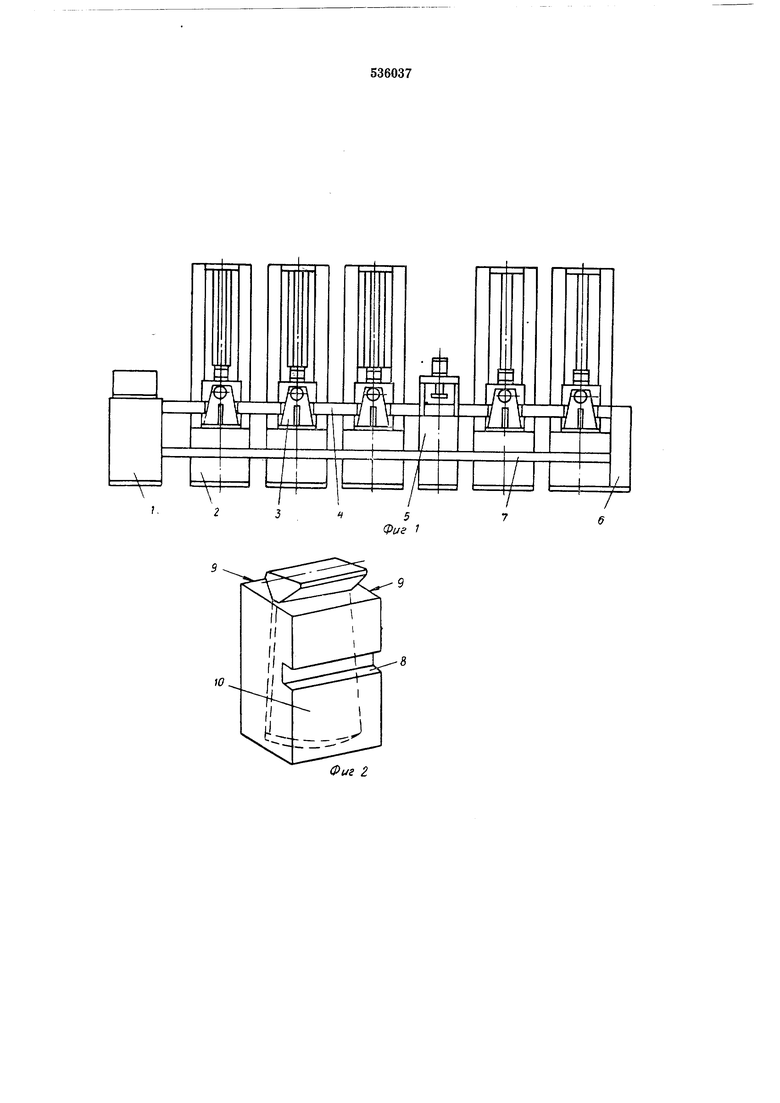
рами 4. Для поворота лопатки на 180° в линию встроен механизм 5 поворота. В конце линии расположен .механизм 6 опускания и сбоку станков - транспортер 7 для возврата обработанной лопатки в установ,ку /.
На .брикете с залитой лопаткой для удобства транспортирования в поперечном положении вьгполнен паз 8 (фиг. 2). Поверхности брикета разделяются на точно выполненные относительно оси лопатки установочные поверхности 9 и менее точные транспортные поверхности 10. Брикет в поперечном сеченни имеет одннако вые размеры для всех обрабатываемых яа линии лопаток.
