(54) УСТРОЙСТЮ ДЛЯ СБОРКИ И СВАРКИ ПРЯКОУГОЛЬНЫХ РАЗЪЕМОВ ЩИ ПЛАТ ПЕЧАТНОГО МОНТАЖА Изобрэтение относится к о&ласти сварки, а именно к конструкции устройства для сборки и сварки прямоугольных разъемов для штат печатного монтажа, преимущественно двухрядных. Известна поточная линия для сборки и сварки изделий, содержащая расположенные вдоль поточной линии наклонные скаты, между которыми на основании скатов установлены смонтированные на поворотных рычагах роликоопоры для вращения изделий и передач их с одного ската на другой 1Д, Однако, эта линия не содержит машины для саарки контактов, сварочных устройств для прямоугольных разъемов и не позволяет механизировать операции сборки и сварки разъемов. Известно устройство для сборки и сварки прямоугольных разъедгов для плат печатного монтажа, преимущественно двухрядных, включающих контакты, состоящие из штырей и лепестков, и колодку разъема, содержащее смонти рованные на основании сварочную маши ну для сварки штырей с контактами, приспособление для сборки под сварку штырей с контактами, узел для сборки разъемов и транспортер, связывающий сварочную машину с узлом для сворки разъемов 2 . Недостатком известного устройства является то, что оно малопроизводительно , так как велико межоперационное время между сваркой контактов и сборкой разъемов. С целью повьЕыення производительности узел для сборки разъемов выполнен в виде смонтированных на основании направляющих и рамки с упором и