(54) СТАН ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-клиновой прокатки | 1975 |
|
SU547271A1 |
| Стан для поперечно-клиновой прокатки изделий типа ступенчатых валов | 1981 |
|
SU952406A1 |
| Накатный автомат | 1990 |
|
SU1794569A1 |
| Устройство для поперечной прокатки | 1976 |
|
SU642061A1 |
| Автоматическая линия для изготовле-Ния издЕлия пЕРЕМЕННОгО СЕчЕНия | 1979 |
|
SU814533A1 |
| Устройство для поперечно-клиновой прокатки | 1976 |
|
SU559759A1 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| Стан для прокатки профильных из-дЕлий | 1979 |
|
SU795688A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Стан поперечно-клиновой прокатки изделий типа ступенчатых валов | 1988 |
|
SU1574338A1 |
Изобретение относится к обработке металлов давлением и может быть нспользовано при пронзводстве нзделнй тнпа ступенчатых валов. Известен стан поперечно-клнновой прокатjfH, содержащий два установленных в стаиине цилиндрических валка с параллельными осями, связанных с прнводом их вращения, закрепленные на цилиндрической поверхностн валков профилирующие клиновые инструменты н мехаиизм подачи заготовок в зону обработки 1. Переналадка такого стана при помошн выдвижения колодок пригодна только для деталей, профили которых разнятся иезначнтельно. Это сужает технологнческне возможности стана. Целью изобретения является расшнренне технологических возможностей и повышение универсальности стана поперечно-клиновой прокатки. Указанная цель достигается благодаря тому, что предлагаемый стан снабжен несколькими дополннтельными разнопрофнльнымн клнновымн ннструментамн, закреплениымн последовательно по окружности валков, механизмом для синхронизации вращения валков с подачей заготовок и механизмом смены инструментов, а привод вращения валков выполнен в виде шагового реверсивного двигателя. При этом механизм смены инструментов выполнен в виде шестернн, закрепленной в.станнне, снлового цнлнндра, шток которого связан с. шестерней, блок-шестернн, установленной на оси одного из валков с Возможностью зацепления с упомянутой шестерней, н прнвода осевого перемещения блок-шестернн. Механизм для синхронизации вращения валков с подачей заготовок может быть выполнен в виде кулачка, закрепленного на торце одного из валков, шайбы, установленной на оси последнего, н концевого выключателя, электрически связанного с механизмом подачи заготовок и закрепленного на шайбе с возможностью контакта с кулачком. Однн нз валков может быть выполнен в внде полого концеитрично охватывающего второй валок цилиндра с выполненными на его наружной поверхности глухими отверстиями, при этом иа станине устанавливают штифты, имеющие возможность зацепления с названнымн отверстиями. Охватывающий валок может быть выполнен в внде сегмента, в этом случае механизм для сннхроннзацни вращения валков с подачей заготовок выполняют в виде установленноп в танине с возможностью перемещения перпендакулярно оси валков планки с двумя закрепленными на ней концевыми выключателями, электрически связанными с механизмом подачи, и трех кулачков, первый из которых установлен на наруй ной поверхности сегмента, Ьторой - на одном из концов планки с возможностью взаимодействия с первым кулачком, а третий - на оси внутреннего валка с возможностью поочередного контакта с концевыми выключателями.