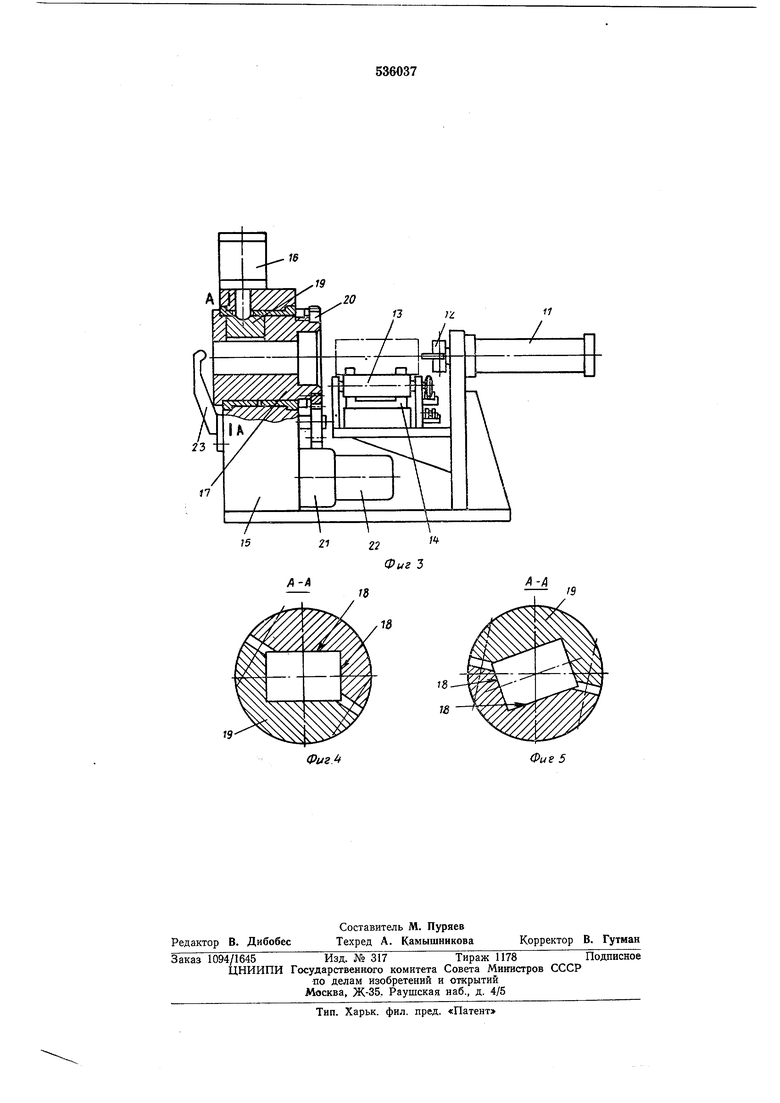
На позициях установки изделия расположен подающий цилиндр // (фнг. 3) со смонтированным на штоке захватом 12, а также транспортный приемник, представляющий собой секцию транспортера с приводными роли.ками 13, на котором смонтирована система отсекателей 14.
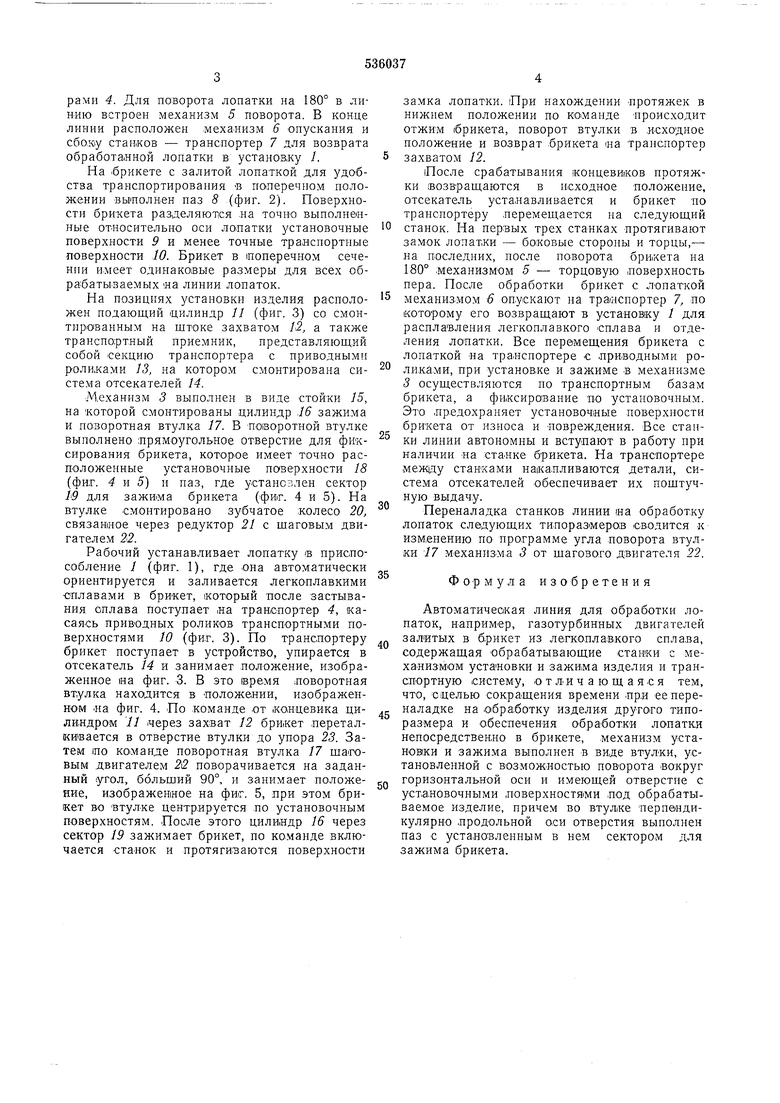
Механизм 3 выполнен в виде стойки 15, на которой смонтированы цилиндр .16 зажима и новоротная втулка 17. В поворотной втулке выполнено прямоугольное отверстие для фиксирования брикета, которое имеет точно расположенные установочные поверхности 18 (фиг. 4 и 5) и паз, где установлен сектор Ю для зажима брикета (фи1Г. 4 и 5). На втулке смонтировано зубчатое колесо 20, связанотое через редуктор 21 с шаговым двигателем 22.
Рабочий устанавливает лопатку ш приспособление / (фит. 1), где она автоматически ориентируется и заливается легкоплавкими сплавами в брикет, который после застывания сплава поступает на транспортер 4, касаясь приводных роликов транспортными поверхностями 10 (фиг. 3). По транспортеру брикет поступает в устройство, упирается в отсекатель 14 и занимает положение, изображенное на фиг. 3. В это время поворотная втулка находится в положении, изображенном «а фиг. 4. По команде от концевика цилиндром Л через захват 12 брикет переталки1вается в отверстие втулки до упора 23. Затем 1ПО ко.манде поворотная втулка 17 шатовым двигателем 22 поворачивается на заданный угол, больший 90°, и занимает положение, изображенное на фиг. 5, при этом брикет во втулке центрируется по установочным поверхностям. После этого цилиндр 16 через сектор 19 зажимает брикет, по ко.манде включается станок и протягиваются поверхности
замка лопатки. При нахождении -протяжек в нижнем положении по команде происходит отжим (брикета, поворот втулки в .исходное положение и возврат .брикета иа транспортер захватом 12.
После срабатывания концеви|ков протяжки возвращаются в исходное положение, отсекатель устанавливается и брикет по транспортеру перемещается на следующий станок. На первых трех станках протягивают замок лопатки - боковые сторопы и торцы,- на последних, после поворота брикета на 180° механизмом 5 - торцовую поверхность пера. После обработки брикет с лопаткой механизмом 6 опускают на транспортер 7, по которому его возвращают в установку / для расплавления легкоплавкого сплава и отделения лопатки. Все перемещения брикета с лопаткой на транспортере с приводными ролика.ми, при установке и зажиме в механизме 5 осуществляются по транспортным базам брикета, а фиксирование по установочным. Это .предохраняет установочные поверхности брикета от износа и повреждения. Все стапки линии автономны и вступают в работу нри наличии на станке брикета. На транспортере .межну станками накапливаются детали, система отсекателей обеспечивает их пощтучную выдачу.
Переналадка станков линии на обработку лопаток следующих типоразмеров сводится к изменению по программе угла поворота втулки 17 механизма 3 от шагового двигателя 22.