отверстием прямоугольного сечения, соответствумвдего профилю колодки разъема, установленной в указанных направляющих с возможностью перемещения вдоль осей штырей параллельно основанию, а также дополнительной направляющей для лепестков и П-образной планки для завода ее в колодку разъема, смонтированных на общей оси с возможностью поворота в плоскости, перпендикулярной к основанию, при этом на основании смонтирозан поворотный Тобразный рычаг с заостренным плечом,, взаимодействующим с лепестком, а также неподвижная планка и установленная с возможностью перемещения в плоскости, перпендикулярной к основанию, П-образная планка для крепления штырей, причем на упомянутой планке через упругую подкладку смонтированы планки по числу штырей для их фиксации, а в проеме этой планки с возможностью перемещения в плоскости, параллельной основанию, установлены вилки по числу контактов.
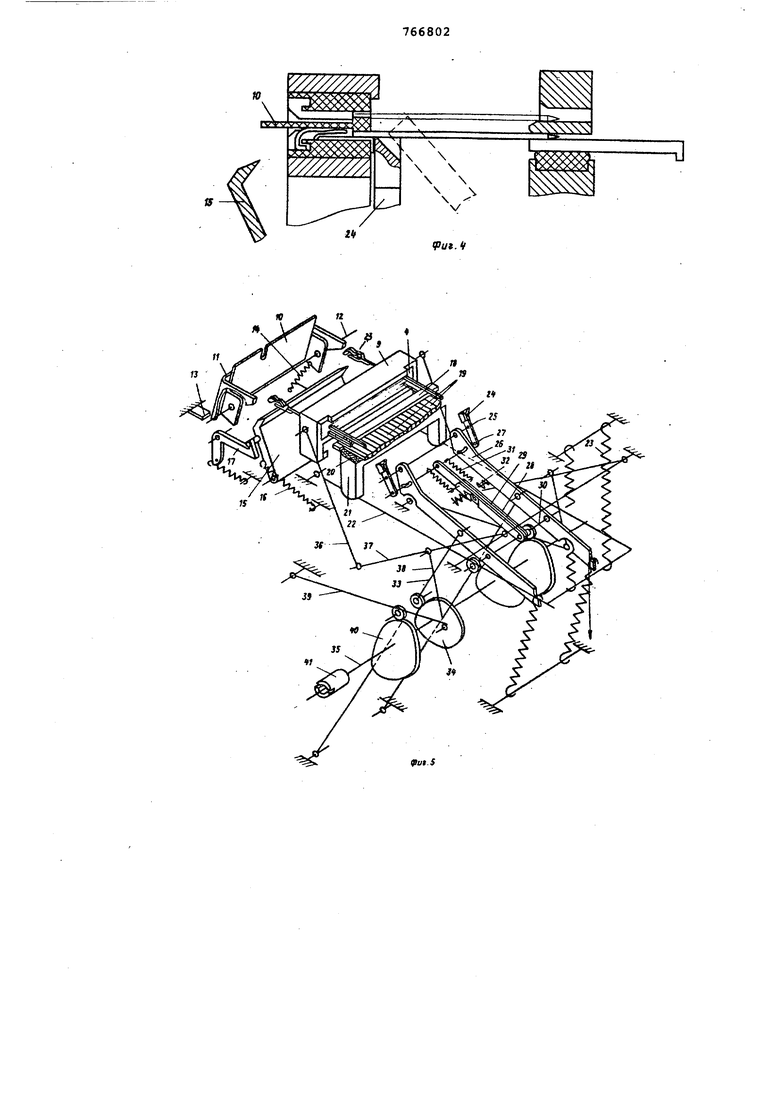
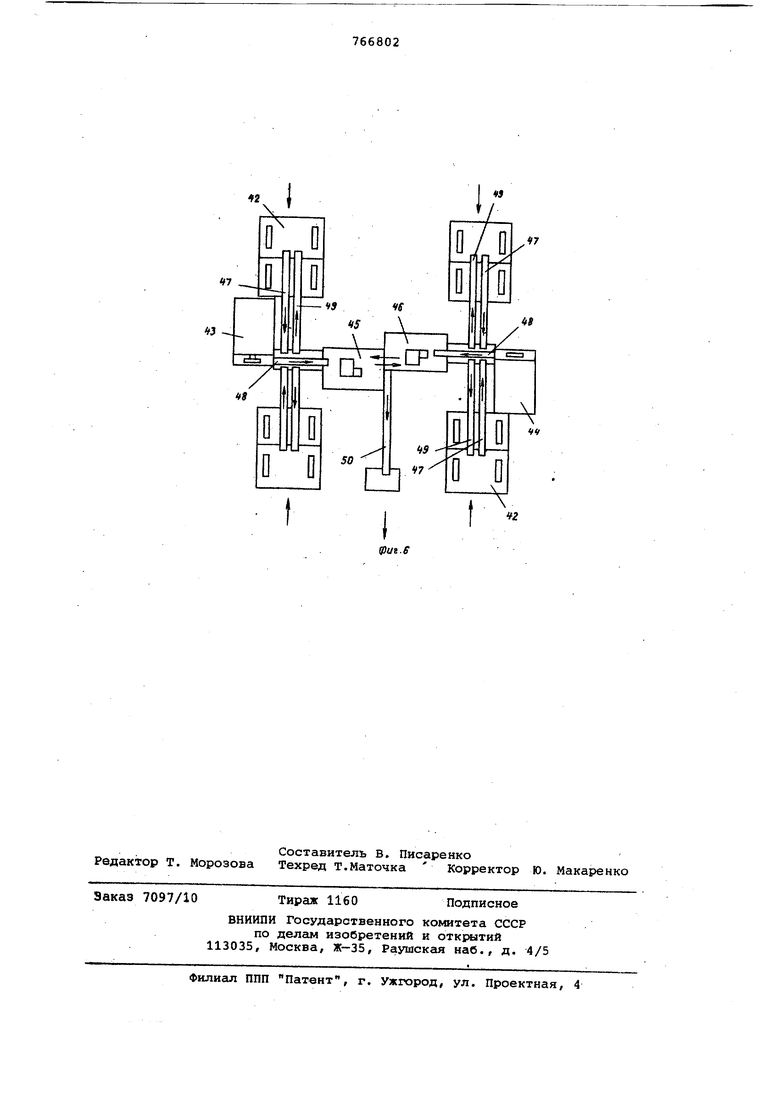
На фиг. 1 схематично изображены зафиксированные в многоместной кассете лепестки и штыри; на фиг. 2 - на выступающие концы штырей насажена колодка разъема; на фиг, 3 - многоместная кассета с контактами и колодкой, разъема, -установленная в узел сборки; на фиг. 4 - затяжка и фиксация контактов в колодке разъема при помощи узла сборки; на фиг. 5 - кинематическая схема узла для сборки разъема (привод услоно не показан); на фиг. 6 - устройство для сборки и сварки разъемов план.
