ханизма загрузки 5 подается на начало формообразующего участка клина БЬ
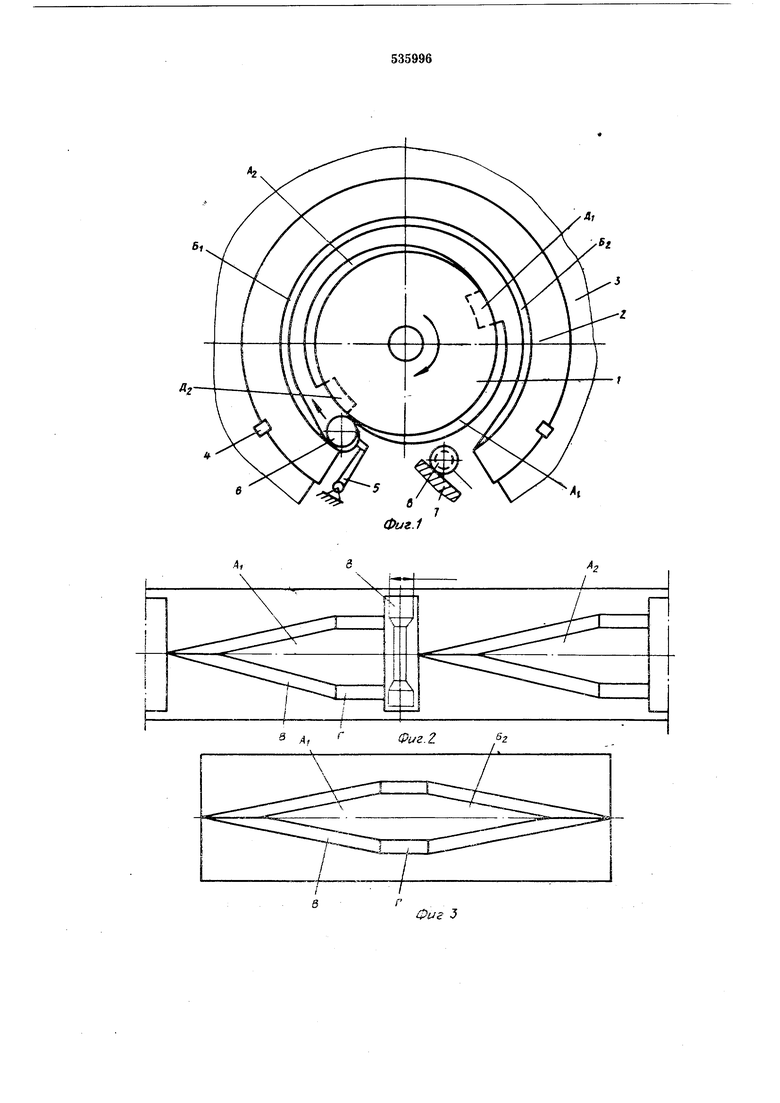
|При вращении валка / заготовка захватывается кл,иньями Л1 и приводится во вращение относительно своей продольной оси. При этом заготовка пер-екатывабтся по неподвижному сегменту И одновременно профилируется в соответствии с профилем клиньев AI и Б.
ПосЛе пово,рота валка / на 180°, когда первая заготовка еще профилируется клиньям,и AI ,и 5ь очередная заготов ка загружается на начало формообразующего участка и захватыва-ется клиноМ AZ. С этого момента обрабатываются одновременно две заготовки: завершается профилирование первой заготовки клиньями Л и 5i и начинается деф-ормиро|Вание очередной загото-вки кллньями Л2 и Б. По окончании профилирования первой заготовки готовое .изделие 8 под действием собственного веса попадает в выемку Д1 валка и цри дальнейшем его вращение выгружается на склиз 7.
Аналогично этому по окончании лрофилирования очередной заготовки клиновыми калибрами AZ и Б готовое изделие попадает в зыемку Лг Валка -и - на склиз. 7. .Еще 3 процессе профилирования очередной заготовки на начало .клинового Калибра BI загружается уже следующая заготовка. Начинается ее деформирование., клиновыми калибрами Л; и В и цикл повторяется.
После Износа клинового калибра EI сегмент разворачивают на 180° и закрепляют в станине вальцов. При этом уже КЛЕНОВОЙ калибр Вг будет находиться со стороны загрузКИ заготовок и взаимодейст1вовать поочередно
с клиновыми калибрами Л и Л2 цилиндрического валка.
Таким образом, предлагаемое устройство позволяет повысить производительность труда. Кроме того, уменьшаются затраты на .инструмент, так как уменьшаются его металлО-; емкость и трудоемкость изготовления (по сравнению с двумя комплектами инструмента известной конструкции, общий срок службы которых равен сроку службы одного.-Комплекта инструмента предлагаемой конструкции).