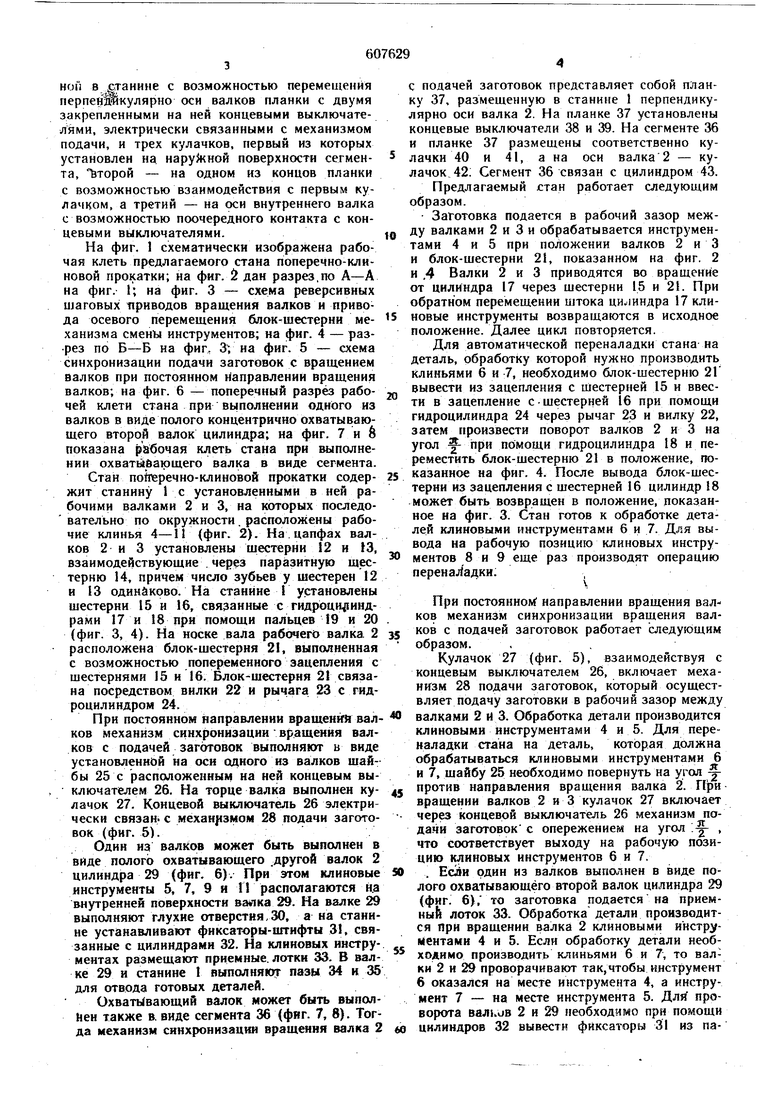
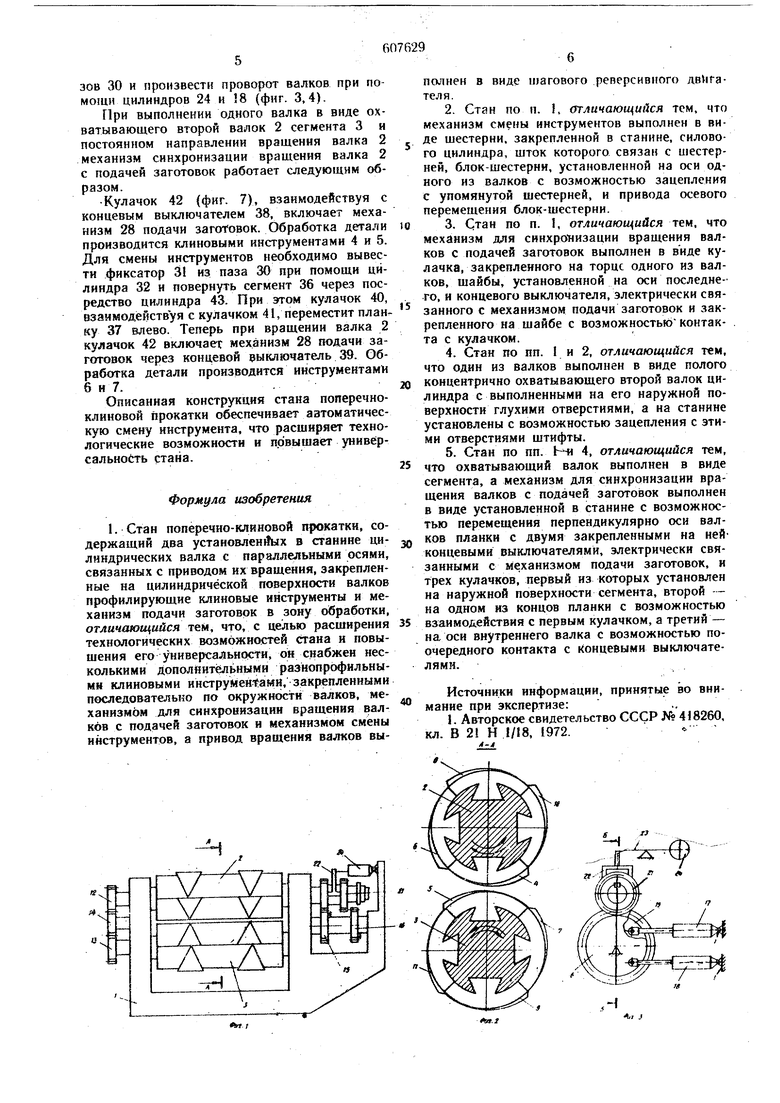
На фиг. 1 схематически изображена рабочая клеть предлагаемого стана поперечно-клиновой прокатки; на фиг. И дан разрез,по А-А на фиг. 1; на фиг. 3 - схема реверсивных шаговых приводов вращения валков и привода осевого перемещения блок-шестерни механизма сменЪ инструментов; на фиг. 4 - разрез по Б-Б на фиг, 3v на фиг. 5 - схема синхронизации подачи заготовок с вращением валков при постоянном йаправлении вращения валков; на фиг. 6 - поперечный разрез рабочей клети стана при вь1полнении одного из валков в виде полого концентрично охватывающего второй валок цилиндра; на фиг. 7 и 6 показана рабочая клеть стана при выполнении охватывающего валка в виде сегмента.