Многоместная кассета 1, применяемая при сварке и сборке разъемов, включающих контакты, состоящие из лепестка 2, штырей 3, сваренных между собой, имеет корпус, в котором выполнены пазы для c3apHBae/vMX деталей, причем пазы выполнены с шагом, соответствующим шагу гнезд в колодке 4 разъема,
В корпусе жестко закреплены планки 5 и 6, служащие упором для свариваемых деталей, и шарнирно закреплена крьшка 7 с прижимной пластинчатой пружиной 8. Кпя удержания крь5шки в закрытом положении служат фиксаторы (на чертеже не изображены).
Узел для сборки разъемов содержит рамку 9 с отверстием прямоугольного сечения по профилю колодки 4 разъема и упором, установленным в направляющих корпуса узла с обеспечением возможности прямолинейного перемещения вдоль штырей 3; дополнительную направляющую 10 для лепестков 2, посаженную совместно с П-образной планкой 11 с обеспечением возможности поворота вокруг общей оси 12 и некоторого перемещения параллельно ей. Для фиксации направляющей планки 10 и 11 в горизонтальном рабочем положении предусмотрены упоры 13, а,в наклонном положении - пружина 14.
Г-образный рычаг 15 для направления в колодку 4 разъема кончиков лепестков 2 выполнен с заостренньтм плечом и шарнирно соединен с корпусом узла сборки. В рабочем вертккальнок положении рычаг 15 удерживается пружиной 16, а в исходном нак. онном - защелкой 17, взаикодействуклцей с выступами П-образной планкк 11,
дан зажима концов штырей 3 служат жесткая неподвижная планка 18 к планки 19, количество которых соответствует числу штырей 3, опирагоидиеся на общую упругую подкладку 20, укрепленную на П-образной планке 21, установленной в направляющих пазах корпуса узла, сборки с возможностью вертикального перемещения от рычагов 22. Один конец рычага 22 соединен с корпусом узла сборки шарнирно, а другой - при помощи пружин 23, обеспечивающих зажим штырей 3 с заданным усилием, и педалью, находящейся под столом, на котором закреплен узел для сборки, и служащей для разжима планок 18 и 19.
Вилки 24, количество которых также соответствует числу штырей 3, расположены в проеме П-образной планки 21 и при помощи оси 25 закреплены на одном из концов двуплечих рычагов 26, а осью 27 Jвязaны с планкой 28, и поджаты к ней тормозными планками 29 с обеспечением возможности их взаимного продольного проскальзывания, и связанными осью 30 с рычагами 26.
Пружины 31 удерживают вилки 24 в исходном наклонном положении, а при помощи пружин 32 .обеспечивается заданная сила торможения при относительном проскальзывании планок 29 и планок 28
Двуплечие рычаги 26 шарнирно пос ажены на верхних концах рычагов 33, приводящихся в движение от кулачков 34, установленных на главном валу 35.
Рамка 9 связана системой рычагов 36, 37, 38 и 39 с кулачками 40. При помощи полумуфты 41 устройство связано с приводом циклического вращения.
Устройство состоит из наборных столов 42, сварочных машин 43, 44 узлов 45, 46 сборки разъемов, транспортеров 47, 48, 49, 50 и комплекта многоместных кассет 1 (см. фиг. 6).
Сварку и сборку разъема производят следующим образом.
Лепестки 2 и штыри 3 набирают в пазы многоместной кассеты 1, фиксируют крышкой 7 с пластинчатой пружиной. Затем кассеты 1 с набранныгда для сварки деталями передаются транспортером 47 к сварочной машине.
Сва.ренные машиной 43 лепестки 2 и штыри 3 (в дальнейшем контакты) в кассете передаются транспортером 48 к узлу 45 .сборки. Здесь на выступающие из кассеаы концы штырей 3 устанавливают колодку 4 разъема. После чего кассету с колодкой 4 разъема устанавливают в узле 45 сборки таким образом чтобы колодка 4 разъема вошла в прямоугольное отверстие рамки 9, а концы штырей 3, выступакхцие из колодки 4 разъема, заиши в просвет между развeдeнныIv и планками 18 и 19.
