1
Изо1бретвние относится к о;бласти тармообработки изделий.
Известен стадок для закалки изделий, содержащий индуктор, Охлаждающее устройство, питатель, захват для закрепления деталей, 1ра аположен1ный Сюосно 1И,нду:кто ру
1.
Иав-естбн также станок для индукционной закал,ки изделий, содержащий индуктор, устройство для охлаждения, корну с с колоиной, на которой 1р.аз-меЩ|ена каретка с захватам для укрепления 1из делий и механизмом возвратно-но.стунателыного перемещения 2.
Нан бол:ее бл1изки.м но технической сущности к (Предлага-емому является устройство для TepiMooi6pa6oTiKH изделий, содержаHiee индуктор, питатель с отсекателем, корпус с КОЛОН1Н01Й, на которой расположена каретка с Механизмо.м возвратно-яостунательного перемещения и захватом для закрепления изделий, раюположенным соасно индуктору 3.
Цель изобретения - упрощение конструкции устройства.
Для этого в предлагаемом устройстве отсекатель выполнен в -виде вилки с прорезью, скосами и отверстиями и ук)еплен на колонне, с возможностью перемещения, каретка имеет профильные пазы для размещения в НИХ вы:стунов отсе-кателя и сна.бжена |пош.оружиненным штоком, на котором укреплен захват, а на основании корпуса но оси щтока установлен (подпружиненный унор.
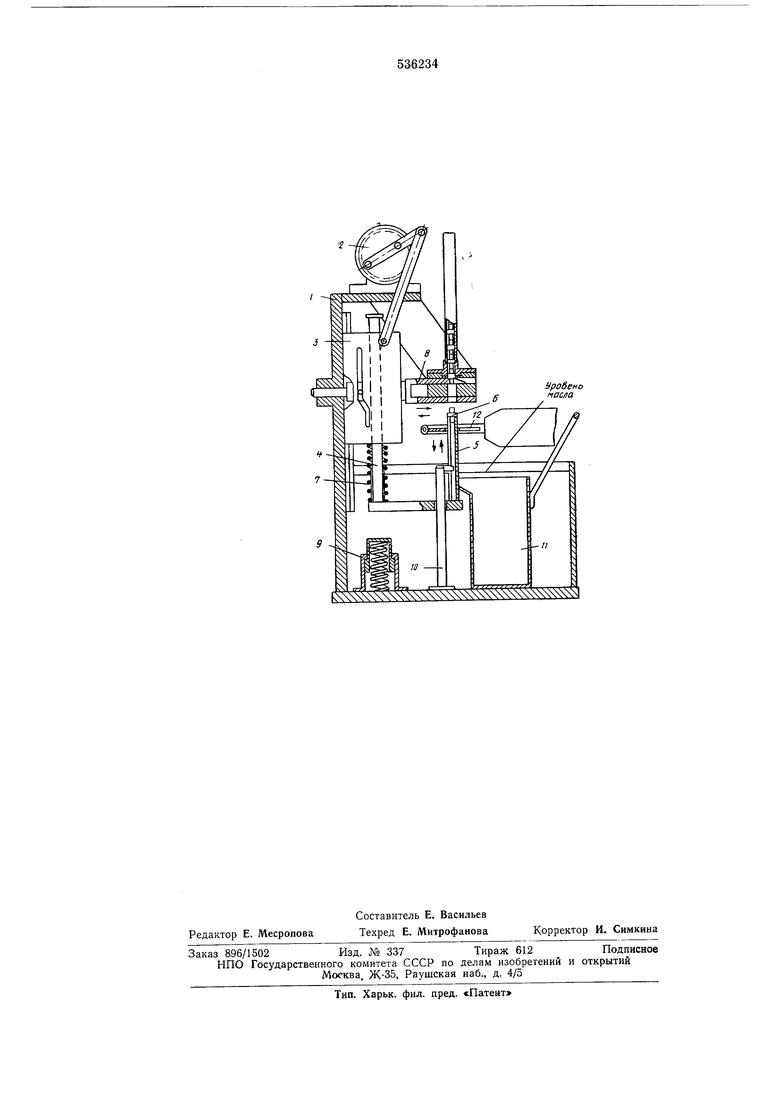
На чертеже изо|брстж.ено нредлагаемое устройство, обидай 1вид.