Стан пойеречно-клиновой прокатки содержит станину 1с установленными в ней рабочими валками 2 и 3, на которых последовательно по окружности. расположены рабочие клинья 4-11 (фиг. 2). На . цапфах валков 2 и 3 установлены щестерни 12 и 13, взаимодействующие через паразитную щестерню 14, причем чнсло зубьев у щестерен 12 и 13 одинаково. На станине Г установлены шестерни 15 и 16, связанные с гидроци4{индрами 17 и 18 при помощи пальцев 19 и 20 (фиг. 3, 4). На носке вала рабочего валка. 2 расположена блок-шестерня 21, выполненная с возможностью попеременного зацепления с шестернями 15 и 16. Блок-шестерня 21 связана посредством вилки 22 и рычага 23 с гидроцилиндром 24.
При постоянном направлении вращенШ валков механизм синхронизации вращения вал ков с подачей заготовок выполняют в виде установленной на оси одного из валков шайбы 25 с расположенным на ней концевым выключателем 26. На торце валка выполнен кулачок 27. Концевой выключатель 26 электри чески связан-с механ|1змом 28 подачи заготовок (фиг. 5).
Один из валков может быть выполнен в Виде полого охватывающего .другой валок 2 цилиндра 29 (фиг. 6). При этом клиновые инструменты 5, 7, 9 и 11 располагаются н.а внутренней поверхности валка 29. На валке 29 выполняют глухие отверстия,Ж а на станине устанавливают фиксаторы-штифты 31, связанные с цилиндрами 32. На клиновых инсгрументах размещают приемные, лотки 33. В валке 29 и станине 1 выполняют пазы 34 н 35 для отвода готовых деталей.
Охватывающий валок может быть выполнен также в. виде сегмента 36 (фиг. 7, 8). Тогда механизм синхронизации вращения валка 2
с подачей заготовок представляет собой планку 37, размещенную в станине 1 перпендикулярно оси валка 2. На планке 37 установлены концевые выключатели 38 и 39. На сегменте 36 и планке 37 размещены соответственно кулачки 40 и 41, а на оси валка 2 - кулачок.42; Сегмент 36 связан с цилиндром 43. Предлагаемый стан работает следующим образом.
Заготовка подается в рабочий зазор между валками 2 и 3 и обрабатывается инструментами 4 и 5 при по.г1ожении валков 2 и 3 и блок-шестерни 21, показанном на фиг. 2 и .4 Валки 2 и 3 приводятся во вращение от цилиндра 17 через шестерни 15 и 21. При обратном перемещении uiTOKa цилиндра 17 клиновые инструменты возвращаются в исходное положение. Далее цикл повторяется.
Для автоматической переналадки стана на деталь, обработку которой нужно производить клиньями 6 и 7, необходимо блок-шестерню 2Г вывести из зацепления с шестерней 15 и ввести в зацепление с шестерней 16 при помощи гидроцилиндра 24 через рычаг 23 н вилку 22, затем произвести поворот валков 2 и 3 на угол помощи гидроцилиндра 18 и переместить блок-шестерню 21 в положение, показанное на фиг. 4. После вывода блок-шестерни из зацепления с шестерней 16 цилиндр 18 может быть возвращен в положение, показанное на фиг. 3. Стан готов к обработке деталей клиновыми инструментами 6 и 7. Для вывода на рабочую позицию клиновых инструментов 8 и 9 еще раз производят операцию перенаЛадки:
При постояннолГ направлении вращения валков механизм синхронизации вращения валков с подачей заготовок работает следующим образом. ,
Кулачок 27 (фиг. 5), взаимодействуя с концевым выключателем 26, включает механизм 28 подачи заготовок, который осуществляет подачу заготовки в рабочий зазор между валкамл 2 и 3. Обработка детали производится клиновыми инструментами 4 и 5. Для переналадки стана на деталь, которая должна обрабатываться клиновыми инструментами 6 и 7, шайбу 25 необходимо повернуть на угол против направления вращения валка 2. При вращении валков 2 и 3 кулачок 27 включает через концевой выключатель 26 механизм подаяи заготовок с опережением на угол . , что соответствует выходу на рабочую позицию клиновых инструментов 6 и 7.