Под действием пружины 23 с помощью рычагов 22, рамки 21, упругой пластины 20 зажимают, планками 18 и 19 концы штырей 3, затем, раскрыв кассету, снимают ее с лепестков 2 и штырей 3.
Освободившуюся кассету транспортером 49 передают ка один из наборных столоз для набора очередного комплекта деталей .
Нажимая на П-образнуюпланку 11, поворачивают ее вместе с дополнительной направляющей 10 вокруг оси 12 в горизонтальное положение. При этом дополнительная направляющая 10 поджимает лепестки 2 сверху и фиксируется в этом положении, заскакивая скоими противоположным кoнцa г за упоры 13, а торцы П-образной плаьгки 11, нажимая на зацелки 17, освобождают Г-образныЯ рычаг 15, который под действием пружин 16 подходит заостре;-:ным плечом под лепестки 2 снизу, слег на приподнимая концы последних.
Включая электродвигатель привода узла сборки устройства, поворачивают главный вал 35.
При вращении вала 35 сначала посредством кулачков 40, рычагов 39, 36, 37 и-38 и рамки 9 колодка 4 разъема заводится на неподвижные лепестки 2 .
Дополнительная направляющая 10 и Г-образный рычаг 15 обеспечива.ют нормальный заход и установку лепестков / в гнездах колодки 4 разъема.
Рамка 9 при движении входит в контакт с рычагом 15, отклоняя его, В крайн-ем наклонном положении рычаг 15 фиксируется защелкой 17, а рамка 9 останавливается.
При дальнейшем вращении вала 35, вилки 24 посредством кулачков 34, рычагов 33 и 26 совершают поступательное движение влево вверх, заходят СБОими верхними концами за итыри 3 до упора снизу. После чего даижен;-:; ; :-;лс 24 осуществляется только злево дс у;;ора переднего угла в колодку 4 разъема, при этом происходит отгиб KUHi-l
ков лепестков 2, выступающих и:-: колонки 4 разъема на угол 40-50 .
При продолжающемся движекии рычагов 33 и 26, вилки 24 начинают разророт вокруг линии их упора в колодку 4 разъема, отгибая при этом лепестков 2 еще на некоторый угол, заводя суммарный угол отгиба до - происходит окончательная фиксация лппастков в колодке 4 разъема.
Для предотвращения разворота вилок 24 при предварительной отгибке лепестков 2 служат планки 23 и 29, псд ха1ые пружинами 32.
После предварительной от1;1бки n/j-пестков 2 поворот вилок 24 осущгствлкется с преодолением определенного Момента вращения, создаваемого Зс. счет растяжения пружин 31 к преодоления сил трения, возникающих при проскальзывании планки 28 относительно планок 23.
При дальнейшем врахсенчи зала 35 вилки 24, рычаги 26 л 33 и такки 28 и 29 возвращаются в исходноs положение. После этого отходит в искодное положение рамка 9 и система пычагоз, перемещающих ее.
Колодка 4 разъема остается закрепленной на контактах и насаженной на дополнительной направлягсадей 10.
Для того, чтобы снять собранную с одним рядом контактов колодку 4 разъама.разЕС.цят путем а кагия на педаль планки 16 и 19, ,э:от коло.пку 4 разъема с ..чтельной направляюл;ей 10, Пррх это1 допо.анительная напраЕЛпю;;и-1я 10, перемещаясь вместе с колопсоЯ 4 разъема., сходит с упоров 13 и пол действием пружины 14 откидываатся т вертикальное положение , увлеj-.ая за собой П-образнуьо планку 11, тем car.riuM со спечизая возможность свободного съема собранного изделия, а также возвращзни.е всего узла сборки Е исходное пс.ггожениа.
13 д лькей:. коло.цку 4 разъема с
5 одним рйдо;.- ;;онтактоз передают к узлу 46, куда постул -ат многоместная кассет f, 1 со сзасенным на :au;инe 44 ряДО1-.; KOtrraKTC:: f си:.-1 ле1р1 чньл) первому. Fia з-ступат .ке из :.;ногоместгной кассеты KOfiua Lin-;jp;:; с;::.етркчного ряда усг-анаял Еаюл колгдку 4 разъема с собранным рядоь п прО -;зводят окончательную ссо;р::у разьег.а : к алогично оп саннс.-у :
ГОТСЕНЙ разъем Тр; ;;C ;OpTGpOM 50
передаете лонтроль.
