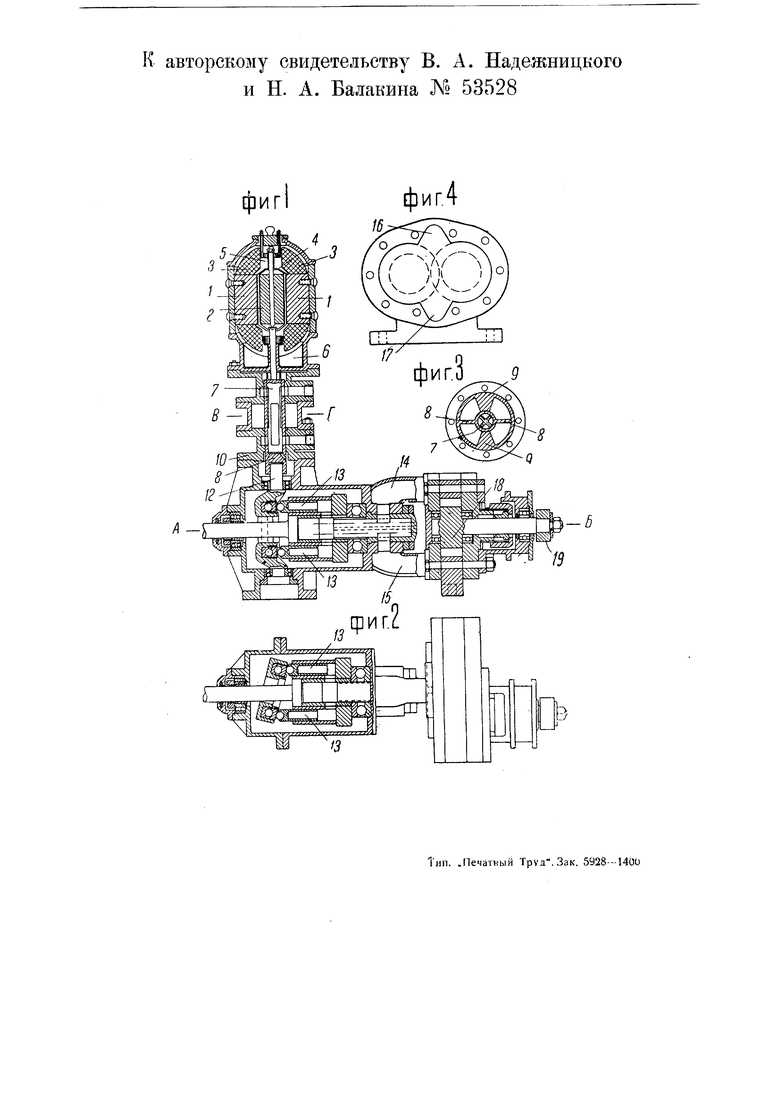
Предлагаемое устройство, представляющее собою сварочную головку, показано на чертеже, где фиг. 1 изображает продольный разрез; фиг. 2 - частичный разрез по линии АБ фиг. 1; фиг. 3-разрез по линии БГ фиг. 1; фиг. 4 - вид шестереночного двигателя.
У.стройство состоит из следующих четырех частей: детали /, 2, 3, 4, 5, 6 составляют измеритель напряжения дуги, детали 7, 8, 9 л 10 - сервомотор, детали 12, 13, 14 и 15 - насос с переменной подачей масла типа насосов, применяемых для передач в металлообрабатывающих станках. Вал этого насоса (на чертеже оборван) приводится во вращение с постоянной скоростью от непосредственно соединенного с ним при помощи муфты, электрического двигателя; обратное движение поршней насоса (на чертеже влево) получается за счет постоянной подачи масла от вспомогательного насоса через трубочки с обратными клапанами, соединенными с каналами 14 и 15 (на чертеже эти трубочки не указаны); это движение поршней во время всасывающего хода с помощью вспомогательной подачи масла сделано с двоякой целью: во-первых, это позволяет избежать установки под каждым поршнем пружин, а во-вторых, эта вспомогательная подача масла пополняет утечку масла через зазоры. Далее 18 - гидравлический двигатель шестереночного типа, подающий электродную проволоку роликом 19, снабженным насечкой; к этому ролику электродная проволока прижимается вторым роликом, на чертеже не указанным.
Порядок работы устройства заключается в следующем. Напряжение дуги, при постоянном токе непосредственно, а при переменном токе, питающем сварочную дугу, через купроксный выпрямитель, подается на подвижную рамку 4 измерителя напряжения (электродинамического вольтметра), удерживаемую в равновесии пружинами 5; эта рамка помещена в сильном магнитном поле, создаваемом катушками 3 в зазоре между полюсами /-7 и неподвижным железным якорем 2. Успокоение колебаний рамки осуществляется крыльчатым демпфером 6. Рамка поворачивает соединенный с ней крестообразный золотник 7, открывающий доступ масла по ту или другую сторону крыльчатых порщней; под давлением масла крыльчатые поршни поворачиваются на угол, строго соответствующий углу поворота золотника, автоматически прекращая закрытием окон приток масла по обе стороны крыльев, а также и выход масла по обе противоположные стороны крыльев. Масло под давлением в 2 или 3 атм. подается насосом (на чертеже не показанным) в отверстия сервомотора. Трубчатая ось 8 сервомотора поворачивает вал 12 насоса с переменной подачей, вследствие чего по трубам 14 и 15 подается масло в полости 16 и 17 шестереночного двигателя 18, на валу одной из зубчаток которого сидит ролик 19, подающий электрод; второй прижимной ролик на чертеже, как было уже упомянуто, не показан. Положение рамки 4 будет соответствовать определенному напряжению дуги и установит в определенное положение вал 12.
В свою очередь, положение вала 12 определяет собой подачу вполне определенного количества масла в секунду, подаваемого из трубы 14 в трубу 15 или обратно, вызывая, тем самым, подачу электрода с соответствующей скоростью и направлением.
Предмет изобретения.
Устройство для автоматической подачи электродной проволоки для дуговой сварки с применением для подачи гидравлического привода, отличающееся тем, что поворотный золотник сервомотора насоса привода непосредственно связан с поворотной рамкой электродинамического вольтметра, включенного параллельно дуге. к авторскому свидетельству В. и Н. А. Балакина № А. Надежницкого 53528
/ -
-6