. Если один из валков выполнен в виде полого охватывающего второй валок цилиндра 29 (фиг. 6), то заготовка подается на приемный лоток 33. Обработка детали производится при вращении валка 2 клиновыми шструментами 4 и 5. Если обработку детали необходимо производить клиньями 6 и 7, то валки 2 и 29 проворачивают так,чтобы инструмент 6 оказался на месте инструмента 4, а инструмент 7 - на месте инструмента 5. Дл проворота валкив 2 и 29 необходимо при помощи цилиндров 32 вывести фиксаторы 31 из пазов 30 и произвести проворот валков при помощи цилиндров 24 и 18 (фиг. 3,4). При выполнении одного валка в виде охватывающего второй валок 2 сегмента 3 и постоянном направлении вращения валка 2 механизм синхронизации вращения валка 2 с подачей заготовок работает следующим образом. Кулачок 42 (фиг. 7), взаимодействуя с концевым выключателем 38, включает механизм 28 подачи заготовок. Обработка детали производится клиновыми инструментами 4 и 5. Для смены инструментов необходимо вывести фиксатор 31 из паза 30 при помощи цилиндра 32 и повернуть сегмент 36 через посредство цилиндра 43. При этом кулачок 40, взаимоде11ствуя с кулачком 41, переместит планку 37 влево. Теперь при вращении валка 2 кулачок 42 включает механизм 28 подачи заготовок через концевой выключатель 39. Обработка детали производится инструментами б и 7.. Описанная конструкция стана поперечноклиновой прокатки обеспечивает автоматическую смену инструмента, что расширяет технологические возможности и првыщает универсально ;ть стана. Формула изобретения 1. Стан поперечно-клиновой прокатки, содержащнй два установленйых в сганнне цилиндрических валка с параллельными осями, связанных с приводом их вращения, закрепленные на цилиндрической поверхности валков профилирующие клиновые инструмеиты и механизм подачи заготовок в зону обработки, отличающийся тем, что, с целью расширения технологических возможностей стана и повышения его универсальности, он снабжен несколькими Дополйнтёльными разнопрофильными клиновыми инструментамн, закрепленными последовательно по окружносТн валков, механизмом для синхронизации вращения валков с подачей заготовок н механизмом смены инструментов, а привод вращения валков вы-Ч
/
/ V
ч
fH ,
, }
fat.l полней в виде шагового реверсивного дв 1гателя. 2.Стан по п. I. отличающийся тем, что механизм смены инструментов выполнен в виде щестерни. закрепленной в станине, снлового цилиндра, шток которого связан с шестерней, блок-шестерни, установленной на оси одного из валков с возможностью зацепления с упомянутой шестерней, и привода осевого перемещения блок-шестерни. 3.Стан по п. 1, отличающийся тем, что механизм для синхронизации вращения валков с подачей заготовок выполнен в виде кулачка, закрепленного на торце одного из валков, шайбы, установленной на оси последнего, и концевого выключателя, электрически связанного с механизмом подачи заготовок и закрепленного на шайбе с возможностьюконтакта с кулачком. 4.Стан по пп. 1 и 2, отличающийся тем, что однн из валков выполнен в внде полого концентрнчно охватывающего второй валок цилиндра с выполненными на его наружной поверхности глухими отверстиями, а на станине установлены с возможностью зацепления с этими отверстиями штифты. 5.Стан по пп. Н 4, отличающийся тем, что охватывающий валок выполнен в виде сегмента, а механизм для синхронизации вращения валков с подачей заготовок выполнен в виде установленной в станине с возможностью перемещения перпендикулярно оси валков планки с двумя закрепленными на ней концевыми выключателями, электрически связанными с механизмом подачи заготовок, и трех кулачков, первый из которых установлен на наружной поверхности сегмента, второй -на одном КЗ концов планки с возможностью взаимодействия с первым кулачком, а третий - на оси внутреннего валка с возможностью поочередного контакта с Концевыми выключателями. Источники информации, приняты(в во внимание при экспертизе: 1. Авторское свидетельство СССР № 418260, кл. В 21 Н 1/18, 1972.
ff
j Anr