Пре,цлага :.:ое устройство .ц.г:Я сборки и сБо1:ьи прч:.:о ;/оль ;ь; разъемоБ позволяет чозыс;п: прсизяодительность 35 счет сокра 1 ения на операциях сварки, набора контактов i; колодху рдгъе/а. .--T;-:;:OL;- ;: СИксац :и кон(:с71Г..;- е .. j..r.-a с&оикГ , кроме г:с 1:::: : : П1я п: С ,: згсг. те.пьюат -ч путем i-yiiOJг-е;И: о; v-/--i;: сбсрт;-; одиовре-. (:: O:;;-.L:.:V р;-:ду -Л:;: лктоз, об.гггч..: усло; 1;я vpyna рабочих путем v,exa:-:.ii3auj-:H . , аа
4ariioi4j по;;т -::. ; преиьУ1:;йст «енно двугря:,;;1-;ь Х, .:С-a-oiiiKx кс- гакть:, состоя0шис I:; : 1::;:.;:ей ; jj enecTKOD; и колодку разъема,. ссд5р :ашее: смог-ированчые на оср;о; ак;;и СБ: УОЧК-/Ю для снпрк : ГтырэР с кон г.ктвми - прнсгюсобленгг длп сйог:;;: под с:яар у штнрейс контактам-;:, узея дл; сбоук;- разъб ;о2 VI тр йнспортер . сл язг Еакт-;, сварочную с узлом для. сбсркк разъемов, о т л ;; 3 ;о ;;; с с с :--. тем, что, с целг-г .;: г рогзьСЛИтельности путем ; iviS:j:j:s4;-H ;v:e:-r-:r-;epaaviOHKoro прв . -;::-;ду сБс.;::-:о Ч ;-Счтактов с Зоркой разъ-.;о:.., узел г.лл гсорки разъемов хзыпог.нзч :: тнпде смокт;{розакных НЕ оскоЕаг-,.-;- награнл :,Х1ИХ к ракчки с VJlop - : и отзерст еь прядоуголького сечения, соответствующего профилю ко лодки разъема, установленной в указанных направляющих с возможностью перемещения вдоль осей штырей параллельно основанию, а также дополнительной направляющей для лепестков и П-образной планки для завода ее в колодку разъема, смонтированных на общей оси с возможностью поворота в плоскости, перпендикулярной к основанию, при этом на основании смонтир ван поворотный Т-образный рычаг с заостренным плечом, взаимодействующи с лепестком, а также неподвижная планка и установленная с возможность перемещения в плоскости, перпендикулярной к основанию,П-образная плднка для крепления штырей, причем на упом нутой планке через упругую подкладку , смонтированы планки по числу штырей для их фиксации, а в проеме этой планки с возможностью перемещения в плоскости, параллельной основанию, установлены вилки по числу контактов. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 410904. кл. В 23 К 37/04, 1971. Двб 622.048.СБ 2. Техпроцессы сварки: ОРб 01.193.0006 Ав 3.647,020 СБ б°Р«« Ф601.Шй.ООнг Изано-Франковского приборостроительного завода, ,1974 (прототип) .



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Устройство для сварки изделий из полимерных материалов | 1981 |
|
SU1031743A1 |
| Контактное устройство для контроля микросхем | 1983 |
|
SU1167770A1 |
| Устройство для приварки анодов конденсаторов к рейке | 1985 |
|
SU1315201A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Устройство для сборки плоских пружинных контактов в гнезда колодки соединителя | 1983 |
|
SU1112457A1 |
| БИБЛИОТЕКА { | 1972 |
|
SU331867A1 |
| Поточная линия для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317570A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Устройство для установки клемм в гнезда колодки | 1982 |
|
SU1050025A1 |
13
tPut.
9ut.S
«x
0
-1
«7
V94S
II
D
D 0
I /
s л
IIP
съ «547