Формула изобретения
Устройство для поперечно-|КЛ1Иновой .прокатки издел.ий типа ступенчатых валов, содержащее установленные (В станине неподвижный сегментный валок с закрепленным на его внутренней по.верхности рабочим инструментом, размещенный внутри сегментного валка концентрично ему вращающийся цилиндрический валок с закрепленным на его наружной повер1хност;и рабочим .инструментом, выполненным в .в«де двух последовательно ра.сположенных формующих клиньев с калибрующими участками, отличающееся тем, что, с целью сОКращения времени переналадки для повышения производительности, рабочий инструмент сегментного валка выполнен в Виде двух противоположно направленных клиньев аналогичной геометрической формы, имеющих общий калибрующий участок, причем длина последнего равна длине калибрующего участка одного .из клиньев, закрелленных на цилиндрическом валке.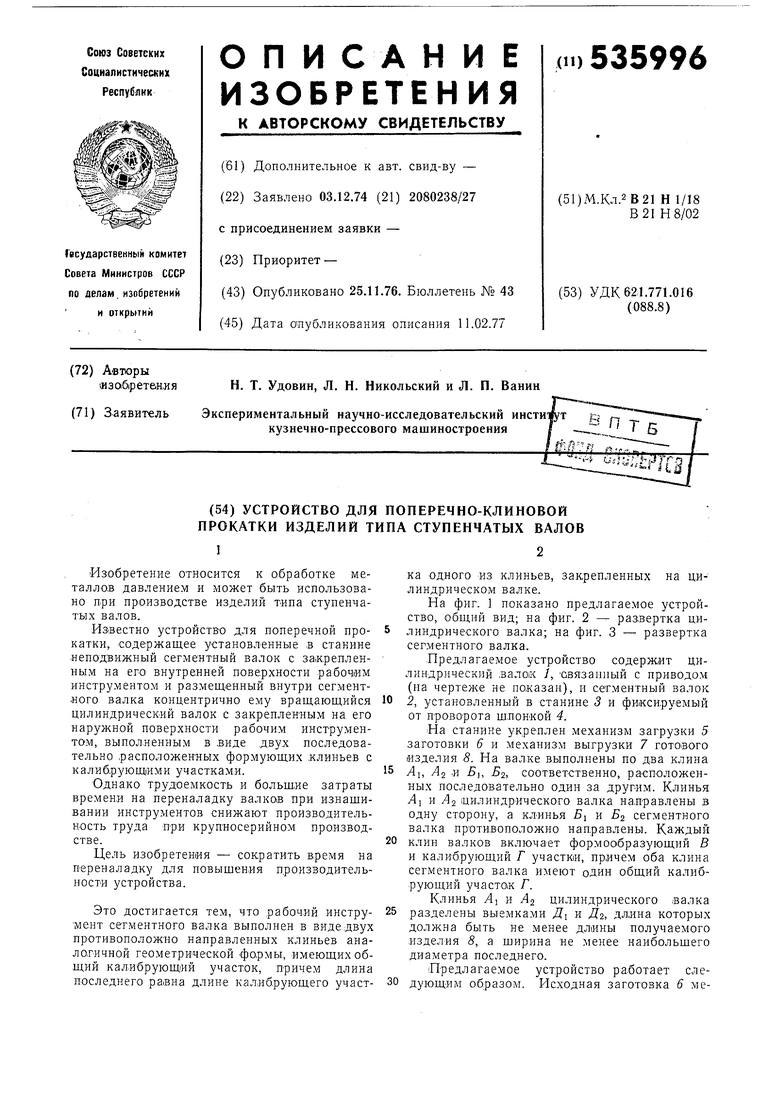
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1479187A1 |
| Вальцы для поперечно-клиновой вальцовки деталей | 1972 |
|
SU441082A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОФРИРОВАННЫХ ПРОФИЛЕЙ И ПРОФИЛИРУЮЩИЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335367C2 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Вальцы для поперечно-клиновой вальцовки | 1972 |
|
SU448674A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2236319C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ПРОФИЛИРОВАНИЕМ ПЛОСКИХ ЗАГОТОВОК | 2005 |
|
RU2286860C2 |
| Стан поперечно-клиновой прокатки | 1975 |
|
SU607629A1 |
| Способ изготовления трубчатых гофрированных деталей и устройство для его осуществления | 1987 |
|
SU1588470A1 |
| Устройство для поперечно-клиновой прокатки прутковой заготовки | 1987 |
|
SU1465161A1 |