Одна из стенок корпуса /, за полненно-го охлаждающей средой, вьтолн€на в виде колонны для размещения двигателя с кривощипно-щатунным механизмом 2, соединаиным с 1ПОДВИЖ1НОЙ кареткой 3, которая может соверщать возвратно-поступательное движение. Каретка снабжана штоко.м 4 с
захватом 5 деталей 6 и пружиной 7, а }ia станках каретки вьшолнены профильные пазы для воззратно-псступательното нсремещения отсекателя 5, выполненного в виде со и выступами, входящими в стенок каретки. На верхней плоскости вилки имеется нрорезь со скосами. а на нижн;ей - отверстие для прохода деталей.
На основании корпуса уста:нсвлен подпружиненный упор 9 и стержень с отражателем 10. Упор отражателя располагается в лрорези захвата. Для приема и выемки деталей на основанми установлен ковш //. Игндуктор 12 служит для HairpeBa деталей ТВЧ.
Устройство работает |СЛедующим обраЗО-М.
Детали 6, подлежащие закалке, паступают | йпре;рЫ1В1НЫ|М потоком и попадают в прорезь В1илки отоекателя 8, удерживая-сь в ней своИМ1и бурткками. Пр,и отсутствии последних ла детали inipiOipiesb на верхней частя вил|к:и необходимо выполшять фасонной для {удерж-айия деталей.
Пр.и включ:ен,ин двигателя кривошипношатунИЫЙ м-еханйзм 2 реремещает каретку 3 в иижиее положение. OipM этом пазы каретки, .воздействуя на выступы отсекателч 8, (Ют его переМбЩаться в крайнее левое положение (по чертежу). Деталь 6, подлежащая закалке, выходит из прорези верх:ней ча1стн вилки и лроваливается в гнездо литателЯ, опираясь ,на нижнюю часть 1ВИЛКИ, отверстие которой сместилось от глезда питателя ири движении вилки.
При БОремещелии каретки 3 в ниж-нее положение щток 4 захвата 5 упирается в л.о(д пружинен1ный упор 9 и останавливается в таком положении. При этО|М сжимается пружина 7 штока 4 до тех пор, пока нижний торед каретки 5 не упрется в торец втулки штока. В это время деталь нагревается в индукторе. Время .выдержки при нагреве определяется скоростью вращения двигателя и зависит от требований TexiHOлюпки закалки.
дальнейшем двнжении каретки 3 вниз начинается сжатие Пружины упора 9 и дальнейшее перемещение захвата с деталью 6 из индуктора 12. Упор отражателя 10 три 3T1QM еьибрасывает деталь 6 в ковш 11, где происходит охлаждение детали и ее закалка.
Вйлка отсекателя 8 , движении каретки вверх перемещается IB крайнее шраво:е положение, а 3|ах1ват о через отверстие индуктора лодходит к н,ижней плоскости вилки. |При совмещании отверстия нижней плоскости -вилки с отвер сти1ем питателя деталь 6 попадает IB гЕездо захвата 5, после чего цикл работы устройства повторяется.
Формула изобретения
1. Устройство для термооб|работки изделий, содержащее Индуктор, питатель с отсе1кател.9М, корпус с колонной, на которой расположена каретка с механизмом возвратно-лоютупателыного (пере-мещения и захватом для з акрепления изделий, рашоложенньш соосно индуктору, отличающееся тем, что, с целью упрощения конструкции, отоекатель выполнен в В|Иде вилки и укреплен на колонне ic возможностью
поре.мещения, каретка имеет профилыные п:азы для размещения в них выступов отсекателя и сна-бжена под1пружи1ненным штоком, на котором |ук1ре(плен захват, а н,а оснюваиии корпуса по оси щтока установлен
подпружиненный упор.
2. Устр|Ойство лю п. 1, отличающеес я тем, что вилка отсекателя в верхней части вьшолнена ic прорезью и скосами, а в нижней - с отверстием для пропускания закаливаемых изделий.
Источники И|Н1фор., принятые во внима ние при экс1пер1тизе:
1. Авторское свидетельство СССР №228055, ,кл. С 21 D 1/12, 1967.
2.AiBTopOKoe авищетельство СССР №379643, 1КЛ. С 21 D 1/12, Ш70.
3.Авторскоеовидетельство СССР № 293043, кл. С 21 D 1/12, 1-969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Устройство поштучной выдачи деталей на линию центров станка | 1981 |
|
SU952520A1 |
| Робототехнологический комплекс для сборки | 1990 |
|
SU1782203A3 |
| СТАНОК ДЛЯ СБОРКИ ГУСЕИИЧИОЙ ЦЕПИ | 1966 |
|
SU189670A1 |
| Устройство для изготовления изделий | 1979 |
|
SU804579A1 |
| Станок - автомат для закалки цилиндрических деталей | 1990 |
|
SU1786199A1 |
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Установка для подачи листов к гильотинным ножницам | 1981 |
|
SU1016093A1 |