Формула изобретения
Автоматическая линия для обработки лопаток, нацрим.ер, газотурбинных двигателей залитых в брикет из легкоплавкого сплава, содержащая обрабатывающие станки с механизмом установки и зажима изделия и трансп.ортную систему, .отличающаяся тем, что, сцелью сокращения времени .нр.и ее переналадке на .обработку изделия другого типоразмера и обеспечения обработки лопатки непосредственно в брикете, механизм установки и зажима выполнен в виде втулки, установленной с возможностью поворота вокруг горизонтальной оси и имеющей отверстие с установочными поверхностями .под обрабатываемое изделие, причем во втулке перпендикулярно .продольной оси отверстия выполнен паз с установленным в нем сектором для зажима брикета.
t
7
ч5
Фиг J
ФигМ
11
Фие 5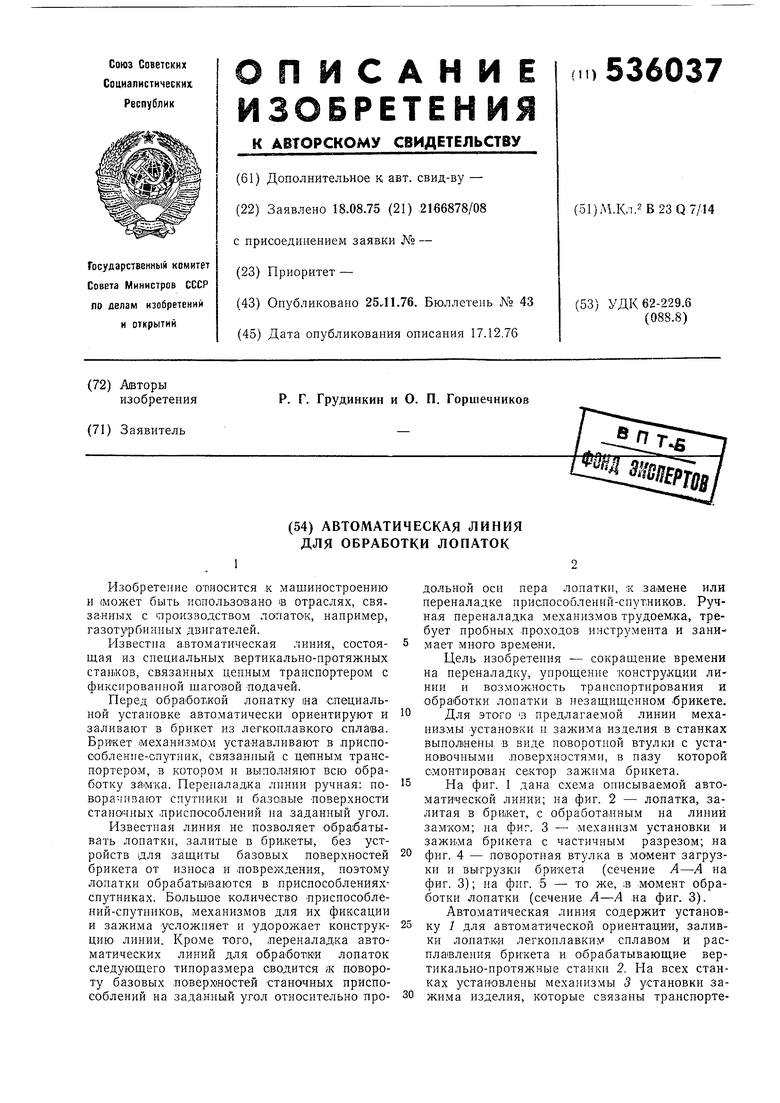
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1986 |
|
SU1799715A1 |
| Автоматическая переналаживаемая линия | 1976 |
|
SU654395A1 |
| Автоматическая линия для обработки замков лопаток | 1982 |
|
SU1103993A1 |
| Автоматическая линия для обработки деталей с радиусными поверхностями | 1976 |
|
SU657969A1 |
| ЛЕГКОПЛАВКИЙ СПЛАВ | 2007 |
|
RU2354732C1 |
| Устройство для распределения припуска на заготовке лопатки | 1976 |
|
SU655498A1 |
| Устройство для распределения припускаНА зАгОТОВКЕ лОпАТКи и зАлиВКи EE лЕгКО-плАВКиМ МАТЕРиАлОМ B бРиКЕТ | 1979 |
|
SU850340A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| СПОСОБ ОБРАБОТКИ ХВОСТОВИКА И КОРНЕВОЙ ЧАСТИ ПЕРА ЛОПАТКИ НА МНОГОКООРДИНАТНОМ СТАНКЕ С ЧПУ | 2017 |
|
RU2645633C1 |
| Устройство для горячего тиснения фольгой изделий из термопласта | 1990 |
|
SU1722859A1 |