Изобретение относится к обработке металлов яавлен,ием, в частности « способа.м изготовления .профилей из малоллаСтичных листовых заготовок.
Известен способ гибки профилей из малопластичного материала, при котором материал изгибают дОПОлнительно, для чего прикладывают усил,ия Сжатия к полкам предварительно изогнутого профиля в направлениях, нормальном и касательном к его нейтральной оси 1.
Однако получить профили с радиусом гиб а, практически ра1вным О, этим способом не удается.
Известен способ изготовления профилей из малопластичных листовых заготовоа с радиусом гиба менее критического, которым получают профиль с радиусом гиба более критического, заключающийся -s том, что при гибке заготовки получают п-рофиль с углом меньше требуемого, а при деформировании профиля угол между его полками увеличивают до требуемого.
Однако 1И этот способ не позволяет получить профили с радиусом гиба, практически рав-ным нулю.
Цель изобретения - повышение качества профилей ИЗ малопластичных листовых заготовок.
этого по.предлагаемому способу в процессе гибки к торцам заготова и прикладывают усилия сжатия.
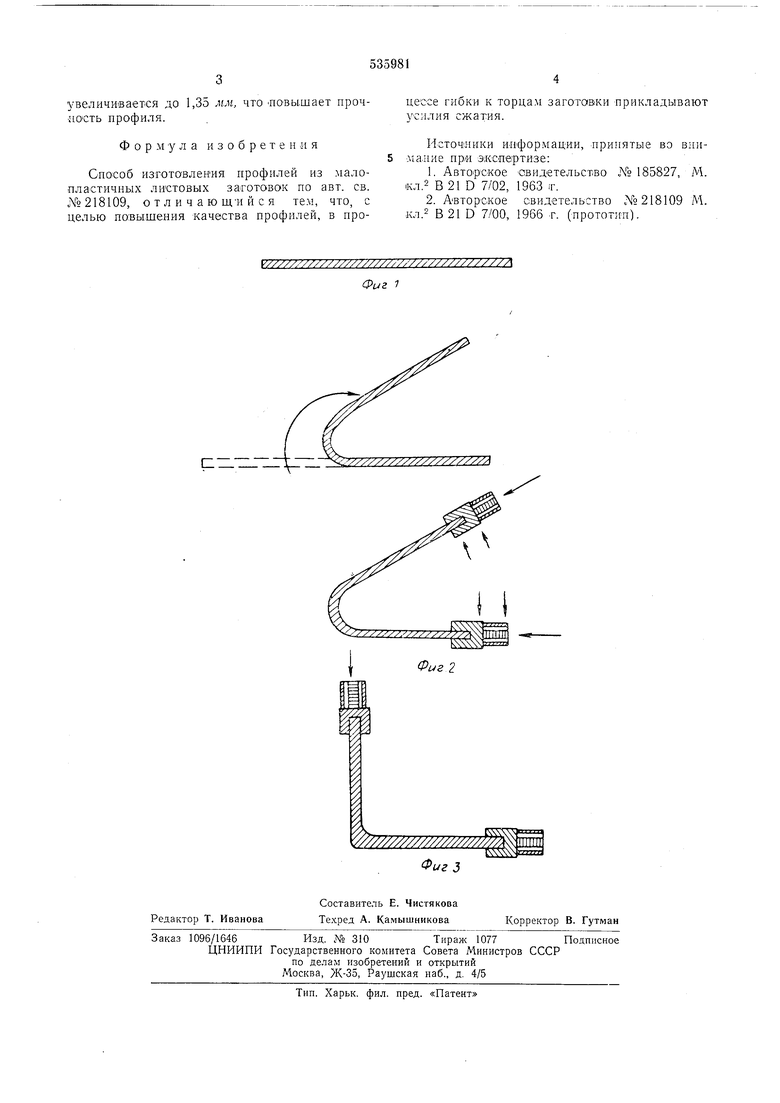
На фиг. 1 показана листовая заготовка додеформации; на фиг. 2 - профиль с углом больше заданного; на фиг. 3 - профиль с углом, равным заданному.
Процесс гибки происходит следующим образом.
Торцы профиля зажимают подвижными зажи1мам)и, осуществляющими торцовое лоджатие. В1начале проис.ходит гибка с поджатием до угла, больше заданного, затем, не прекращая торцового поджатия, а по необходимости увеличивая его, осуществляют разгибку профиля до угла, равного заданному. Практически получается заданный угол гиба, что значительно способствует уточнению профиля.
Пример. Проводилась гибка профиля из титанового сплава ОТ4-1 толщиной 1,2 мм, угол гибки 90°. Оба торца профиля зажимают подвижными зажи1мами. Начинается гибка заготовки до получения угла профиля, равного 50° (меньше заданного). Эта операция протекает с поджатием-примерно 1,5 т (размер заготовки 50X100X1,2), осуществляемым в оба торца. Затем, не нрекращая торцового поджатия, а по необходимости увеличивая его, осуществляют разгибку профиля, добиваясь угла, равного заданному. Утолщение в зоне сгиба
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1989 |
|
SU1748903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ ИЗ МАЛОПЛАСТИЧНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1968 |
|
SU218109A1 |
| Способ изготовления гнутых профилей из труднодеформируемых листовых материалов и устройство для его осуществления | 1982 |
|
SU1114482A1 |
| Способ изготовления профилей | 1986 |
|
SU1344456A1 |
| Способ формообразования листовых профилей и устройство для его осуществления | 1982 |
|
SU1049138A1 |
| Способ изготовления профилей гибкой | 1979 |
|
SU854508A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ПРОКАТА ЗАМКНУТОГО ТИПА | 2006 |
|
RU2342208C2 |
| Способ изготовления профильных деталей | 1982 |
|
SU1172628A1 |
| Способ гибки профилей из листовых малопластичных материалов и устройство для его осуществления | 1989 |
|
SU1741950A1 |
| Гибочный штамп | 1978 |
|
SU766705A1 |
